數字化智能焊鉗系統的開發與應用
2023-04-29 00:44:03孫鶴沖漢俊梅張釗楷金鑫劉久月陳壬申
汽車工藝與材料 2023年4期
孫鶴沖 漢俊梅 張釗楷 金鑫 劉久月 陳壬申

摘要:開發數字化智能焊鉗系統是一個具有廣闊應用前景的技術發展方向,所開發的數字化智能焊鉗系統是打破傳統焊鉗的模式,在傳統焊鉗基礎上加裝各類智能傳感器和和數據采集器,使其具備關鍵的大數據采集能力。開發的SCADA系統具備智能焊鉗數據、焊接控制器數據以及工件數據的分析能力,實現智能焊鉗工況監控、預測性維護、焊點在線質量監控與追朔預警以及工件質量報表推送功能,達到了傳統焊鉗在焊裝生產線上的數智化轉型升級發展需求。
關鍵詞:數字化 智能 數據采集 SCADA系統 質量
中圖分類號:TP23? ?文獻標識碼:B? ?DOI: 10.19710/J.cnki.1003-8817.20220212
Abstract: The development of digital intelligent welding tong system is a technological development direction with broad application prospects. The developed digital intelligent welding tong system is a mode breakthrough of the traditional welding tong that is fitted with various intelligent sensors and data collectors on the basis of traditional welding tong, so that they have key big data collection capabilities. Through the development of SCADA system with intelligent welding tong data, welding controller data and workpiece data analysis, to achieve intelligent welding tong condition monitoring, predictive maintenance, solder joint online quality monitoring and trace warning and workpiece quality report push function, the upgrading demand of digital and intelligent transformation of the traditional welding tong is realized on the welding line.
Key words: Digital, Intelligent, Data acquisition, SCADA system, Quality
1 前言
現代大規模汽車制造業普遍應用機器人電阻點焊技術完成白車身拼裝連接,然而,隨著電阻點焊技術的發展,對焊鉗的要求越來越高,不僅要求其具有良好的可操作性,還對其自動化、可視化、透明化、可預測性及自適應性提出了更高要求。
但目前焊鉗作為一種末端執行機構,僅能依據自動化及焊接控制柜的指令執行相應的動作,其本身無法自檢運轉情況,判斷健康情況。同時目前的焊接控制柜著重對于焊接參數的檢測和比對,如電流值、電壓值,同樣無法判斷焊鉗健康狀況。因此在目前的模式下,焊鉗系統在故障診斷及維修方面仍屬于對質量的被動管理,需停機查找故障的原因并解決,數字化與智能化程度低,人為干預比較多,設備的自主性低。本文通過開發數字化智能焊鉗系統,對相關的參數及過程進行實時監測并分析,能快速定位出問題所在,也可以提前預防故障發生,規避了大的故障發生風險,實現了對傳統焊鉗的數智化轉型升級。
2 傳統焊鉗弱點和常見故障分析
2.1 傳統焊鉗弊端分析
在現行焊裝車間的應用中,使用集機械、電、水、氣等物理特性為一身的傳統電阻焊鉗,焊鉗長期高速運行中,不可避免地會出現磨損甚至損壞,焊鉗故障不僅會造成焊點質量問題,嚴重時會造成生產線停機。同時,傳統焊鉗作為實現白車身機器人焊接的關鍵執行機構,在進行焊接工作時存在對執行過程缺少感知且沒有記憶的問題和沒有絲毫成果與經驗積累的缺點。
2.2 傳統焊鉗常見故障
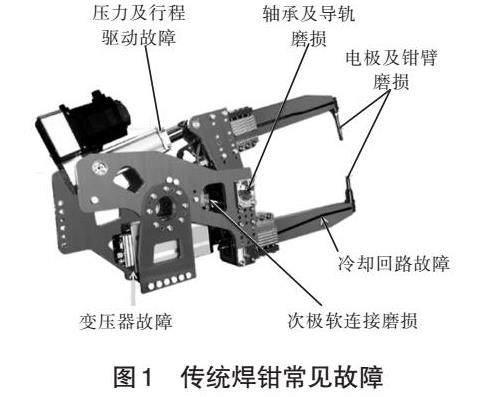
傳統焊鉗常見故障和造成的影響分為以下6類:第一,由驅動裝置故障引發的壓力衰減,導致焊點質量下降;第二,由軸承及軌道磨損引發的壓力衰減,導致焊點質量下降;第三,由電極及焊鉗臂磨損引發的壓力衰減導致能耗增加、焊點質量下降;第四,由于冷卻回路故障引起的能耗增加,壓力衰減,導致焊點質量下降;第五,由次級軟連接磨損引起的能耗增加;第六,由變壓器故障引發的停機,見圖1。
3 數字化智能焊鉗概念
數字化智能焊鉗是在傳統機器人焊鉗結構上加裝特種精密傳感器件和電子數據處理單元,讓機器人焊鉗能夠以毫秒級時間采集焊接過程中的關鍵物理參數,感知電阻點焊鉗在高速焊接過程中的工況變化。通過有或無線、端對端、直至通過5G組網方式實現機器人焊鉗物聯網組網,完成焊接過程數據采集和通訊。
結合專有的監視控制系統(Supervisory Control And Data Acquisition System,SCADA)數據處理和存儲軟件,將焊接過程中產生的異構數據全時在線篩選、融合、記錄,由此而產生的過程大數據能力為汽車焊裝車間的數字化管理應用建立了不可或缺的基礎。為汽車工業對生產過程數據分析及利用創造了前提條件。將數字化概念嵌入傳統機器人焊鉗后,焊鉗就擁有了數字及數據處理能力、與物聯網鏈接能力。在數據支持下,可以避免傳統焊鉗無記憶性的缺點,能夠進行預測性維護、在線質量檢測等工作。
數據采集與監視控制系統(SCADA)的概念和應用來自于生產各個環節分布距離遠、生產單位分散的行業,如電力輸送、變電站、天然氣管線、油田、自來水管網等生產系統,SCADA系統可以實現對設備遠程監控。
SCADA在車身焊裝線上的應用解決了設備種類和數量繁多、故障頻繁、故障排查困難、人員培訓復雜、維修人員多、維修成本高、生產過程不透明、質量檢驗低效、停臺損失大的問題。
4 數字化智能焊鉗網絡架構
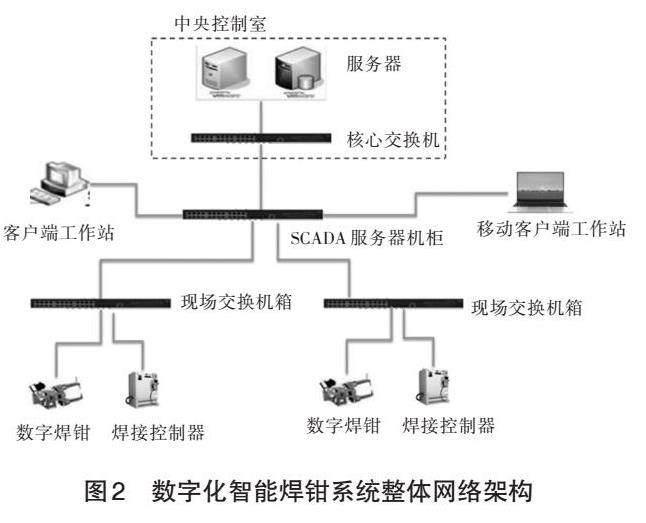
數字化智能焊鉗系統的網絡架構使用千兆等級的以太網交換機,并使用玻璃光纖介質進行傳輸,使用星型網絡拓撲結構。
數字化智能焊鉗系統的網絡架構見圖2。
5 數字化智能焊鉗上的硬件構成
數字化智能焊鉗上的硬件構成包括壓力傳感器、溫度傳感器、水流量傳感器、次級電流傳感器、次級測壓線傳感器、數字焊鉗電子數據采集處理器、數字化智能焊鉗采集器與各傳感器之間通訊和供電線纜、數字化智能焊鉗采集器與管線包和快換盤相連接的,安裝在采集器上的單側插座。各傳感器用途說明詳見表1。
壓力傳感器用于采集焊接過程中的焊接壓力數據,并經過數據采集處理器上傳SCADA系統,可在SCADA系統中設置壓力預警和報警觸發值,當焊鉗工作過程中壓力出現較大偏差時,SCADA系統可通過可視化功能發出預警和報警。
另外,SCADA系統通過在PLC端獲取工件信息,并將工件信息發送給數字化智能焊鉗,數字化智能焊鉗將工件信息與焊點壓力數據進行綁定,可實現工件上每個焊點的壓力過程數據的追溯并輔助評判對應焊點質量。
溫度傳感器用于采集焊鉗工作過程中變壓器內二極管的工作溫度,并經過數據采集處理器上傳SCADA系統,可在SCADA系統中設置此溫度預警和報警觸發值,當焊鉗工作過程中二極管溫度過高時,SCADA系統可通過可視化功能發出預警或報警。
另外,可通過追溯二極管工作環境溫度,進一步保障變壓器的正常工作,當變壓器長期處在75 ℃環境工作時,二極管壽命可能會受影響,若出現此類預警或報警信息,可以通過增加焊鉗冷卻水流量或者改善焊接工藝來進一步保障二極管壽命。
水流量傳感器用于采集焊鉗實時水流量數據,并經過數據采集處理器上傳SCADA系統,可在SCADA系統中設置壓力預警和報警觸發值,當焊鉗工作過程中水流量出現較大偏差時,SCADA系統可通過可視化功能提出預警或報警,此時若某回路水流量過低,可能導致電極或者變壓器冷卻不足。
次級電流傳感器用于采集焊接過程中的次級電流數據,并經過數據采集處理器上傳SCADA系統,可在SCADA系統中設置壓力預警和報警觸發值,當焊鉗工作過程中次級電流出現較大偏差時,SCADA系統可通過可視化功能發出預警或報警。
另外,SCADA系統通過在PLC端獲取工件信息,并將工件信息發送給數字化智能焊鉗,數字化智能焊鉗將工件信息與焊點次級電流數據進行綁定,可實現工件上每個焊點的次級電流過程數據追溯并輔助評判對應焊點質量。
次級測壓線傳感器用于采集焊接過程中的次級電壓數據,經過數據采集處理器上傳SCADA系統,可在SCADA系統中設置壓力預警和報警觸發值,當焊鉗工作過程中次級電壓出現較大偏差時,SCADA系統可通過可視化功能發出預警或報警,此時說明焊鉗次級回路電阻較大,若出現此類預警或報警信息,則需要關注電極帽、電極握桿或者匯流排狀態是否滿足繼續使用的要求。具體的硬件構成示意可見圖3。
6 數字化智能焊鉗系統實現的主要功能
SCADA系統通過與生產線進行信息交互。對應設計數字化智能焊鉗系統的相關內容,SCADA系統與生產線信息交互內容見圖4。
SCADA系統由信息處理功能、設備監控功能、數據融合功能、統計報表功能、預測性維護功能及數字焊鉗傳感器校準功能6個部分組成。
其中,信息處理系統為整個SCADA系統提供信息來源及信息管理方法。
設備監控功能用于數字化智能焊鉗的工作狀態監控、焊接控制柜的工作狀態監控及修磨器的工作狀態監控。
數據融合功能提供一種數據融合方法,對工件信息、設備工況信息以及焊接過程穩定性信息進行整合。
統計報表功能利用信息處理系統中有用的信息,對其中的客戶數據提供一種聚合和展示的方式,使數據產生更高的實用價值。
預測性維護功能,利用SCADA可采集到的焊鉗數據進行預測性維護應用。
數字化智能焊鉗傳感器校準功能用于數字化智能焊鉗各個傳感器初始化、使用過程中的定期標定及工作狀態檢查。
6.1 信息處理功能
主要具備系統接口、數據管理、用戶管理、各種查詢、統計等,其中系統接口規范包括TCP接口規范(用于SCADA系統獲取PLC中工件信息)及西門子WinCC接口規范(用于SCADA系統獲取PLC中設備狀態信息),另外,數字化智能焊鉗及焊接控制柜主要采集數據可詳見表2和圖5,為當前SCADA系統可采集數據。
6.2 設備監控功能
設備監控運行系統由SCADA應用服務器及客戶端工作站組成。展示界面由設備導航欄、狀態可視化頁面、消息管理頁面及功能選項組成,包含設備的運行狀態(包括焊鉗的主進水流量狀態監控,兩路分回水路流量狀態監控,二極管工作溫度監控,焊接電流監控,焊接電壓監控,焊接壓力監控)的監控。
可進行設備數據可視化展示、設備監控相關參數配置、設備故障報警信息展示等工作見圖6。
6.3 數據融合功能
提供的數據融合功能用于實現工件信息、數字焊鉗信息及焊接控制柜信息的數據融合,選取現場集成PLC、數字焊鉗以及焊接控制柜中有用的并且具備關聯性的信息相互關聯,用于實現焊接過程穩定性評判與追溯,數據融合對話框如圖7所示。
6.4 統計報表功能
報表用于每一個工件上所有焊接過程穩定性不合格數量及合格率的統計,對焊接過程實時調整、焊后工件超聲波、破拆檢驗都具有指導性意義。此報表至少應包含工件就位時間、工件標識、每個工件對應的焊點數量、每個工件焊接完成后的焊點合格率、焊點編號、每個焊點的焊接時間、每個焊點的焊接過程穩定性。
6.5 預測性維護功能
數字化智能焊鉗壓力傳感器用于監控焊鉗壓力傳遞結構工作狀況。當壓力傳感器反饋的焊接壓力過程數據與正常工作壓力值偏差較大時可能出現有七軸電機輸出扭矩不穩定或者焊鉗運動部件磨損等問題,并通過預警消息提醒,需要及時檢查并排除問題,或提前準備相關備件,防止因某部分零件損壞導致停機問題。并通過易損件管理計數,實現預測性維護功能。
6.6 數字化智能焊鉗傳感器校準功能
主要監控對象為數字化智能焊鉗及焊接控制柜,其中數字化智能焊鉗壓力傳感器及水流量傳感器需要定期標定與檢查,需提供相應的標定軟件及標定方法,數字化智能焊鉗傳感器校準系統對話框如圖8所示。
7 實際應用與問題解決
通過在焊鉗上增加相應的傳感器等檢測元件,對數據進行收集,并在開發應用上進行顯示。
可以在界面中看到在工位上焊鉗的布置情況,顯示數量、位置、名稱,如圖9所示。
對焊鉗的實時狀態進行監控,通過對焊鉗電壓、電流、壓力、變壓器狀態、冷卻水流量、冷卻水溫度的檢測進行數據分析。焊鉗工況數字化如圖10所示。
通過對故障的頻次和發生的位置及原因進行統計并生成報表。報警統計表如圖11、圖12所示。
通過數據收集和報表分析即可以及時提示錯誤和故障,可以通過數據分析進行預測性維護。同時,車身相關質量信息也可進行追溯,如圖13所示。
8 結束語
數字化智能焊鉗系統在技術方面的價值在于通過將焊鉗加裝特種精密傳感器件和電子數據處理單元對相關信息數據進行采集,通過有線或無線、端對端直至5G組網方式實現機器人焊鉗物聯網組網,完成焊接過程數據的采集和通訊并建立SCADA系統,對相關數據進行數字化處理,很好地解決了傳統焊鉗在故障分析、數據處理上的弊端。數字化智能焊鉗系統展示了一個具備發展潛力的市場前景,代表著汽車白車身焊裝領域的最前沿方向,未來在整個行業中會發揮不可或缺的作用。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
中國科技博覽(2016年22期)2016-11-01 16:58:26
軟件工程(2016年8期)2016-10-25 15:54:18
軟件工程(2016年8期)2016-10-25 15:52:53