特殊螺紋油管接頭現場端接箍脹大原因分析
2023-04-29 00:44:03高連新王成許雷明
石油礦場機械 2023年3期
關鍵詞:分析
高連新 王成 許雷明
摘要:針對某西部油田商檢時發現的特殊螺紋油管接頭現場端接箍脹大問題,進行調查研究、有限元分析、上扣驗證試驗和密封驗證試驗。結果表明:特殊螺紋油管接頭工廠端上扣后,現場端接箍的螺紋中徑脹大很小,但密封面直徑脹大較大;接頭的壁厚越厚、上扣轉矩越大、拐點轉矩越低和臺肩寬度越窄,密封面直徑脹大就越明顯。研究還發現接箍過大的脹大量會導致接頭密封失效。為防止接箍脹大而影響密封性能,建議生產廠嚴格控制拐點轉矩、適當延長轉矩臺肩寬度,并將這兩項指標列入檢驗標準; 同時,建議油田制訂驗收標準時限定接箍密封面直徑脹大量,并據此調整驗收標準的公差范圍。
關鍵詞:油管接箍; 特殊螺紋接頭; 脹大; 分析
中圖分類號:TE931.207? ?文獻標識碼:A
doi:10.3969/j.issn.1001-3482.2023.03.002
Abstract:The field end coupling expanded significantly was founded during the tubing premium connections at a western oilfield. Investigation and research, finite element analysis, deduction verification test, and seal verification test were conducted. The results show that after the factory end of the tubing premium connection is made up, the pitch diameter expansion on coupling field end is very small, but the seal diameter expansion is quite large, and the thicker the pipe wall thickness, the greater the makeup torque, the lower the shoulder torque, and the narrower the torque shoulder width, the expansion is more obvious. The research also found that the expansion of the coupling has a notable impact on its seal performance, and excessive expansion will lead to joint seal failure. In order to prevent the coupling expansion from damaging its seal performance, it is recommended that the manufacturers should strictly control the makeup torque, extend the width of the torque shoulder, and take these two parameters under control. It is recommended that the oilfield formulates the inspection and acceptance of the coupling seal surface diameter expansion to limit the cover diameter accordingly.
Key words:tubing coupling; premium thread connection; expansion; analysis
特殊螺紋接頭一般包括連接螺紋、轉矩臺肩和金屬/金屬密封結構。由于金屬/金屬密封結構使接頭具有良好的密封性能,被廣泛用于天然氣井的開采[1-3]。為保證接頭的密封性能,需要嚴格控制密封面直徑的加工公差,因此,密封面直徑是特殊螺紋接頭生產時重點控制、商檢時重點檢驗的項目。
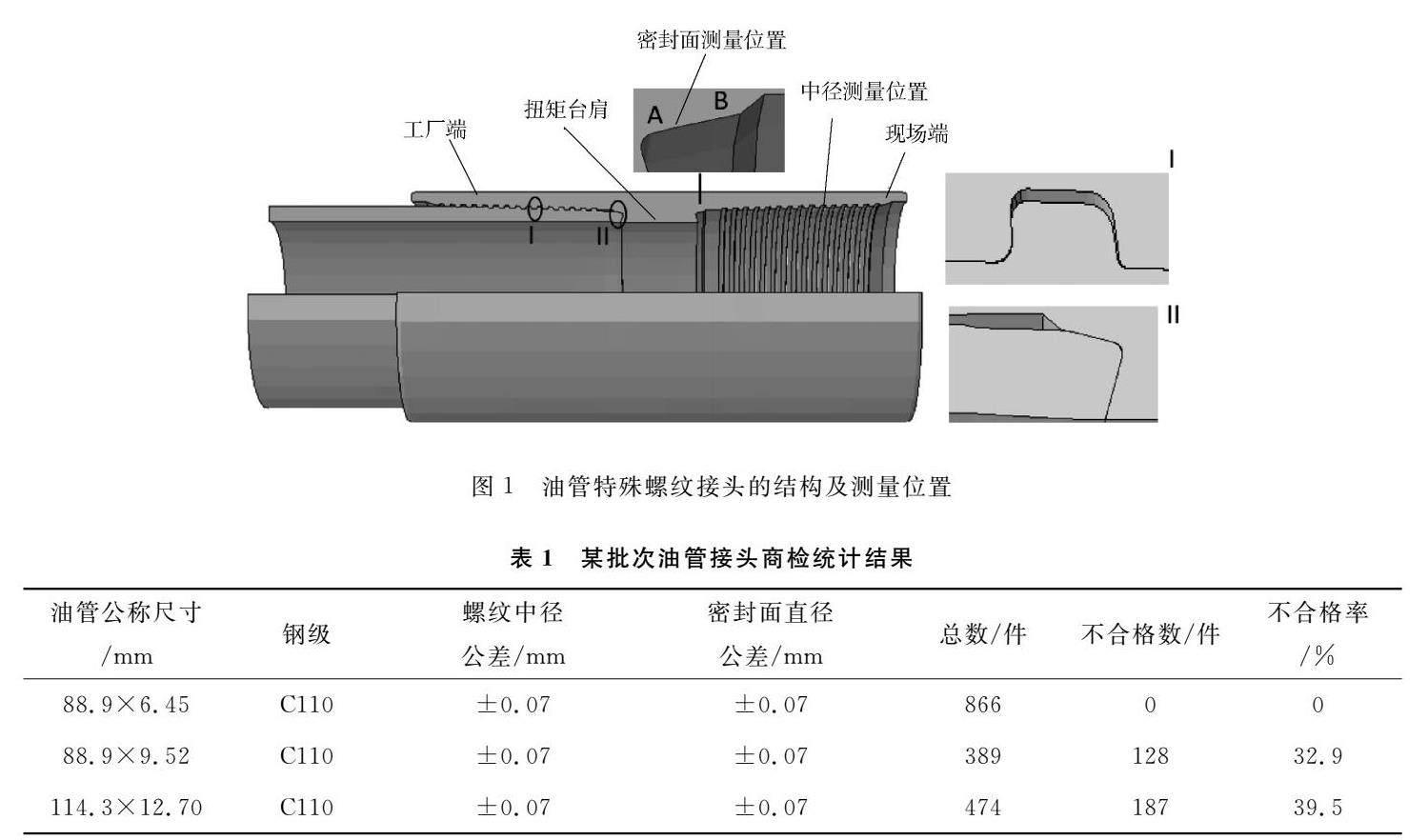
某西部油田在對某批次88.9 mm和114.3 mm油管的特殊螺紋接頭進行商檢時(其結構和測量位置如圖1所示),發現接箍現場端的密封面直徑有明顯的脹大現象,部分接頭密封面直徑的檢驗結果超出了商檢標準。
從調取的工廠檢驗記錄看,接箍現場端的密封面直徑在工廠端上扣前檢驗是合格的,因此懷疑是工廠端上扣引起了現場端接箍脹大。但是,還存在以下疑問:
1) 既然現場端接箍脹大,為什么螺紋中徑沒有出現不合格?
2) 現場端接箍脹大量受哪些因素影響?
3) 這種由于一端上扣導致的脹大對接頭的密封性能有多大影響?
為找出工廠端上扣導致接箍現場端脹大的原因,并分析脹大后對接頭密封性能的影響程度,本文進行了調查研究、有限元分析和試驗驗證。
1 接箍現場端脹大情況調查
1.1 油田商檢情況
油田商檢的某特殊螺紋油管共3種,鋼級為C110,螺紋中徑、密封面直徑公差均為±0.07 mm,商檢結果如表1。其中,螺紋中徑均符合公差要求,不合格原因是密封面直徑超差。壁厚較薄的88.9 mm×6.45 mm規格油管接頭商檢全部合格。壁厚較厚的88.9 mm×9.52 mm和114.3 mm×12.7 mm 2個規格的油管接頭商檢不合格率分別達到32.9%和39.5%。
1.2 工廠現場檢驗情況
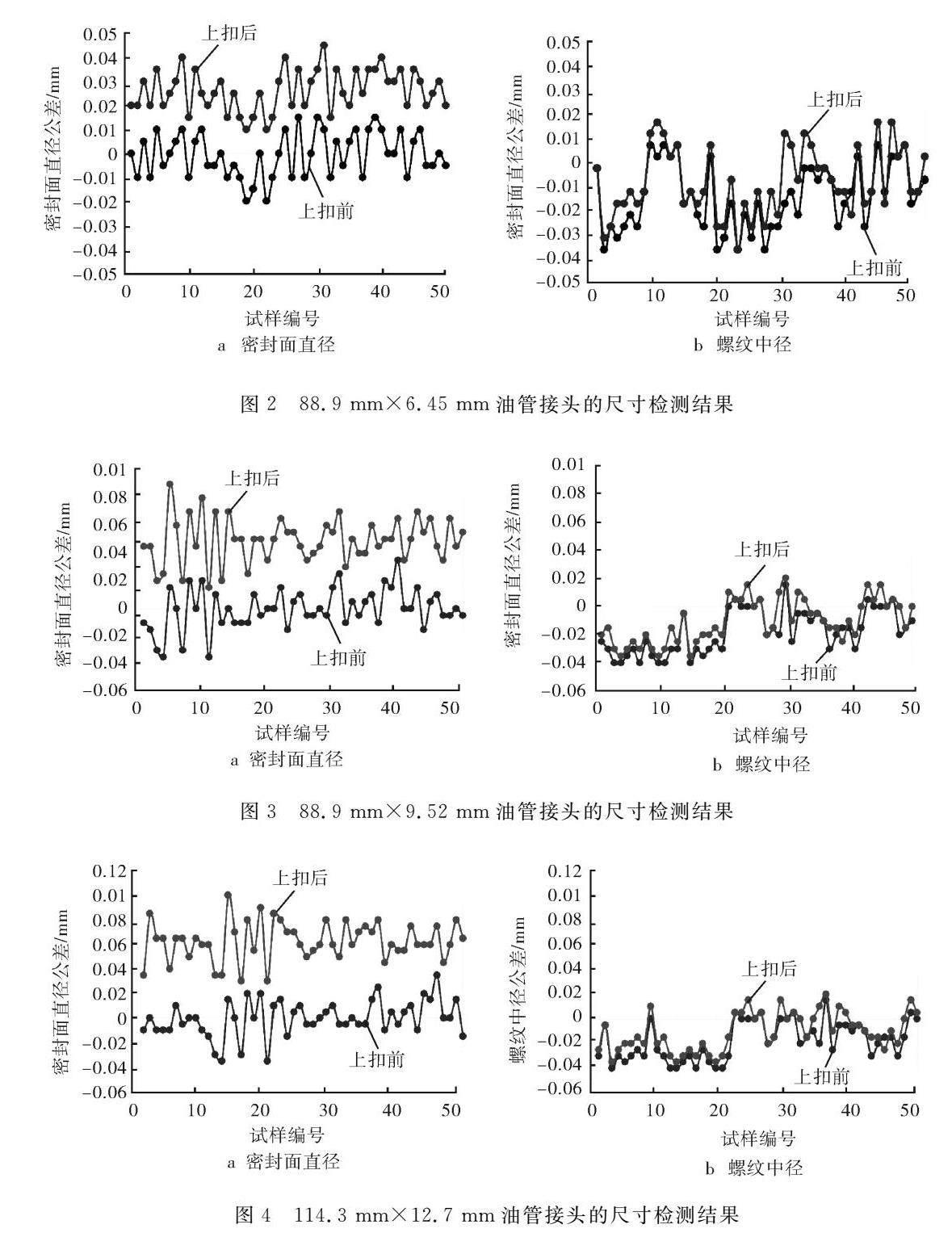
從工廠隨機抽取上述3種特殊螺紋接頭油管各50組,每組包括一件接箍和一件外螺紋,接箍已進行表面鍍銅處理。檢測接箍現場端的密封面直徑和螺紋中徑(用齒頂圓直徑代替中徑)。然后,工廠端按最佳轉矩上扣(上扣轉矩分別為4 900、8 400和16 700 N·m)。上扣完成后,再檢測接箍現場端的密封面直徑和螺紋中徑,結果如圖2~4所示。
從試驗結果看,接箍工廠端上扣后現場端脹大,對于88.9 mm×6.45 mm、88.9 mm×9.52 mm和114.3 mm×12.7mm的試樣,密封面直徑平均增大了0.027 、0.050 和0.063 mm,螺紋中徑平均增大了0.007、0.008和0.012 mm。顯然,密封面直徑脹大明顯,螺紋中徑脹大較小。
進一步統計3種油管密封面直徑脹大量的分布,如圖5所示。對于88.9 mm×6.45 mm規格的油管接頭,50個樣品中只有1個樣品的直徑脹大量超過0.04 mm,密封面直徑公差的工廠內控標準是±0.03 mm,考慮脹大0.04 mm后最大公差是+0.07 mm,理論上只有1個樣品超商檢標準。一般情況下,脹大量最大的試樣不會剛好處于內控標準極限值(+0.03 mm),所以該規格商檢沒問題。對于88.9 mm×9.52 mm和114.3 mm×12.7 mm規格油管接頭,由于接箍脹大量有較大比例超過了0.04 mm,理論上商檢時會有很大比例超標。
2 有限元模擬分析
2.1 分析模型
特殊螺紋接頭由內、外螺紋擰接在一起組成,其接觸面是1個空間螺旋曲面,幾何形狀復雜,受力還涉及材料非線性、幾何非線性及復雜的摩擦邊界等問題[4-6],難以用解析法求解。本文采用有限元法進行受力分析。根據接頭的結構和受力特點,建模時將其按軸對稱問題處理,并將接箍中面處理為對稱面,該截面內各點只有徑向位移自由度。
特殊螺紋接頭在上卸扣和受力過程中會出現局部屈服,因此需要同時考慮材料的彈性和塑性,在彈性區采用Hook定律,在塑性區采用Von Mises屈服準則及Prandtl-Reuss塑性流動增量理論。模型中接箍和管體的材料相同,彈性模量2.1×105 MPa,泊松比0.3。為便于和試驗結果對比,強度取實測值:屈服強度802 MPa, 抗拉強度865 MPa,伸長率22%。
建模的難點是對接頭施加轉矩,上扣轉矩是非軸對稱載荷,無法直接施加在軸對稱模型上,建模時按照控制過盈量的辦法施加轉矩。圖6為88.9 mm×9.52 mm C110特殊螺紋接頭的上扣轉矩曲線,圖中曲線1、2、3分別代表螺紋過盈量最小、最佳、最大的情況。拐點轉矩以前的曲線代表螺紋和密封面過盈產生的轉矩,拐點以后的曲線則是臺肩過盈產生的轉矩。由于臺肩是軸向過盈,因此拐點后的一段曲線很陡,拐點轉矩一般占比20%~60%。拐點轉矩后的圈數增量用δ表示,由于拐點轉矩不同,圈數增量也不一樣,顯然δ1>δ2>δ3。對接頭施加轉矩時,根據設計圖紙給出的螺紋過盈量、金屬/金屬密封過盈量施加拐點以前的轉矩,根據臺肩接觸后的圈數增量δ施加拐點以后的轉矩。
選用庫倫摩擦模型模擬螺紋、密封面及臺肩之間的摩擦。摩擦因數與螺紋脂類型有關,根據測試結果,螺紋部位摩擦因數取0.06,密封面和臺肩部位摩擦因數取0.08。采用四節點四邊形雙線性非協調軸對稱單元進行網格劃分,在密封面、轉矩臺肩以及螺紋處進行局部網格細化。接頭的有限元模型如圖7所示,其中外螺紋網格數量為15 154,接箍網格數量為22 082。
2.2 接箍脹大量的計算
2.2.1 上扣轉矩的影響
對于88.9 mm×9.52 mm規格的接頭,建模時螺紋和密封面的過盈量取名義值,因此上扣轉矩曲線為圖6中的曲線2。由試驗知,接頭的最小、最佳、最大轉矩對應的圈數增量δ2分別約為0.030、0.033和0.036圈。由于螺紋的螺距是4.233 mm,可知對應的臺肩軸向過盈量為0.127、0.140和0.152 mm。將上述參數輸入模型,計算得到接箍現場端沿密封面從A點到B點(如圖1)的脹大量如圖8a所示。
可見,轉矩相同時,越靠近臺肩(或A點),密封面脹大越明顯。因為密封面直徑測量位置距臺肩很近,螺紋中徑測量位置距臺肩很遠,所以螺紋中徑受接箍脹大的影響遠小于密封面,這也是商檢時只有密封面直徑超差,而螺紋中徑沒有超差的原因。從圖8a還可以看出,在最佳轉矩情況下,密封面脹大量為0.046 6 mm(圖8有限元計算得到的是半徑方向脹大量,即,脹大量的1/2),與上文的工廠檢驗結果(按最佳轉矩上扣,平均脹大0.050 mm)基本吻合,說明本文所建模型是合理的。而且,上扣轉矩越大,密封面直徑的脹大量越大。
2.2.2 拐點轉矩的影響
圖8b是拐點轉矩對脹大量的影響。可見,試樣都按最佳轉矩上扣,拐點轉矩占比20%、40%和60%時,現場端密封面直徑分別脹大了0.061 2、0.046 6和0.022 1 mm。在線加工時,螺紋過盈量波動會導致拐點轉矩不同。上文的工廠檢驗,油管外徑、壁厚、上扣轉矩都相同,卻出現了接箍脹大量不同的現象,主要原因就在于此。因此,對生產廠來說,縮小螺紋中徑的公差、進而將拐點轉矩控制在更窄的范圍內,可以有效控制接箍現場端的脹大量。
2.2.3 壁厚的影響
圖8c是壁厚對脹大量的影響。可見,外徑相同時,壁厚對接箍密封面脹大量有顯著影響,壁厚越厚脹大就越明顯。對于88.9 mm的油管接頭,壁厚6.45、9.52和12.09 mm時,密封面脹大量分別為0.025 8、0.046 6和0.060 4 mm。
2.2.4 臺肩寬度的影響
圖8d是臺肩寬度對脹大量的影響。對于88.9 mm×9.52 mm的接頭,按最佳轉矩上扣,拐點轉矩占比為40%的情況下,臺肩寬度為38.1、25.4、12.7 mm時,密封面脹大0.024 9、0.046 6和0.072 1 mm。說明臺肩的寬度越寬對控制接箍的脹大越有利。
2.3 接箍脹大對密封性能的影響分析
決定密封性能的主要因素是密封面上的接觸壓力與接觸長度[7-10]。利用有限元法計算88.9 mm×9.52 mm C110特殊螺紋接頭在如下4種情況下接觸壓力在密封面上的分布。
1) 按最佳轉矩上扣、拐點轉矩占比40%、臺肩寬25.4 mm。這種情況下加工尺寸接近名義值,轉矩控制較好,屬于正常生產的情況。
2) 按最小轉矩上扣、拐點轉矩占比20%、臺肩寬25.4 mm。這種情況加工尺寸處于公差的極限,轉矩控制不夠理想,接箍脹大量大,對密封最不利,屬于雖然合格,但處于極限的情況。
3) 按最小轉矩上扣、拐點轉矩占比20%、臺肩寬38.1 mm。在加工和上扣控制不理想的情況下,適當加長臺肩寬度。
4) 按最小轉矩上扣、拐點轉矩占比20%、臺肩寬12.7 mm。在加工和上扣控制不理想的情況下,臺肩寬度還比正常設計短。
第1種情況下,工廠端、現場端的接觸壓力分布如圖9a。現場端上扣后,工廠端密封面上的接觸壓力有所下降,特別是密封面兩端降幅較大,同時,現場端的接觸壓力高于工廠端。經分析主要原因是現場端上扣后分擔了工廠端的作用力,使工廠端密封面上的接觸壓力下降。
第4種情況下,工廠端、現場端的接觸壓力分布如圖9b。這種情況趨勢與圖9a接近,但由于臺肩分擔的轉矩更大,所以靠近臺肩處的接觸壓力明顯高于第1種情況。其他2種情況的接觸壓力分布介于此二者之間,此處從略。
式中:S為密封強度,MPan·mm;Sac為臨界密封強度,MPan·mm;p(l)為接觸壓力,MPa;l為接觸長度,mm;n為修正系數,n=1.557;A為密封常數,A=7.88;K為表面處理系數,K=0.8;m為表面光潔度的影響系數,m=-0.033 3;Q為泄漏率,Q=0.9 cm3 /15min;D為密封直徑,mm;p為密封有效壓力,MPa。
利用上述判據定量研究接頭的密封性能。依據API RP 5C5[16]標準,計算得到88.9 mm×9.52 mm C110接頭的載荷包絡線,沿包絡線設置14個加載點,如圖10。
將接頭的相關參數代入式(2),密封有效壓力p按圖10取值,計算得到臨界密封強度Sac。建立上文4種情況下接頭的有限元模型,對模型按圖10所示的加載點施加載荷,計算得到各個加載點(加載點0代表上扣工況)的密封強度S,并與臨界密封強度Sac比較,如圖11所示。
從計算結果可見,接箍脹大對密封性能有影響。對于前3種情況,各加載點的密封強度均大于臨界值,接箍脹大對密封性能的影響較小;對于第4種情況,加載點2、3(同時承受拉伸和內壓)的密封強度低于臨界值,接箍脹大對密封性能影響很大。對比圖中第1、3種情況的S值可見,在螺紋的加工和轉矩控制不理想的情況下,如果增加臺肩寬度,仍能減少接箍脹大對密封性能的影響。
3 試驗研究與驗證
3.1 上扣驗證試驗
生產線很難精確控制加工精度和轉矩,因此出現了接頭外徑、壁厚都相同,但密封面脹大量卻有較大差異的情況(如圖5)。為驗證壁厚、轉矩對接箍脹大的影響,在實驗室進行了上扣驗證試驗。利用實驗室的車床按名義尺寸加工88.9 mm×9.52 mm C110鋼級的特殊螺紋接頭5組,編號為1#~5#,每組包括1件接箍和1件外螺紋。由于是同一臺車床順序加工,因而可保證5組試樣工廠端螺紋及密封面的過盈量接近。對5組試樣的接箍鍍銅后將工廠端上扣,1#、2#按最佳轉矩(8 400 N·m)、3#、4#按最大轉矩(9 500 N·m)、5#按1.3倍最大轉矩(12 350 N·m)。實驗室條件下可以將上扣轉速控制在2 r/min以下,從而精確地控制上扣轉矩值。上扣前、后檢測接箍現場端的密封面直徑和螺紋中徑,結果如表2。
由表2知,上扣轉矩對接箍脹大有較大影響。上扣轉矩從最佳值提高到最大值,現場端密封面直徑脹大量從0.045~0.050 mm增大到0.055 mm。再進一步將轉矩增大到12 350 N·m,脹大量從0.055 mm增大到0.070 mm。從試驗結果還可以看出,在工廠端過盈量相同的情況下(即拐點轉矩相同),如果上扣轉矩相同,則現場端接箍脹大量也相同,比如1#和2#試樣都按8 400 N·m上扣,脹大量為0.045 mm和0.050 mm,3#和4#試樣都按9 500 N·m上扣,脹大量均為0.055 mm。
再驗證不同壁厚情況下接箍的脹大量。利用實驗室車床按名義尺寸加工88.9 mm× 6.45 mm C110鋼級的接頭2組,編號為6#~7#。按最佳轉矩對鍍銅后的接箍工廠端上扣,上扣前、后檢測接箍現場端的密封面直徑和螺紋中徑,如表3。
由表3知,外徑相同的特殊螺紋接頭,都按最佳轉矩上扣,壁厚9.52 mm時接箍現場端分別脹大了0.045和0.050 mm,而壁厚6.45 mm時只脹大了0.03 mm,說明壁厚的影響很大。試驗測得的脹大量與有限元模擬結果非常接近,誤差分別只有2.0%和9.0%。
3.2 密封驗證試驗
為檢驗接箍脹大對密封性能的影響,并與上文的分析結果對比,進行密封驗證試驗。首先取88.9 mm×9.52 mm接箍密封面直徑變化最大的試樣(圖5b中脹大了0.075 mm的試樣)進行試驗。因為試樣的工廠端已按最佳轉矩上扣,先卸開工廠端,按最小轉矩重新上扣,然后再對現場端也按最小轉矩上扣。
上扣后接頭在180 ℃溫度下烘干24 h,然后安裝在帶外壓釜的復合加載試驗機上,如圖12a,按照圖10所示的加載順序進行氣密封試驗。內壓以干燥的氮氣為介質,外壓介質為水。利用圖12b所示的檢漏裝置檢測工廠端、現場端是否發生泄漏。在整個試驗過程中,工廠端和現場端均未發生泄漏。
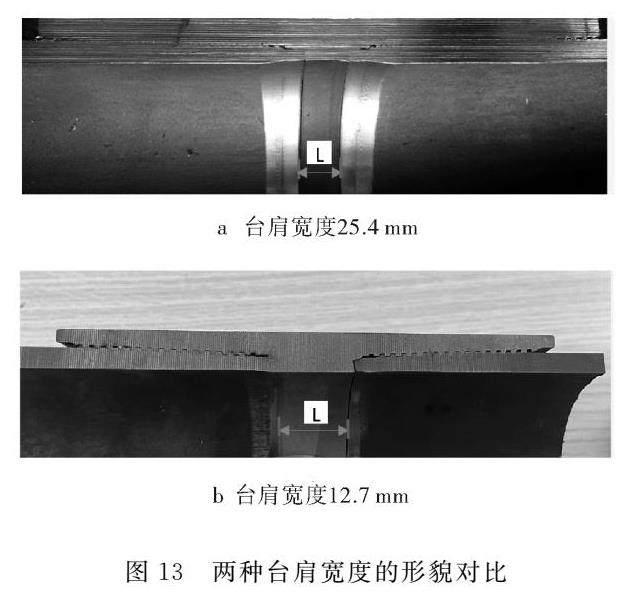
按上述參數重新加工一個接箍,將臺肩寬度從25.4 mm減小為12.7 mm,檢測接箍現場端密封面直徑脹大量約0.125 mm。按同樣流程進行氣密封試驗,試驗到加載點2時發生了泄漏,泄漏量約4.8 cm3/15min。圖13a為試驗完成后,將試樣剖開后的形貌,圖13b是正常設計的臺肩寬度25.4 mm的形貌對比。可見,如果接箍臺肩寬度過小,工廠端上扣引起的脹大會更嚴重,并影響接頭的密封性能。
4 結論
1) 某西部油田商檢時出現了特殊螺紋油管接箍脹大,致使密封面直徑超差的問題,主要原因是油管的壁厚較厚、鋼級較高,同時轉矩臺肩寬度不足。
2) 接箍脹大會削弱接頭的密封性能。提升拐點轉矩和增加臺肩寬度對減小接箍脹大效果明顯,但增加臺肩寬度更容易實現,因此,高鋼級、厚壁油管特殊螺紋接頭設計時可適當增加臺肩寬度。
3) 不同規格的特殊螺紋接頭,接箍一端上扣都會使另一端的密封面直徑脹大,壁厚越厚、上扣轉矩越大則脹大越明顯。對于薄壁、低鋼級油管,脹大問題并不突出。近年來,厚壁、高鋼級(上扣轉矩大)油管開始大量使用,使接箍脹大問題顯現出來,應引起油田和生產廠的重視。
4) 為使特殊螺紋油管接頭商檢順利進行,一方面,建議生產廠通過嚴格控制螺紋中徑公差來減小拐點轉矩波動,從而控制接箍脹大量;另一方面,油田在制訂驗收標準時,應考慮現場端接箍脹大的影響。
參考文獻
[1] 徐德奎.復雜載荷作用下套管特殊螺紋接頭密封性能有限元分析[J].石油礦場機械,2019,48(2):20-26.
[2] 呂拴錄,彭建新,高文祥,等.試壓過程中特殊螺紋油管接頭沖刷腐蝕防護環擠出原因分析[J].鉆采工藝,2021,44(4): 123-126.
[3] 竇益華,強楠,于洋,等.特殊螺紋油管接頭上扣轉矩有? 限元分析[J].機電工程技術,2022,51(4):56-59.
[4] 白松,張建兵,杜志杰.基于ISO 13679熱循環試驗要求的套管特殊螺紋強度分析[J].石油礦場機械,2017,46(6):40-46.
[5] 胡志立,李小兵,趙映輝,等.油套管特殊螺紋接頭工廠端上扣對現場端接箍參數及性能的影響[J].焊管,2022,45(9):27-32.
[6] 吳翔實,高連新,袁鵬斌,等.特殊螺紋石油套管接頭密封結構優選[J].石油機械,2017,45(6):30-35.
[7] 狄勤豐,王楠,陳鋒,等.磨損套管螺紋接頭密封面力學特性[J].石油學報,2021,42(5):669-676.
[8] 王領,張紅生,啜廣山,等.海洋油氣油管套管特殊螺紋接頭評價技術研究[J].中國海上油氣,2022,34(5):171-178.
[9] ISO:10400. Petroleum and natural gas industries equations and calculations for the properties of casing, tubing, drill pipe and line pipe used as casing or tubing [S]. International Standard,2007:22-23.
[10] Murtagian G R, Fanrlli V, Viliasanteja, etal.Sealability of stationary metal-to-metal seals[J].Journal of Tribology,2004,126(6):591-596.
[11] 曹銀萍,竇益華,于洋,等.基于ISO13679B系試驗載荷特殊螺紋接頭密封性能研究[J].潤滑與密封,2019,44(9):7-12.
[12] 李凡,王夫軍,竇益華,等.特殊螺紋接頭密封面能量耗散與密封特性研究[J].石油機械,2022,50(11):140-146.
[13] 王鵬,周均元,李宏偉,等.考慮包辛格效應的特殊螺紋連接循環加載變形仿真分析[J].機械工程學報,2022,58(16):21-32.
[14] 程永欽,劉碩瓊,齊奉中,等.多因素作用下儲氣庫注采井油管接頭氣密性分析[J].潤滑與密封,2022,47(7):168-176.
[15] XIE J R,MATTHEWS C.Experimental investigation of metal-to-metal seal behavior in premium casing connections for thermal wells[C]. SPE Canada Heavy 0il Technical Conference.2017.
[16] American Petroleum Institute: Procedures for Testing Casing and Tubing Connections, API RP 5C5:2017[S]. American Petroleum Institute, Washington, DC (2017)
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
