汽車覆蓋件門外板手扣鈑金波浪優化
2023-04-29 00:44:03高艷冬李惠龍牟少志班加軍
汽車工藝與材料 2023年5期
高艷冬 李惠龍 牟少志 班加軍

摘要:闡述了汽車覆蓋件門外板手扣鈑金波浪缺陷的多種狀態,對每一種缺陷狀態產生的原因深度剖析,給出了針對性的有效解決措施。并對多種調試手段歸納、總結,形成了一套快速解決手扣鈑金波浪缺陷的方法,能夠對以后優化此類缺陷拓展解決思路。
關鍵詞:汽車覆蓋件 門外板 手扣 鈑金波浪
中圖分類號:U466? ?文獻標識碼:B? ?DOI: 10.19710/J.cnki.1003-8817.20220293
Abstract: This paper elaborated a variety of states of wave defects of hand buckle sheet metal outside the door of automobile covering parts, deeply analyzed the causes of each state of defects, and proposed effective measures to solve them. A variety of debugging means were summarized, forming a set of methods to quickly solve the wave defects of hand buckle sheet metal, which can expand the idea of solution for future optimization of such defects.
Key words: Automobile covering part, Exterior plate, Hand buckle, Sheet metal wave
作者簡介:高艷冬(1983—),男,研究方向為模具批量生產過程中的維護保養,質量改進及新車型的自主調試。
參考文獻引用格式:
高艷冬, 李惠龍, 牟少志, 等. 汽車覆蓋件門外板手扣鈑金波浪優化[J]. 汽車工藝與材料, 2023(5): 35-42.
GAO Y D, LI H L, MU S Z, et al. Optimization of Sheet Metal Wave for Hand Buckle Outside Door of Automobile Covering Parts[J]. Automobile Technology & Material, 2023(5): 35-42.
1 前言
門外板類零件是汽車覆蓋件中用戶關注度比較高的關鍵部件。汽車門外板經過冷沖壓成形獲得,成形復雜,手扣處拉伸較深,一般達到20 mm左右,因此表面易產生一些鈑金波浪缺陷,尤其是在手扣周圍極易產生鈑金波浪缺陷(以下簡稱手扣缺陷),手扣缺陷是行業難題。當模具進入批量生產階段,會加重手扣缺陷,影響整車質量,同時也會消耗大量模具調試時間,產生大量廢品及返修品。手扣缺陷是門外板的共性難點問題,本文針對實際生產中具體案例對手扣缺陷進行剖析,總結了調試方法和規律。
2 手扣缺陷分類
手扣缺陷產生的原因主要分為兩大類,一類是長期生產中固有的缺陷,是比較難以優化的一類缺陷,項目期間長期優化,已達到瓶頸,無法徹底解決,最終讓步認可,此類缺陷也是生產質檢人員比較關注的一類缺陷,如圖1所示。
另一類是生產過程中新增的缺陷,這些缺陷多與影響生產的要素(材料性能、機械手放件狀態、板料油膜、模具狀態)有關,當生產要素發生變化時,手扣缺陷也會發生微小變化,如圖2所示。
手扣缺陷的具體分類如圖3所示。
3 長期固有手扣缺陷優化案例
3.1 拉延產生手扣缺陷
3.1.1 某車型前門外板手扣固有缺陷優化案例
某車型手扣缺陷為長期固有缺陷,如圖4所示,生產過程中不穩定,需要反復調整優化。此缺陷每批次平均造成32 min的生產停歇,沖壓單件質量評定(單件AUDIT)評審為B類項缺陷(40分),總裝車間終檢質量評定(CP8AUDIT)評審為C1類缺陷(20分)。
分析此缺陷為拉延工序產生,圖5為此車型前門外板件的理論著色圖(標注區域為強壓區,拉延模具成形到位時,理論要求達到100%凸凹模對板料強壓)。但實際拉延模具的著色圖如圖6所示,著色強壓面積未達到80%,壓料面積不夠大是產生缺陷的原因之一。檢查凸模形面,發現缺陷位置拉延凸模形面較理論凸模形面低0.25 mm,如圖7所示。
措施如下:
a.對缺陷位置對應的拉延凸模用氣焊進行烘烤,如圖8所示。壓件后缺陷變化不大,經過測量烘烤后凸模形面只增加了0.15 mm。分析為拉延凸模缺陷本身經過淬火處理,氣焊再烘烤凸模形面,凸模形面增加的高度不夠。
b.拉延凸模形面低的位置進行燒焊加高,如圖9所示,研修后至0.4 mm的余量,上調試壓機,根據模具壓件狀態,逐漸研修燒焊位置,直至壓出合格零件。
效果如下:
缺陷明顯減輕,如圖10所示。單件AUDIT質保認可分值降至20分,CP8 AUDIT分值降至10分,達到改進目標。
3.1.2 某車型后門外板手扣固有缺陷案例優化
某車型手扣缺陷為固有缺陷,如圖11、圖12所示,隨著質量要求的提升,CP8 AUDIT扣C1項(20分),要求優化調整,以提高成品車整車質量。
確定產生缺陷的工序,OP20至OP70工序件逐序對缺陷位置噴漆,通過觀察噴漆后光的反射情況來確認問題產生工序,最終確認拉延工序件有缺陷,與整車光影缺陷相似,因此本缺陷從拉延工序開始優化缺陷。
分析問題產生點,拉延模具做著色,如圖13、圖14所示,發現缺陷位置對應的門鎖圓角立面局部間隙過小,測量間隙為0.55 mm,理論要求間隙大于0.7 mm(板料厚度為0.7 mm),制件在成形過程中由于間隙過小,擠壓變形,最終制件出現光影出現,如圖15所示。
對凸模圓角角立面進行研修,研修至凸凹模間隙0.8 mm,如圖16所示。
調整后缺陷明顯減輕,光影如圖17所示,CP8 AUDIT由C1項(20分)降至C項(10分)。
3.2 非拉延產生手扣缺陷
3.2.1 某車型后門外板手扣固有缺陷優化案例
某車型后門外板手扣缺陷為固有缺陷,如圖18所示,此車型門外板由原有生產線轉至代替生產線生產,手扣缺陷加重,單件AUDIT為B類項(40分)。
分析原因如下:
a. OP20拉延成形不充分,有輕微缺陷,如圖19所示。
b. OP30凸模形面與OP20拉延件不服帖。
c. OP30此處沖孔,且沖孔處壓料范圍較小,僅有鎖孔較小的區域壓料,如圖20所示,當壓料力小于剪切力時易產生走料變形,產生波浪缺陷,如圖21所示。
措施如下:
a. 由于拉延凸模表面已進行表面鍍鉻處理,優化拉延會破壞模具表面鍍鉻層,并且缺陷在OP30修邊沖孔后加重較多,是問題的主要變化點,先從OP30做起。
b. OP30缺陷對應的凸模位置涂樹脂膠試驗,如圖22所示,波浪有所減輕,因此為了提高模具的穩定性,決定對OP30凸模形面燒焊加高,如圖23所示。
c. 由于手扣缺陷對用的OP30模具壓料板不壓料,在優化過程中,手扣周圍凸模形面存在相互影響的現象,即一側缺陷減輕后而另一側加重,要想達到一個很好的平衡點比較困難,如圖24所示。分析是模具形面燒焊時只是局部燒焊,不能達到很好的過渡效果,因此很難達到平衡點,因此需要模具整體燒焊,如圖25所示。
d. 在調試過程中,出現缺陷較嚴重的零件時,要測量缺陷件圓角所在形面與鎖孔面所在平面的高低差,如圖26所示,再與上道工序無缺陷的單板件對比,通過確認整改點。例如OP30所測量的數值整體大于拉延件,如圖27所示。通過對比可以確認缺陷是OP30新做的凸模兩形面高低差過大導致產生的變形量大,最終導致缺陷加重,因此需要對OP30凸模形面高低差優化,使兩道工序相吻合,減少變形。
最終經過優化,制件達到了極限樣件標準,并可以穩定生產,如圖28、圖29所示。
3.2.2 某車型右后門外板手扣固有缺陷優化案例
右前門外板手扣波浪為固有缺陷,如圖30所示,公司質量標準提升,要求此處缺陷優化改進,單件AUDIT為C1類缺陷。
分析原因如下:
a. OP50序模具壓料板壓料不均,有局部硬點,如圖31所示。
b. OP50序壓料板壓料力不足,沖孔后走料。
c. OP50序模具沖孔后,單板件應力釋放,單板件形面發生變化,導致鈑金波浪加重。
措施如下:
a. OP50模具在調試壓機進行閉合高度壓件試驗,當模具的閉合高度提高20 mm(單板件沒有被沖孔前的高度),檢查單板件無缺陷,如圖32所示,由此確認缺陷與沖孔后走料有關。
b. OP50凸模與壓料著色檢查,發現缺陷位于壓料板邊緣位置,此處壓料板過渡不好,如圖33所示。此處壓料的邊緣應當平穩過渡,因此對壓料板邊緣燒焊加長,如圖34所示,保證壓料板平順過渡,達到均勻壓料的目的。
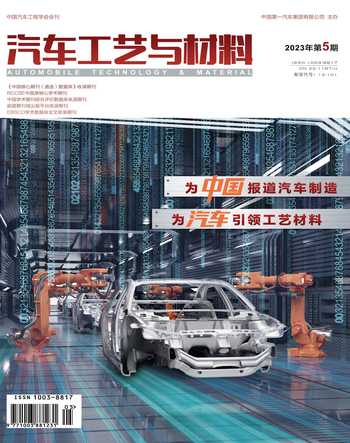
優化后缺陷減輕,如圖35所示,單件AUDIT降至C類缺陷。
4 批量生產中新增手扣缺陷優化案例
4.1 拉延產生手扣缺陷
4.1.1 某車型前門外板生產中新增手扣缺陷優化
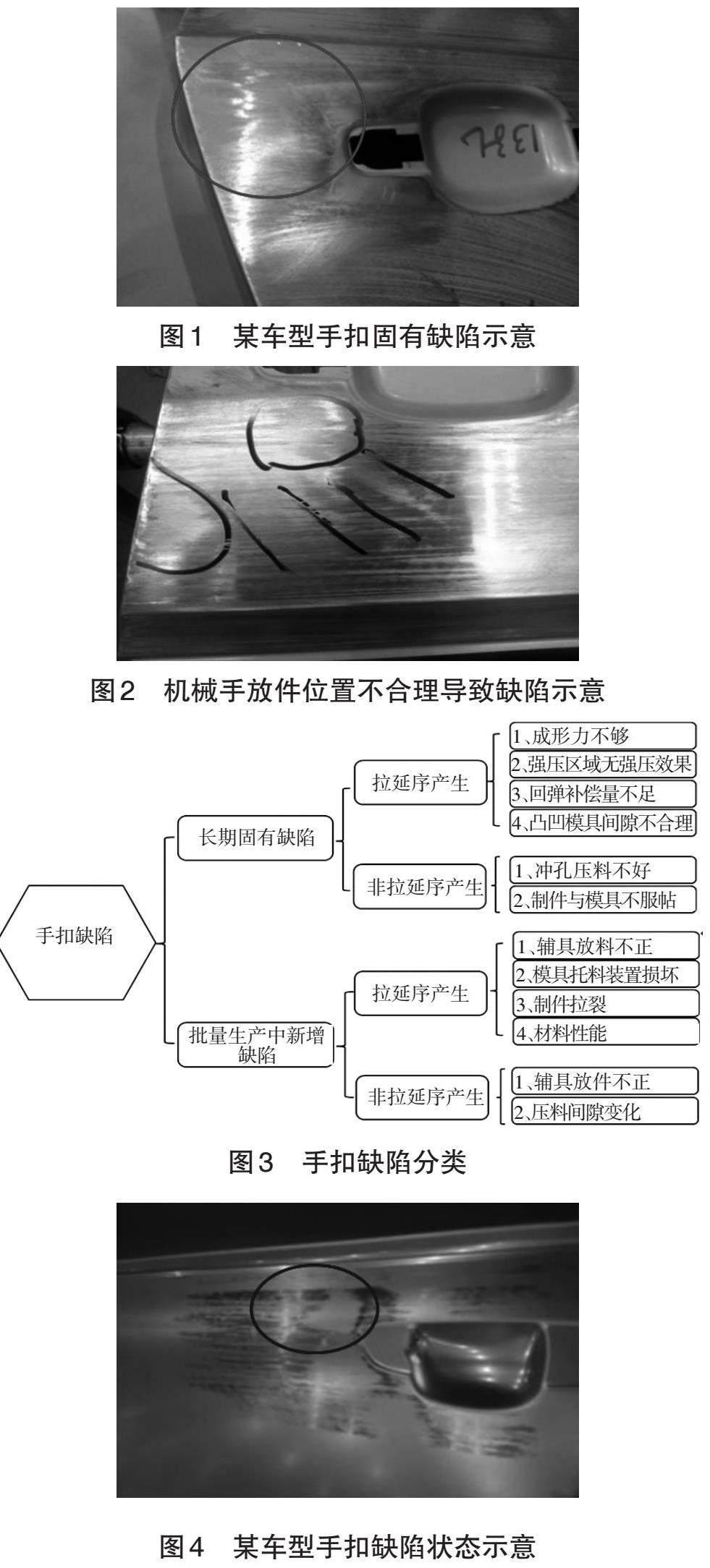
某車型前門外板生產過程中手扣缺陷間斷加重,如圖36所示。
分析原因如下:
a. 缺陷為拉延產生,成形不充分導致。
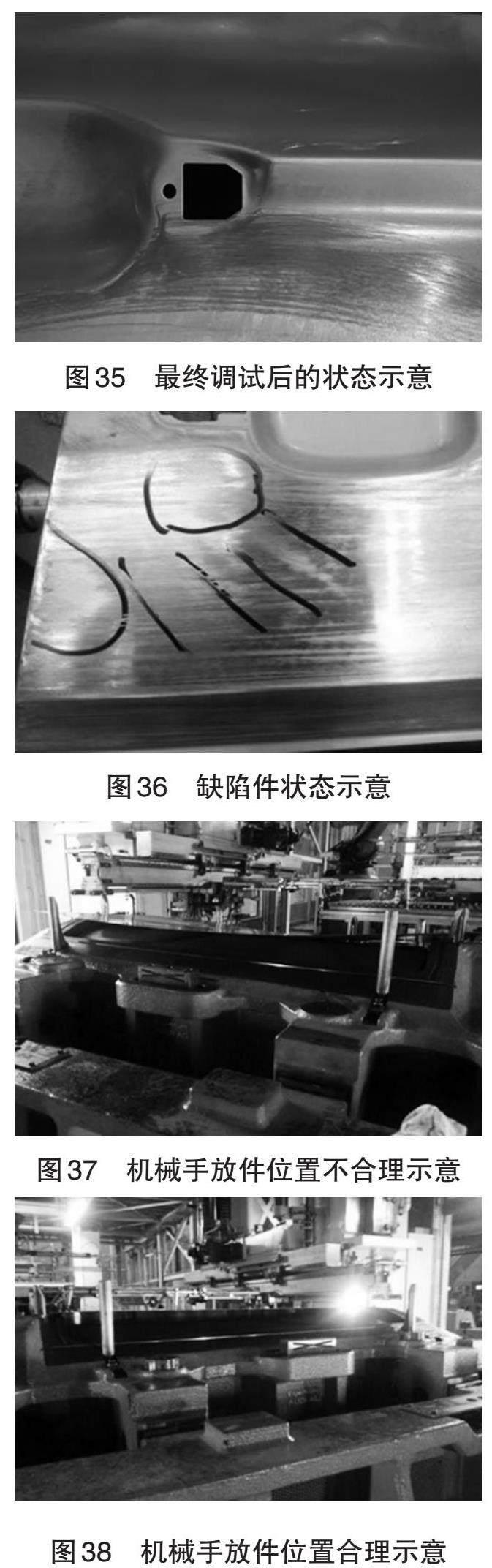
b. 檢查機械手放料情況,發現機械手間斷放料沒有放到理想位置,如圖37所示,導致板料邊緣搭到定位上,板料與模具不服帖,在模具內存料過多,當模具壓到底時,板料在模具內不能充分展開,造成壓出的件成形不充分,最終產生表面鈑金波浪。
調整機械手的放料角度,使板料與模具隨形,如圖38所示。
優化后缺陷消除,如圖39所示。
4.1.2 某車型后門外板生產中新增手扣缺陷優化
生產過程中某車型手扣缺陷間斷加重,如圖40所示。
分析原因如下:
a. 檢查發現拉延件的壓料面與筋槽圓角間產生間斷拉裂,如圖41所示,導致板料在成形過程中不受控,造成手扣處成形不充分,產生鈑金波浪。
b. 此處需要板料流動,但筋槽圓角過小,測量局部最小處僅為1.5 mm,如圖42所示。
筋槽圓角角不均勻,且過小,測量局部圓角的半徑最小處為1.5 mm,理論要求鋼板的拉延筋槽圓角半徑至少2 mm,對局部圓角半徑過小的地方進行放大,放大到2.5 mm,如圖43所示。
手扣波浪缺陷減輕,如圖44所示,能夠達到標準要求。
4.2 非拉延序產生手扣缺陷
4.2.1 某車型前門外板轉線生產手扣缺陷加重
某車型前門外板由原來生產線轉至備用生產線生產時手扣波浪加重,如圖45所示。
分析原因如下:
a. 轉線生產,設備存在差異,模具對不同設備的適應能力差。
b. 生產節拍提升(由8 次/min提升至12 次/min),節拍提升后壓機對單板件的沖擊加重。
措施如下:
a. 調整設備參數。
b. 翻邊序凸模,手扣缺陷對應位置涂樹脂膠,增加凸模形面高度,如圖46所示。
暗坑減輕,達到樣件狀態,如圖47所示。
4.2.2 某車型前門外板生產中新增手扣缺陷案例
生產300多件反應如圖48所示,手扣波浪加重,沒有極限樣件,查找OP50產生,壓料板有明顯痕跡。
模具長期生產后平衡塊磨損,導致壓料板局部與工序件接觸,產生擠壓變形,如圖49所示。
錐形平衡塊配平,保持上模壓料板與下凸模的間隙,避免壓料板出現局部出現高點。缺陷消除,如圖50示。
5 結束語
a. 當拉延序出現手扣鈑金波浪缺陷時,首先檢查拉延模具形面是否存在缺陷;模具手扣位置強壓區域是否均勻強壓;凸凹模之間間隙是否均勻合理。保證模具功能區域合理正確。
b.在生產過程中出現手扣缺陷加重,要檢查拉延工序是否出現拉裂或者縮頸缺現象。當出現拉裂或者縮頸缺陷時,會造成板料成型不充分,導致手扣缺陷加重。自動化傳輸裝置投放件位置不正確,也會出現單板件間斷變形的現象,要保證放件位置的合理性與穩定性。
c. 門外板為淺拉延件,拉伸深度相對較小,易造成形不充分的現象,這時可在壓料圈下部增加輔助氮氣缸來提高壓料圈的初始壓力,提高成形穩定性。
d. 手扣缺陷在門鎖沖孔工序加重,首先檢查沖孔周圍壓料,保證壓料力大于等于沖裁力,當壓料力小于沖裁力時,可根據情況,增大壓料力或者減小沖裁力,保證模具凸模型面與上道工序的單板件相符貼,保證本道工序模具凸模外圓角要與上道工序的單板件內圓角相重合。
e.模具的平衡塊用于保證凸模與壓料板之間的間隙,當平衡塊磨損量超過0.1 mm時,就會造成壓料板與凸模之間的間隙變小,制件被擠壓變形,一旦變形量較大且出現在手扣周圍時,就會新增手扣缺陷。