商用車頂蓋提質(zhì)降本量產(chǎn)工藝優(yōu)化及試驗驗證
2023-04-29 00:44:03姜巖李敬梓富壯寇兆陽張鳳君孟慶磊
汽車工藝與材料 2023年5期
姜巖 李敬梓 富壯 寇兆陽 張鳳君 孟慶磊

摘要:為解決某商用車中頂蓋振動和噪聲問題,在中頂蓋增加4片補(bǔ)強(qiáng)膠片,但增加了生產(chǎn)成本,且焊裝貼補(bǔ)強(qiáng)膠片后經(jīng)過涂裝時易剝落。大型覆蓋件出現(xiàn)振動和噪聲的根本原因是零件剛度低,因此提出在滿足減薄率要求的前提下增大加強(qiáng)筋高度。經(jīng)過沖壓分析、樣件試制、路試驗證最終確定中頂蓋剛度提升方案為加強(qiáng)筋高度由3.0 mm增加至7.5 mm,同時解決零件拉延下轉(zhuǎn)角開裂問題,以實現(xiàn)整體加大壓邊力、減少殘余應(yīng)力。取消補(bǔ)強(qiáng)貼片后單車成本節(jié)約45元。
關(guān)鍵詞:商用車 中頂蓋 NVH 剛性提升 沖壓
中圖分類號:U468.2+1? ?文獻(xiàn)標(biāo)識碼:B? ?DOI: 10.19710/J.cnki.1003-8817.20220338
Abstract: In order to reduce vibration and noise from central roof in commercial vehicles, 4 reinforcing films were added to the central roof at additional production costs, and the films were easy to fall off after painting. The root cause of vibration and noise in large cover parts is the weak rigidity of the part, the paper therefore proposed to increase the height of the reinforcing rib while meeting the thinning rate requirements. After stamping analysis, prototype production and road test, the final solution to improve the rigidity of the center roof was to increase the height of the reinforcing rib from 3.0 mm to 7.5 mm. The problem of corner cracking in drawing was solved to increase crimping forces and reduce residual stresses. The cost per vehicle is reduced by 45 yuan by eliminating the reinforcing film.
Key words: Commercial vehicle, Center roof, NVH, Rigidity improvement, Stamping
作者簡介:姜巖(1991—),女,工程師,碩士學(xué)位,研究方向為沖壓同步工程。
參考文獻(xiàn)引用格式:
姜巖, 李敬梓, 富壯, 等. 商用車頂蓋提質(zhì)降本量產(chǎn)工藝優(yōu)化及試驗驗證[J]. 汽車工藝與材料, 2023(5): 31-34.
JIANG Y, LI J Z, FU Z, et al. Mass Production Process Optimization & Test Verification For Quality Improvement and Cost Reduction of Commercial Vehicle Roof[J]. Automobile Technology & Material, 2023(5): 31-34.
1 前言
商用車大型外覆蓋件尺寸大、造型平緩,剛性不足是經(jīng)常遇到的問題。某商用車中頂蓋在試驗驗證階段接到反饋,中頂蓋區(qū)域存在振動和噪聲異響。經(jīng)分析,目前零件局部加強(qiáng)筋高度為3.0 mm,存在剛度不足問題。此外,在沖壓過程中可能會有因產(chǎn)品局部尖點開裂降低壓邊力,最終導(dǎo)致零件整體變形率不足。目前通常增加補(bǔ)強(qiáng)膠片解決中頂蓋剛性不足的問題,而補(bǔ)強(qiáng)膠片在涂裝電泳過程中有脫落風(fēng)險。通過對產(chǎn)品結(jié)構(gòu)和焊裝總成的分析研究,解決中頂蓋剛度不足的問題可以從產(chǎn)品入手,增加中頂蓋加強(qiáng)筋高度,即在滿足減薄率要求的前提下加高。另外,通過沖壓計算機(jī)輔助工程(Computer Aided Engineering,CAE)分析找到拉延開裂風(fēng)險點,通過二次整形方案解決該處生產(chǎn)不穩(wěn)定性問題,確保拉延變形率滿足要求。經(jīng)過試制驗證,修改量產(chǎn)模具,取消補(bǔ)強(qiáng)膠片實現(xiàn)整車制造成本降低45元/輛。
2 中頂蓋優(yōu)化方案分析
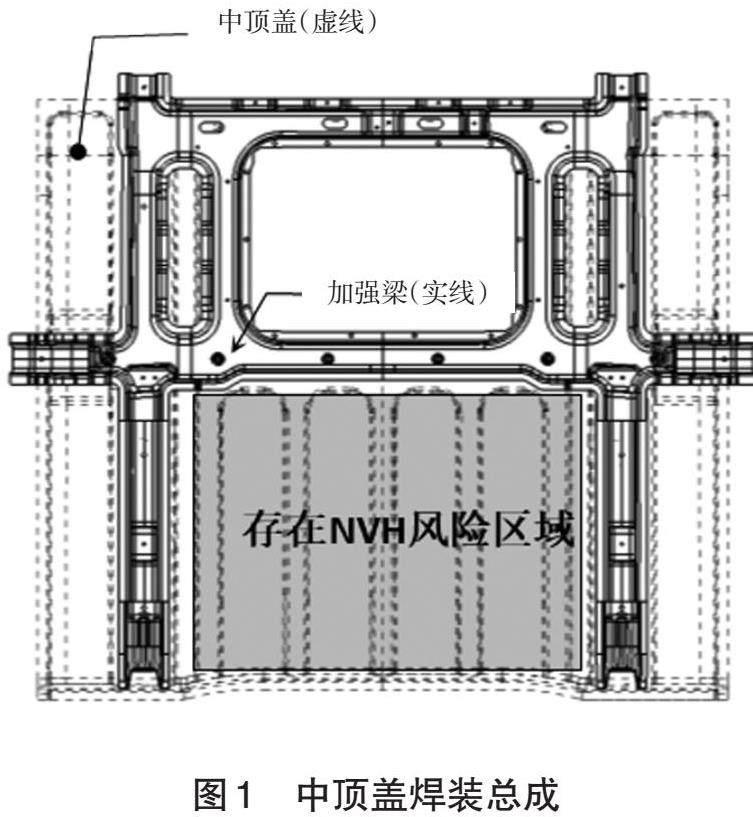
針對中頂蓋焊裝總成如圖1所示,中頂蓋焊裝總成與前頂蓋、側(cè)頂蓋、后頂蓋的焊接方式均為中頂蓋在上的法蘭搭接方式。此外,中頂蓋天窗口、中間、兩側(cè)位置有加強(qiáng)梁,如圖1中實線零件。目前中頂蓋X向中后位置剛度低可能存在NVH風(fēng)險,如圖1所示。經(jīng)測量,中頂蓋的輪廓尺寸約為1 735 mm×1 515 mm×85 mm,X和Y向的斷面曲率半徑分別約為20 600 mm和31 300 mm。竟品對標(biāo)件輪廓尺寸為1 760 mm×1 430 mm×95 mm,X和Y向的斷面曲率半徑分別約為11 500 mm和21 900 mm。比分析后發(fā)現(xiàn),在零件尺寸相當(dāng)?shù)那闆r下,中頂蓋的曲率相對較小,存在自身剛度不足的問題。
結(jié)合生產(chǎn)過程、路試反饋問題及以往該商用車型中頂蓋進(jìn)行分析與探討,最終決定從產(chǎn)品結(jié)構(gòu)和沖壓工藝2方面進(jìn)行優(yōu)化。
2.1 產(chǎn)品結(jié)構(gòu)優(yōu)化
經(jīng)過對商用車中頂蓋產(chǎn)品結(jié)構(gòu)分析,增大加強(qiáng)筋高度的限制條件主要有產(chǎn)品設(shè)計建議減薄率控制在20%以內(nèi),主要原因包括2點,一方面為確保生產(chǎn)穩(wěn)定性,充分考慮材料性能波動,另一方面為避免產(chǎn)品過度減薄造成用戶使用過程中出現(xiàn)質(zhì)量問題;不影響現(xiàn)有駕駛室裝配關(guān)系;不影響現(xiàn)有產(chǎn)品結(jié)構(gòu)。最終確定零件更改原則為上圓角不變,增大下圓角和加強(qiáng)筋高度,工藝優(yōu)化前后的中頂蓋產(chǎn)品如圖2所示
2.2 沖壓工藝優(yōu)化
中頂蓋的沖壓工序為拉延、修邊沖孔。經(jīng)過沖壓仿真分析,找到拉延易開裂的風(fēng)險點為中頂蓋后部2個尖點,如圖3所示。工藝優(yōu)化方案為拉延局部放大尖點,后序利用壓邊圈進(jìn)行局部整形。拉延風(fēng)險點解決后,整體加大壓邊力并控制走料,強(qiáng)化中部脹形,實現(xiàn)整體變形率上升,減少殘余應(yīng)力,進(jìn)一步降低NVH風(fēng)險。
3 工藝驗證
3.1 沖壓仿真分析驗證
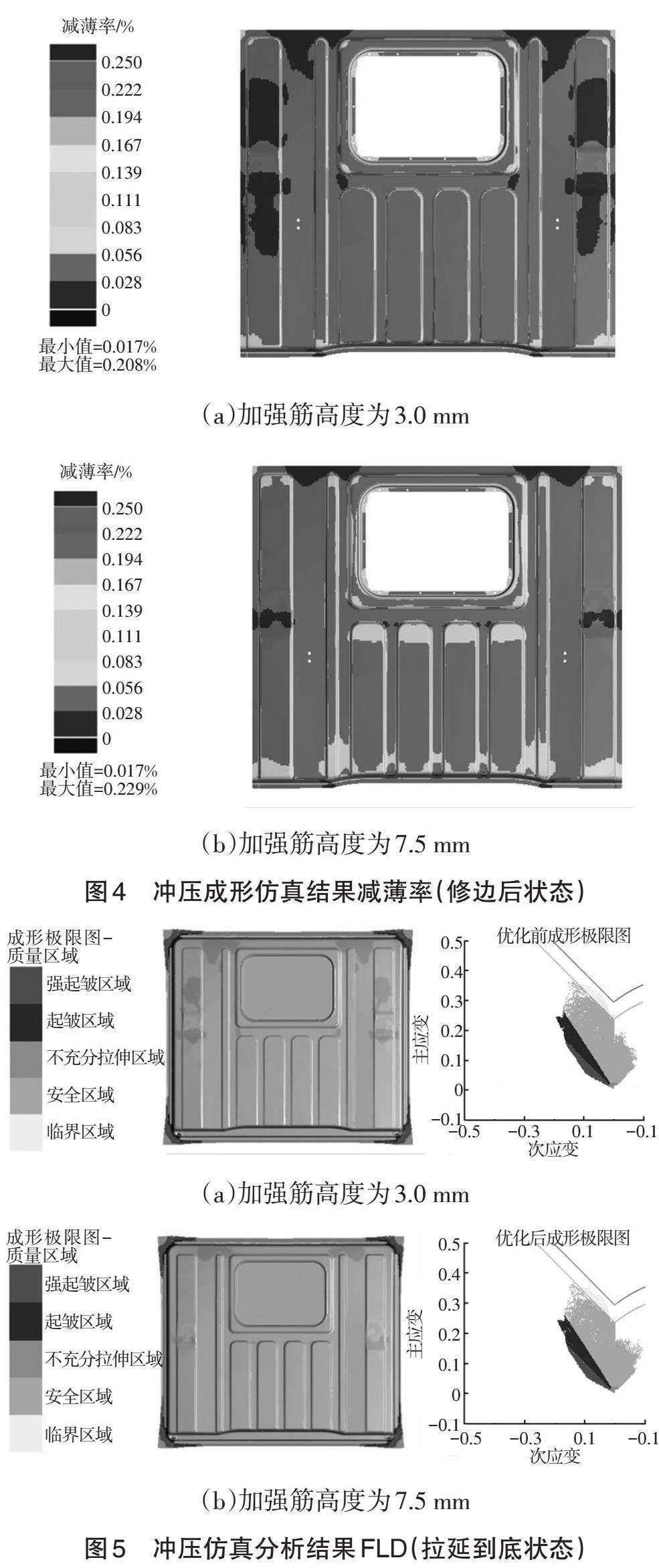
利用PAM-STAMP_2019.06軟件進(jìn)行中頂蓋多種方案的沖壓成形仿真分析,在網(wǎng)格劃分、材料規(guī)格、性能參數(shù)、壓邊圈行程工藝設(shè)定保持一致的前提下,充分驗證產(chǎn)品結(jié)構(gòu)優(yōu)化和沖壓工藝優(yōu)化的效果。經(jīng)過反復(fù)多次沖壓仿真分析最終確定加強(qiáng)筋高度為7.5 mm,并對局部尖點位置進(jìn)行質(zhì)量風(fēng)險評估,此時產(chǎn)品最大減薄率約為22.5%,在沖壓仿真分析安全裕度范圍內(nèi),如圖4所示。利用成形極限圖(Forming Limit Diagram,F(xiàn)LD)進(jìn)行對比分析,如圖5所示,產(chǎn)品加強(qiáng)筋高度為7.5 mm時,拉延成形更為充分,較原方案整體減薄率提升了 3%。
將7.5 mm筋高的中頂蓋數(shù)據(jù)和產(chǎn)品更改建議表提報至產(chǎn)品設(shè)計師,進(jìn)行結(jié)構(gòu)CAE分析,計算剛度。對比分析后,如圖6所示,得出結(jié)論:在滿足產(chǎn)品質(zhì)量要求的情況下,中頂蓋加強(qiáng)筋高度由3.0 mm提升至7.5 mm,對中頂蓋剛度提升效果明顯。
3.2 試制驗證
由于無法斷定結(jié)構(gòu)優(yōu)化和工藝優(yōu)化是否能實際解決中頂蓋的NVH問題,直接修改量產(chǎn)模具存在較大的風(fēng)險,利用試制模具成本低、周期短、易修改的特點,驗證筋加高的優(yōu)化方案更經(jīng)濟(jì)合理。
根據(jù)沖壓成形仿真分析結(jié)果確定沖壓零件試制方案,即拉延工序為試制模,后序進(jìn)行激光修邊和切割孔。由于零件尺寸檢測的形面及尺寸測點均設(shè)在產(chǎn)品未修改位置,僅可以驗證零件搭接關(guān)系是否合格,而無法驗證零件的變形率。故為了驗證零件變形率的變化,采用對比拉延件收料線的方法,測量拉延件特征點位置的收料位置,通過對比分析來驗證拉延件變形率的差異。
選取拉延到底狀態(tài)下板料的收料線作為參考,測量16處拉延件特征點位置的收料狀態(tài),如圖7所示。對比分析收料線至凸模輪廓線長度變化,如圖8所示,7.5 mm筋高的拉延件變形充分。通過對試制件進(jìn)行三坐標(biāo)檢測,檢測報告表明試制件尺寸和形面合格,如圖9所示。最后返廠后再次進(jìn)行質(zhì)量確認(rèn)后,進(jìn)行試制件試裝。
3.3 試裝及路試驗證
試裝方案:中頂蓋采用7.5 mm筋高的試制中頂蓋,并取消補(bǔ)強(qiáng)膠片。
試裝結(jié)果:裝配無干涉,涂裝無質(zhì)量問題,裝車合格。
路試概況:滿載總質(zhì)量42 t;試驗地點為沙土路、G334、高速環(huán)路。
試驗結(jié)論:裝有取消補(bǔ)強(qiáng)膠片的加強(qiáng)筋高度為7.5 mm的試制中頂蓋樣車在上述道路類型及車速下均未出現(xiàn)振動異響問題。
3.4 量產(chǎn)驗證
在現(xiàn)有量產(chǎn)模具(圖10)上進(jìn)行最小面積機(jī)加降刻處理,實現(xiàn)整體模具更改費用最低。微調(diào)產(chǎn)品邊界,保證凸、凹模最小機(jī)加工量,壓邊圈僅進(jìn)行降刻處理。后序只進(jìn)行避讓機(jī)加工。量產(chǎn)模具整改完畢后進(jìn)行調(diào)試、驗證,完成零件切換工作,取消焊裝補(bǔ)強(qiáng)膠片粘貼,實現(xiàn)單車成本節(jié)約45元。
4 結(jié)束語
a. 滿足產(chǎn)品質(zhì)量要求的前提下,中頂蓋加強(qiáng)筋高度由3.0 mm加高至7.5 mm,這有助于提升零件剛度、減小振動和異響問題;
b. 從工藝角度,優(yōu)化中頂蓋拉延下轉(zhuǎn)角尖點減薄,整體加大壓邊力,通過收緊走料線、強(qiáng)化中部脹形,實現(xiàn)拉延變形率提高,減少殘余應(yīng)力;
c. 中頂蓋加強(qiáng)筋加高的試制方案可等效驗證產(chǎn)品和工藝整改的效果,驗證設(shè)計變更有效性,降低設(shè)計變更風(fēng)險,還為后期量產(chǎn)模具修改提供指導(dǎo),節(jié)省模具修改成本,降低模具調(diào)試周期;
d. 實現(xiàn)量產(chǎn)模具修改,完成零件切換,取消中頂蓋粘貼的補(bǔ)強(qiáng)膠片,單車成本節(jié)約45元。
商用車大型覆蓋件剛度不足的問題較多,早期評審維度缺失,沒有相應(yīng)的評審方法、工具和標(biāo)準(zhǔn)。為了避免此類問題再次發(fā)生,需橫展同類型其它產(chǎn)品,并開展商用車大型覆蓋件剛度問題的研究,主要包括如下方面:加強(qiáng)行業(yè)對標(biāo),建立產(chǎn)品對標(biāo)數(shù)據(jù)庫,形成沖壓可制造性基線用于產(chǎn)品開發(fā)前期工藝評審;與產(chǎn)品結(jié)構(gòu)CAE共同開展基于沖壓材料減薄和殘余應(yīng)力的剛度評判技術(shù);積累實踐經(jīng)驗,提早識別風(fēng)險并及時向產(chǎn)品輸入風(fēng)險預(yù)警。