帶補(bǔ)塊零件熱處理開裂原因分析及預(yù)防
2023-04-26 03:18:38李彩虹張海盟鐘芳興
教練機(jī) 2023年1期
李彩虹 ,夏 媛,張海盟 ,鐘芳興
(1.航空工業(yè)洪都,江西 南昌,330095;2.江鈴汽車股份有限公司,江西 南昌,330001)
0 引言
熱處理是使金屬零件、工具改善力學(xué)性能、物理性能、化學(xué)性能,提高產(chǎn)品壽命和效能的重要工藝方法。零件在熱處理過(guò)程中產(chǎn)生的裂紋是最嚴(yán)重的熱處理缺陷之一。這種缺陷通常是無(wú)法補(bǔ)救的,工件一旦開裂,必將造成不可挽回的損失,而造成工件熱處理開裂的原因又是多方面的。裂紋是在熱處理生產(chǎn)過(guò)程中產(chǎn)生的,但其原因不一定就是熱處理本身的問題,還與原材料的冶金質(zhì)量、選材的合理性、工件的結(jié)構(gòu)等因素有關(guān)。正因如此,在分析熱處理開裂原因時(shí),往往易陷入誤區(qū),只看表面現(xiàn)象,而沒有涉及問題的本質(zhì),因而難以準(zhǔn)確地找到開裂原因,難以制定合理的改進(jìn)措施。 熱處理開裂對(duì)工件的機(jī)械性能、使用壽命等有重大影響,因此分析研究金屬熱處理開裂的原因,掌握其規(guī)律性,并找出防止開裂的技術(shù)措施,對(duì)企業(yè)產(chǎn)品質(zhì)量的提高及經(jīng)濟(jì)效益等具有重大意義。
1 熱處理生產(chǎn)過(guò)程中發(fā)現(xiàn)的問題及解決措施
1.1 熱處理問題描述
某帶補(bǔ)塊零件采用氣體保護(hù)爐進(jìn)行熱處理,材料為30CrMnSiA,其熱處理工藝為:淬火、回火、校正、校正后回火,其中淬火冷卻方式為油冷;回火冷卻方式為水冷;校正后回火冷卻方式為空冷。若變形量符合要求,則無(wú)需進(jìn)行校正和校正回火這兩道工序。 零件的拉伸性能要求為σb=1175±100MPa。
零件按照上述工藝進(jìn)行熱處理后,補(bǔ)塊與零件連接處發(fā)現(xiàn)明顯裂紋,有一處連接處甚至發(fā)生斷裂。其零件、補(bǔ)塊以及斷裂位置如圖1 所示。

圖1 零件、補(bǔ)塊以及斷裂位置示意圖
1.2 熱處理裂紋的類型
鋼件進(jìn)行熱處理時(shí)產(chǎn)生的裂紋類型有下列五種[1]:
1) 縱向裂紋
又稱軸向裂紋,如圖2(a)所示,多半產(chǎn)生在全部淬透的工件上,這往往是由于冷卻過(guò)快,組織應(yīng)力過(guò)大造成的。縱向裂紋的形成除了熱處理工藝及操作方面的原因外,原材料中熱處理前的既存裂紋、大塊非金屬夾雜,嚴(yán)重的碳化物帶狀偏析等缺陷,也是不容忽視的原因。因?yàn)檫@些缺陷的存在,既增加了工件內(nèi)的附加應(yīng)力,也降低了工件的強(qiáng)度和塑性。在Ms 點(diǎn)以下,慢冷可有效避免這種裂紋。
2) 橫向裂紋(也包括弧形裂紋)
這類裂紋往往是在工件被部分淬透時(shí),于淬硬層與未淬硬層間的過(guò)渡區(qū)產(chǎn)生的,見圖2(b)。 截面較大的高碳鋼工件,往往會(huì)出現(xiàn)這種裂紋。此外,在某些有尖角、凹槽和孔的零件中,由于冷卻不均勻和未能淬透,也常常產(chǎn)生這種裂紋。適當(dāng)?shù)靥岣叽慊饻囟龋黾庸ぜ拇阌矊由疃龋兄跍p少這類裂紋的形成傾向。
3) 網(wǎng)狀裂紋
這是一種表面裂紋,其深度較淺,一般在0.01mm-2mm 范圍內(nèi),其裂紋往往呈任意方向,構(gòu)成網(wǎng)狀,而與工件外形無(wú)關(guān),見圖2(c)。 表面脫碳的高碳鋼件,極易形成網(wǎng)狀裂紋,這是由于表面脫碳后,其馬氏體比容較小,從而在表面形成了拉應(yīng)力。
4) 剝離裂紋
表面淬火工件淬硬層的剝落以及化學(xué)熱處理后,沿?cái)U(kuò)散層出現(xiàn)的表面剝落均屬于剝離裂紋。這種裂紋一般產(chǎn)生在平行于表面的皮下處(見圖2(d))。例如某合金鋼經(jīng)滲碳并以一定速度冷卻后,其滲層可能得到以下組織:外層為屈氏體+碳化物,次層為馬氏體+殘余奧氏體,內(nèi)層為索氏體或屈氏體。由于馬氏體的比容大,將發(fā)生體積膨脹,故使馬氏體呈現(xiàn)壓應(yīng)力狀態(tài),但在外層及接近馬氏體層的極薄的過(guò)渡層內(nèi)則具有拉應(yīng)力(見圖3)。 剝離裂紋就產(chǎn)生在壓應(yīng)力向拉應(yīng)力急劇過(guò)渡的極薄區(qū)域內(nèi)。
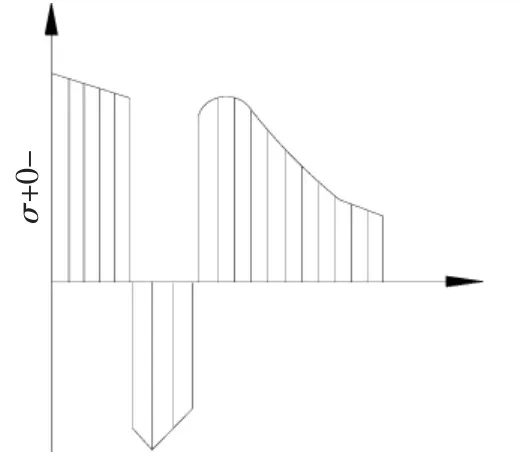
圖3 剝離裂紋表面心部的應(yīng)力分布情況
5) 顯微裂紋
它是由微觀應(yīng)力的作用造成的,見圖2(e),顯微裂紋只有在顯微鏡下才能觀察到。鋼中存在顯微裂紋可顯著降低淬火工件的強(qiáng)度和塑性。

圖2 鋼件熱處理時(shí)產(chǎn)生的裂紋類型
通過(guò)觀察開裂零件產(chǎn)生的裂紋可知,其裂紋類型為橫向裂紋,產(chǎn)生在壓應(yīng)力向拉應(yīng)力急劇過(guò)渡的極薄區(qū)域內(nèi),而此零件的極薄處則為補(bǔ)塊與零件的連接處,因此在連接處產(chǎn)生裂紋。
1.3 熱處理產(chǎn)生裂紋的分析
通過(guò)測(cè)量開裂零件尺寸可知,補(bǔ)塊厚度為57mm,而補(bǔ)塊與零件連接處厚度只有18mm,截面厚薄懸殊。熱處理后的零件在冷卻過(guò)程中薄的部分冷的快,厚的部分冷的慢[2]。零件薄的部分在淬火冷卻過(guò)程時(shí),先進(jìn)行馬氏體轉(zhuǎn)變而硬化,隨后當(dāng)厚的部位發(fā)生馬氏體轉(zhuǎn)變時(shí),體積膨脹,給薄的部位以拉應(yīng)力,并在薄厚相連處產(chǎn)生應(yīng)力集中[3]。當(dāng)零件截面厚度劇變時(shí),由薄截面到厚截面的過(guò)渡線就是應(yīng)力集中區(qū)周邊[4]。應(yīng)力集中是指受力構(gòu)件由于外界因素或自身因素導(dǎo)致幾何形狀、外形尺寸發(fā)生突變而引起局部范圍內(nèi)應(yīng)力顯著增大的現(xiàn)象。應(yīng)力集中會(huì)引起脆性材料斷裂,使物體發(fā)生疲勞裂紋。在熱處理實(shí)踐中,高于正常的淬火加熱溫度、加快在馬氏體轉(zhuǎn)變溫度區(qū)間的冷卻速度、制件中存在應(yīng)力集中區(qū)(各種形狀的孔、由薄截面到厚截面的急劇過(guò)渡、尖角、局部切痕等)都是形成淬火裂紋的原因。鋼件上存在尖角、缺口等的情況下,易在淬火時(shí)造成應(yīng)力集中而產(chǎn)生裂紋,尤其在應(yīng)力集中和截面急劇變化的共同作用下,淬裂危險(xiǎn)更大。有試驗(yàn)結(jié)果表明,截面尺寸改變愈劇烈,應(yīng)力集中系數(shù)就愈大。
淬火拉應(yīng)力是形成淬火裂紋的主要危險(xiǎn)因素。鋼件在淬火冷卻的末期以及冷卻終止以后,有時(shí)產(chǎn)生裂紋而導(dǎo)致鋼件報(bào)廢,這種淬火裂紋是由于淬火應(yīng)力的作用而產(chǎn)生的脆性開裂。一般淬火鋼,在表面或表層附近所具有的拉應(yīng)力接近或超過(guò)鋼的破斷抗力時(shí),便可能產(chǎn)生裂紋。如果鋼件淬火后淬硬層較淺時(shí),或進(jìn)行各種表面化學(xué)熱處理時(shí),或施以高頻等表面淬火時(shí),能夠在鋼件表層及附近形成壓應(yīng)力,則可以有效地防止裂紋產(chǎn)生[5]。
1.4 采取的技術(shù)措施與取得的成效
針對(duì)此零件發(fā)生開裂的情況,采取了以下措施:
1) 在零件補(bǔ)塊位置多開幾個(gè)均勻的圓通孔,以減少應(yīng)力集中。 開孔后的零件示意圖如圖4。

圖4 補(bǔ)塊開孔后零件示意圖
2) 修改熱處理工藝規(guī)程:在淬火前先進(jìn)行一道高溫回火,冷卻方式為空冷,其他工藝參數(shù)不變。高溫回火能夠減少或消除淬火內(nèi)應(yīng)力,防止工件變形或開裂。高溫回火是一種常見的釋放應(yīng)力的方法。在溫度較高的時(shí)候,金屬的屈服極限會(huì)下降,這就會(huì)導(dǎo)致大于此溫度的內(nèi)應(yīng)力驅(qū)動(dòng)材料塑性變形,直到內(nèi)應(yīng)力達(dá)到與此溫度下屈服應(yīng)力平衡的程度。所以,當(dāng)回到正常溫度的時(shí)候,內(nèi)應(yīng)力就會(huì)小于回火溫度時(shí)候的屈服極限,這樣就達(dá)到了去除部分內(nèi)應(yīng)力的作用。
之后送來(lái)熱處理的大批量同圖號(hào)零件均是在補(bǔ)塊位置開好了圓通孔的零件,并且熱處理按照新的工藝規(guī)程來(lái)執(zhí)行,得出來(lái)的結(jié)果均未出現(xiàn)開裂,硬度也都合格,零件得以順利交付。此次解決措施為其他帶補(bǔ)塊零件的熱處理提供了參考,即盡量避免對(duì)截面厚薄懸殊的零件進(jìn)行熱處理。當(dāng)厚薄懸殊的零件需要熱處理時(shí),需開好對(duì)稱的圓通孔或U 形槽,截面均勻后再進(jìn)行熱處理, 從而使帶補(bǔ)塊零件的開裂問題大大減少。
2 零件熱處理開裂的原因與預(yù)防
2.1 熱處理開裂的原因
熱處理開裂主要是人為因素、淬火工藝不當(dāng),內(nèi)部組織不良,設(shè)計(jì)工藝不合理等因素造成的。
2.1.1 人為因素、淬火工藝不當(dāng)
1) 淬火加熱溫度過(guò)高,或在高溫下保溫時(shí)間過(guò)長(zhǎng),引起晶粒粗化、組織粗大、晶界弱化,如過(guò)熱組織,就大大降低了鋼的力學(xué)性能,使鋼的脆斷強(qiáng)度降低,很容易產(chǎn)生淬火開裂。
2) 冷卻不當(dāng)。在Ms 溫度以下快冷,因組織應(yīng)力大引起開裂。如水-油雙介質(zhì)淬火。在水中停留時(shí)間長(zhǎng),淬火油中含有過(guò)多水分。
3) 重復(fù)淬火前未經(jīng)中間退火,過(guò)熱傾向大,前項(xiàng)淬火的應(yīng)力未能完全消除,以及多次加熱引起表面脫碳,都會(huì)促使淬火開裂。
4) 大截面高合金鋼件,淬火加熱時(shí)未經(jīng)預(yù)熱或加熱速度過(guò)快,加熱時(shí)熱應(yīng)力與組織應(yīng)力增大,引起開裂。
5) 高速鋼、高鉻鋼分級(jí)淬火,工件未冷至室溫就急于清洗(Ms 以下快冷)從而引起開裂。
6) 深冷處理因急冷急熱形成的熱應(yīng)力和組織應(yīng)力都比較大,且低溫時(shí)材料的脆斷強(qiáng)度低,易產(chǎn)生淬火開裂。
7) 淬火后未及時(shí)回火,工件內(nèi)的顯微裂紋在淬火應(yīng)力作用下擴(kuò)展從而形成宏觀裂紋。
8) 淬火后產(chǎn)生應(yīng)力不平衡,未使工件開裂,但在機(jī)械加工或搬運(yùn)過(guò)程中受外力過(guò)大,造成開裂。
2.1.2 內(nèi)部組織不良
1) 嚴(yán)重表面脫碳易形成網(wǎng)狀裂紋。嚴(yán)重脫碳的高碳工具鋼工件,脫碳層馬氏體比未脫碳層馬氏體體積小,受到拉應(yīng)力作用易形成網(wǎng)狀裂紋。
2) 原始組織不良,如高碳鋼球化質(zhì)量欠佳,其組織是細(xì)片狀珠光體或點(diǎn)狀珠光體,過(guò)熱傾向大;晶粒粗化,馬氏體碳含量高,淬火開裂傾向大。
3) 原材料顯微裂紋,非金屬夾雜物,嚴(yán)重碳化物偏析會(huì)導(dǎo)致淬火開裂傾向大。
4) 淬透性低的鋼,用鉗子夾持淬火時(shí),被夾持部位淬火冷得慢,有非馬氏體組織,鉗口位于淬硬層與非淬硬層交界處,其拉應(yīng)力大從而易開裂。
2.1.3 設(shè)計(jì)工藝不合理
1) 內(nèi)徑較小的深孔工件(如機(jī)筒),由于內(nèi)表面冷卻速度較外表面小的多。殘余熱應(yīng)力小,所受的殘余拉應(yīng)力較外表面大,外壁較內(nèi)壁收縮快,因此加上材料偏析,內(nèi)壁很容易開裂。
2) 工件的尖角、盲孔、截面突變及粗加工刀痕等因冷卻速度不均,應(yīng)力集中從而引起開裂。
2.2 零件熱處理開裂的預(yù)防措施
1) 原材料應(yīng)避免顯微裂紋以及嚴(yán)重的非金屬夾雜物和材料組織偏析。
2) 合理選擇鋼材。對(duì)于形狀復(fù)雜且容易開裂的工件,應(yīng)選擇淬透性高的合金鋼制造,以便采用冷卻速度緩慢的淬火介質(zhì),減少淬火應(yīng)力。
3) 改進(jìn)工件結(jié)構(gòu),截面力求均勻,不同截面處應(yīng)有圓角過(guò)渡,盡量減少不通孔、尖角,避免應(yīng)力集中引起開裂。開裂傾向較大可采取開工藝孔、加厚零件太薄的部分、合理安排孔洞位置或變不通孔為通孔等辦法。
4) 正確預(yù)先熱處理,避免正火、退火組織缺陷(魏氏組織等)。
5) 正確選擇加熱參數(shù)。減少因加熱溫度過(guò)高、加熱速度過(guò)快等原因引起的開裂。
6) 正確選擇淬火介質(zhì)和淬火工藝。
7) 合理安排熱處理工藝,盡量減少截面突變等容易引起冷卻速度不均勻和應(yīng)力增大的開裂情況。
8) 對(duì)工件容易開裂的部位,如尖角、薄壁、孔等進(jìn)行局部包扎。
9) 易開裂的工件淬火后應(yīng)及時(shí)回火。
3 結(jié)語(yǔ)
金屬熱處理能夠改善材料各種性能,但在熱處理過(guò)程中產(chǎn)生裂紋是無(wú)法補(bǔ)救的,因此提高產(chǎn)品質(zhì)量,降低廢品率,防止開裂是關(guān)鍵。但防止開裂僅僅靠熱處理工作人員是不夠的,還需要設(shè)計(jì)人員充分考慮熱處理工藝性,冷熱加工應(yīng)互相配合。在生產(chǎn)、設(shè)計(jì)過(guò)程中,綜合分析,找出問題的關(guān)鍵,抓住主要矛盾,采取有效措施,明顯減小熱處理變形,避免開裂,從而達(dá)到提高產(chǎn)品質(zhì)量,降低消耗,增加經(jīng)濟(jì)效益的目的。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02