雙密度毛氈吸聲隔聲性能影響因素分析
2023-04-29 00:44:03顧曉卓韋賢毅張發暉
汽車工藝與材料 2023年5期
顧曉卓 韋賢毅 張發暉

摘要:基于駐波管法和混響室-消聲室法,系統研究了雙密度毛氈吸聲、隔聲性能影響因素。采用駐波管法試驗分析了平板件材料吸聲和隔聲性能隨平板件材料密度、厚度和增加隔音膜變化規律,采用混響室-消聲室法試驗分析了成型件材料隔聲性能隨其密度和增加隔音膜的變化規律。結果表明,在無隔音膜情況下,平板件材料增加面密度與厚度均能提升吸聲性能;增加體密度提升隔聲性能。成型件材料增加隔音膜后,隔聲性能提升。平板件材料增加隔音膜后,隨著毛氈密度增加,平板材料隔聲性能提升,成型件隔聲性能無明顯變化,成型件因加工工藝導致其材料骨架發生變化,需進一步研究樣件流阻、孔隙率參數的影響。
關鍵詞:雙密度毛氈 吸隔聲 厚度 密度 隔音膜
中圖分類號:U465.9? ?文獻標識碼:B? ?DOI: 10.19710/J.cnki.1003-8817.20220300
Abstract: This paper studied systematically the factors affecting acoustic absorption and insulation performance of double density felt based on impedance tube method and reverberation-anechoic method. The change rule of acoustic absorbing and insulation properties of flat plate materials were analyzed by impedance tube test with the density, thickness and adding sound insulation film of flat plate materials. The rule of change of the acoustic insulation performance of the molding material with its density and adding sound insulation film was analyzed by reverberation-anechoic test. The test results show that the sound absorption performance can be improved by increasing the surface density and thickness of the plate material without sound insulation film. Increase density to improve sound insulation performance. With the addition of sound insulation film, the sound insulation performance is improved. With the addition of felt density, the sound insulation performance of the plate material is improved, and the sound insulation performance of the molding part has no significant change. The material skeleton of the molding part changes due to the processing technologies, so it is necessary to further study the influencing parameters such as flow resistance and porosity of the sample.
Key words: Double density felt, Acoustic absorption and insulation, Thickness, Density, Sound insulation membrane
作者簡介:顧曉卓(1988—),女,工程師,學士學位,研究方向為汽車聲學包。
參考文獻引用格式:
顧曉卓, 韋賢毅, 張發暉. 雙密度毛氈吸聲隔聲性能影響因素分析[J]. 汽車工藝與材料, 2023(5): 50-54.
GU X Z, WEI X Y, ZHANG F H. Analysis of Factors Affecting Acoustic Absorption and Insulation Performance for Double Density Felt[J]. Automobile Technology & Material, 2023(5): 50-54.
1 前言
近年來,消費者對汽車乘坐舒適性要求日益提高,對汽車噪聲水平的要求也日益提高。汽車前圍板是分隔發動機艙和車廂的重要部件,其隔聲性能的好壞影響駕駛員受發動機等噪聲干擾的程度,改善前圍內隔音墊吸隔聲性能具有重要意義。不同材質構成的前圍內隔音墊會影響吸隔聲性能,目前主流隔音墊有乙烯-醋酸乙烯共聚物(Ethylene Vinyl Acetate Copolymer,EVA)+聚氨酯發泡和雙密度毛氈方案。從輕量化、經濟環保方面綜合考慮多采用雙密度毛氈的方案。
本文針對雙密度毛氈進行吸聲、隔聲性能研究。目前對隔聲量的測試主要采用駐波管法和混響室法[1-2]。曲波等[3]研究了駐波管四傳感器隔聲量測試方法,該方法需要末端消聲、低頻測試數據更加準確。董明磊[4]分析混響室隔聲量測試原理,設計了隔聲量數據處理儀器。田秀杰等[5]研究了汽車隔音墊中聚乙烯(Polyethylene,PE)膜對吸音性能的影響,得出在中高頻段無PE膜隔音墊吸聲最佳,其次為有孔PE膜隔音墊,無孔PE膜隔音墊吸聲最差的結論。根據以上研究,本文分別對平板材料、成型零件測試,分析密度、厚度、隔音膜對毛氈吸聲、隔聲的影響。
2 吸隔聲性能測試方法理論
2.1 駐波管吸聲測試
吸聲測試主要有駐波管和混響室2種測試方法,駐波管法只測量垂直入射的平面波,混響室法測試接收聲波來自各個方向,二者之間結果存在差異。
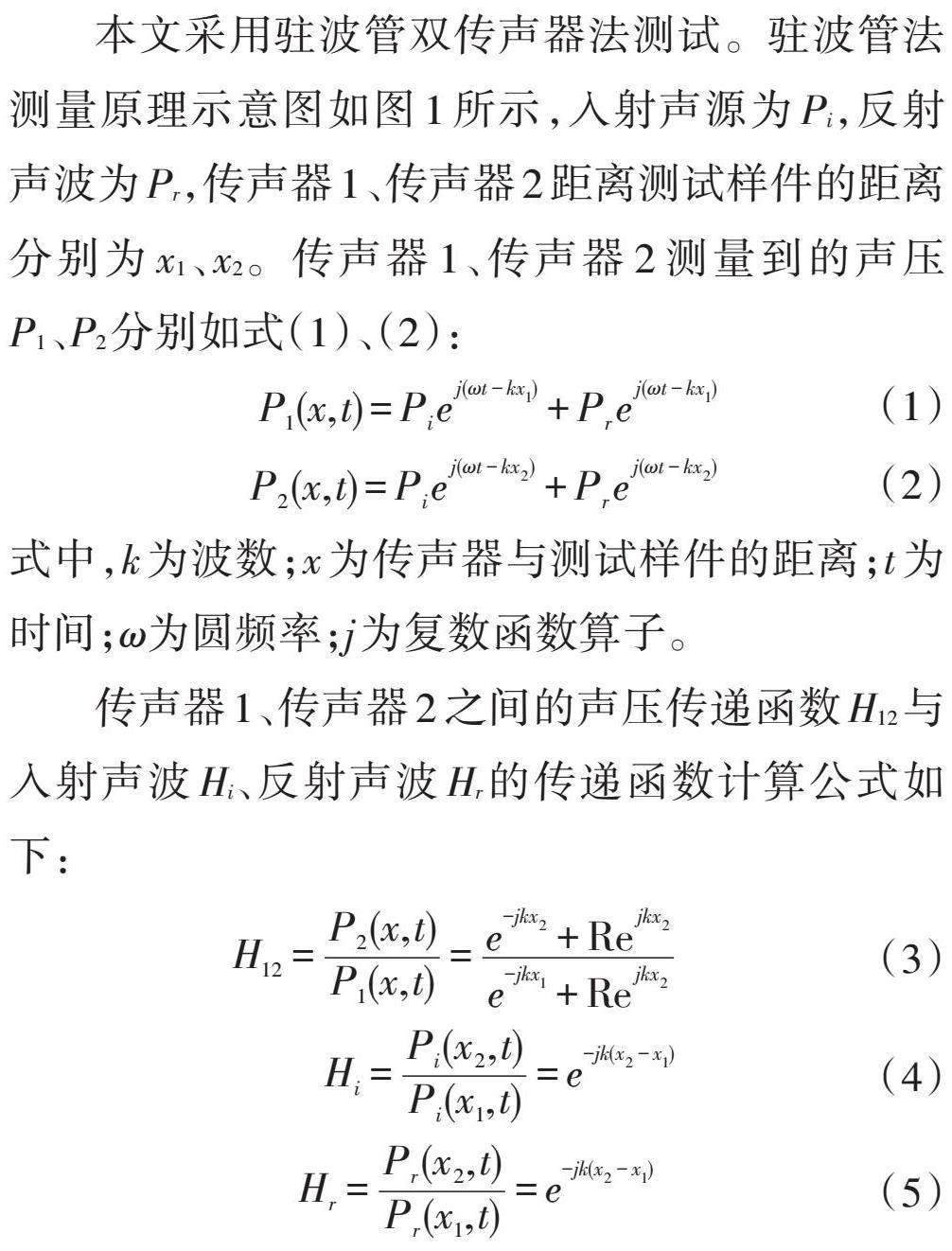
本文采用駐波管雙傳聲器法測試。駐波管法測量原理示意圖如圖1所示,入射聲源為Pi,反射聲波為Pr,傳聲器1、傳聲器2距離測試樣件的距離分別為x1、x2。傳聲器1、傳聲器2測量到的聲壓P1、P2分別如式(1)、(2):
式中,k為波數;x為傳聲器與測試樣件的距離;t為時間;ω為圓頻率;j為復數函數算子。
傳聲器1、傳聲器2之間的聲壓傳遞函數H12與入射聲波Hi、反射聲波Hr的傳遞函數計算公式如下:
由此得到反射系數R和吸聲系數α如下:
2.2 隔聲測試
樣件隔聲是聲音從A處傳遞到B處時,A處入射聲功率級與B處透射聲功率級的差值。測試方法主要有駐波管法和混響室-消聲室法,前者測試樣件尺寸小,聲波為垂直入射;后者測試樣件尺寸大,聲波無指向入射,邊界也更接近實際情況。
2.2.1 駐波管隔聲測試
駐波管法測試原理示意圖如圖2所示,入射聲源為PA,反向聲波為PB,接收管內的正向聲波為PC,反向波為PD。傳聲器1、傳聲器2、傳聲器3、傳聲器4與樣件近端面的距離分別為x1、x2、x3和x4,傳聲器測點聲壓分別為P1、P2、P3、P4,接收管端部有吸聲的聲學末端。根據傳聲器法,發聲管和接收管內傳聲器1、傳聲器2、傳聲器3、傳聲器4的復聲壓分別如下:
2.2.2 混響室-消聲室隔聲測試
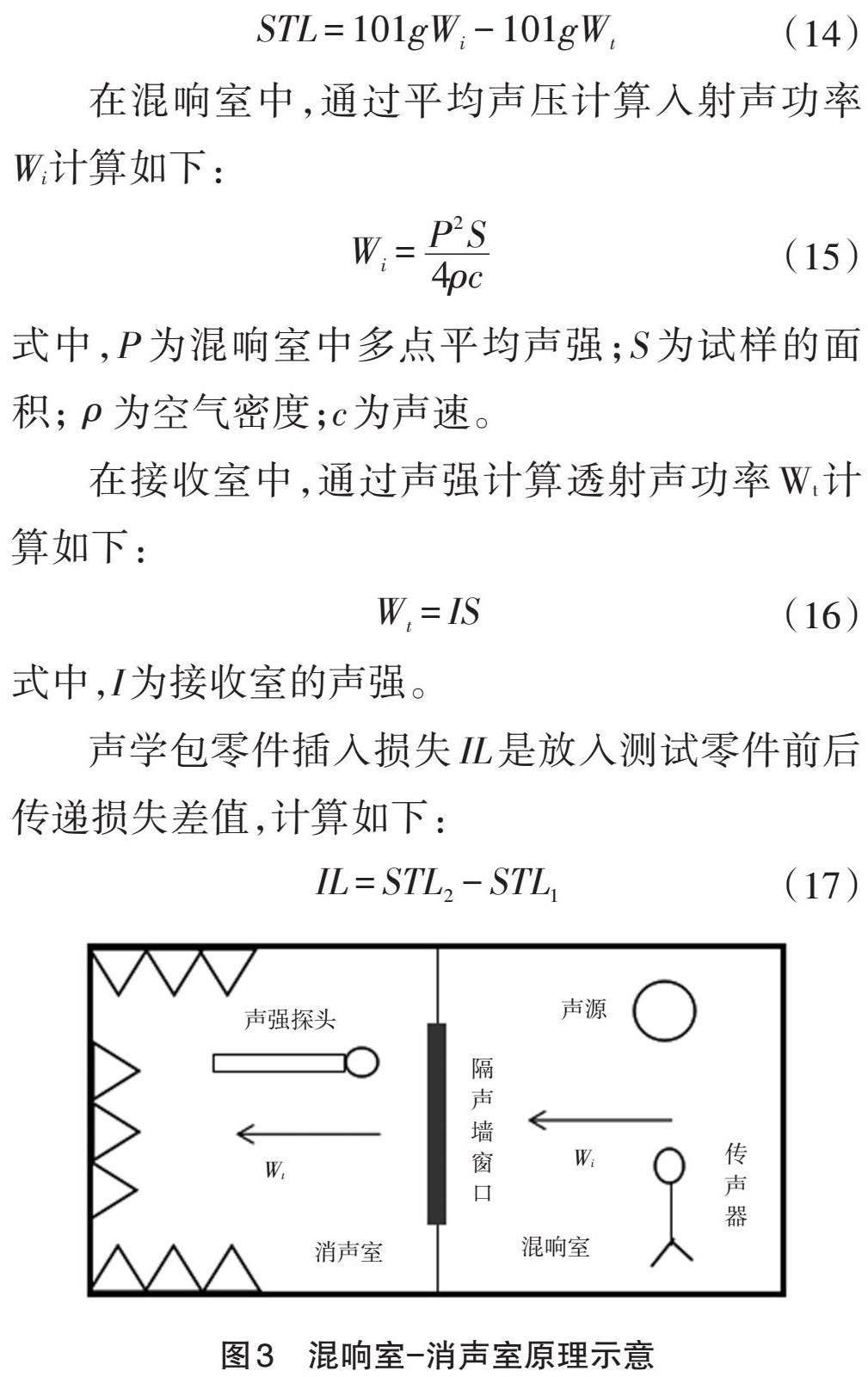
混響室-消聲室法是將測試樣件安裝到混響室和消聲室之間的隔聲墻窗口上,以混響室作為發聲室,聲源放置其中,消聲室作為接收室,示意圖如圖3。混響室內入射聲功率Wi與消聲室內透射過樣件的聲功率Wt差值就是樣件的傳遞損失STL,見式(14):
在混響室中,通過平均聲壓計算入射聲功率Wi計算如下:
式中,P為混響室中多點平均聲強;S為試樣的面積;[ρ]為空氣密度;c為聲速。
在接收室中,通過聲強計算透射聲功率Wt計算如下:
式中,I為接收室的聲強。
聲學包零件插入損失IL是放入測試零件前后傳遞損失差值,計算如下:
3 材料級吸隔聲性能測試
雙密度毛氈由軟層、硬層2種面密度毛氈組成,一般軟層與硬層面密度比例為1∶1.2~1∶1.4。雙密度毛氈相較EVA+聚氨酯發泡材料隔聲性能差,吸聲性能好。為提高隔聲性能,在軟層與硬層毛氈之間增加不同克重的PE或EVA隔聲膜,隔音膜與毛氈熱熔成形。本文驗證密度、厚度、夾層隔音膜對雙密度毛氈的吸隔聲性能影響,使用的毛氈樣件軟、硬層面密度比例均為1∶1.2。
本文使用直徑為100 mm和29 mm的駐波管,裁剪樣件尺寸直徑為100 mm和29 mm,每個樣件裁取3組,測試結果取3組吸聲和隔聲數據的平均值。
3.1 無隔音膜方案對比
選取3種密度、厚度不同的無隔音膜雙密度毛氈進行吸、隔聲測試,試驗樣件參數見表1,吸、隔聲測試結果如圖4、圖5。
由樣件1、樣件2的吸聲測試結果可知,在厚度相等時,面密度增加,吸聲性能在中高頻段隨之增強;樣件2、樣件3在面密度接近情況下,厚度增加,吸聲性能隨之增強。
由樣件1、2的隔聲測試結果可知,厚度相等時,面密度較大的隔聲性能較高,但不明顯,二者材料密度接近。由樣件2、樣件3的隔聲測試結果可知,面密度相接近情況下,材料密度增大,隔聲效果增強。
3.2 隔音膜方案對比
在樣件4、樣件5夾層中增加EVA隔音膜,EVA隔音膜面密度為500 g/m2,測試相同厚度不同面密度毛氈有隔音膜時吸聲、隔聲性能;樣件6與樣件7毛氈密度接近,樣件6夾層無隔音膜,樣件7夾層增加面密度為100 g/m2的PE隔音膜,測試有無隔音膜對吸隔聲性能的影響,樣件參數見表2。
由圖6可知,在頻率大于1 000 Hz時,夾層無隔音膜的樣件6吸聲性能明顯高于其余3樣件;在頻率大于2 000 Hz時,樣件4、樣件5、樣件7隨著密度增加,中高頻段吸聲性能下降。
隔聲測試結果見圖7。由圖7可知,樣件6無隔音膜,隔聲性能最差,樣件6與樣件7表明增加隔音膜隔聲性能提升;樣件4與樣件5表明增加毛氈密度,隔聲性能增強。由吸聲系數和隔聲量測試結果可以看出,毛氈夾層內增加隔音膜,提高毛氈面密度均能提高隔聲性能,但是吸聲性能降低。
4 成型件隔聲性能測試
采用混響室-消聲室法測試了某SUV由雙密度毛氈制作的前圍內隔音墊成型件插入損失數據。成型件共有6種方案,方案組成雙面密度毛氈(3 000 g/m2)及夾層EVA隔音膜(1 500 g/m2)描述為毛氈3000+EVA1500,其余方案按此方式描述。具體方案見表3。
成型件6個方案插入損失測試結果如圖8所示。由圖8可知,雙密度毛氈面密度為3 000 g/m2的3種方案,夾層內有EVA和PE隔音膜的2個樣件隔聲性能相當,均優于無隔音膜的樣件;雙密度毛氈面密度為2 600 g/m2的3種方案,夾層內有EVA膜的方案隔聲結果最好,其次為夾層有PE膜的方案,無隔音膜的方案隔聲結果最差。增加隔音膜的毛氈隔聲性能優于無隔音膜的毛氈。夾層內有PE隔音膜,增加毛氈的密度,隔聲性能在中、高頻段提升;夾層內無隔音膜,增加毛氈的密度,隔聲性能在中、高頻段提升。夾層內有EVA隔音膜,隨著毛氈密度增加,隔聲性能未提升。
成型件與平板件材料隔聲測試結論產生偏差的原因有:
a. 實際面密度與理論面密度有偏差;
b. 成型件與平板件面密度相同,但是受熱壓成型工藝影響,零件厚度變化導致兩者密度不同,影響整個樣件的流阻、孔隙率參數,進而影響吸隔聲性能。
5 結束語
本文基于雙密度毛氈分析了密度、厚度、隔音膜對吸隔聲性能的影響,得出以下結論:
a.在無隔音膜情況下,增加面密度與厚度均能提升吸聲性能;減小厚度,增加材料密度可提升隔聲性能。
b.有隔音膜的毛氈隔聲優于相同密度的無隔音膜毛氈。
c.增加隔音膜后,隨著毛氈密度增加,平板材料隔聲性能提升,成型件隔聲未能提升。成型樣件因高溫烘烤熱壓成型導致材料骨架發生變化,需進一步研究樣件的流阻、孔隙率影響參數。
參考文獻:
[1] 馬大猷. 噪聲與振動控制工程手冊[M]. 北京: 機械工業出版社, 2002.
[2] 馬大猷. 現代聲學理論基礎[M]. 北京: 科學出版社, 2004.
[3] 曲波, 朱蓓麗. 駐波管中隔聲量的四傳感器測量法[J]. 噪聲與振動控制, 2002(6): 44-46.
[4] 董明磊. 聲學材料隔聲量測量系統的研究[D]. 上海: 上海交通大學, 2008.
[5] 田秀杰, 黃威, 朱可達, 等. 汽車車內隔音墊中PE膜對其吸聲性能的影響分析[C]// 2012全國環境聲學學術會議論文集, 2012: 381-384.