焊裝調整線門蓋自動裝配技術研究
2023-04-29 00:44:03呂春龍劉穎潘福祿畢愿江董雷
汽車工藝與材料 2023年6期
關鍵詞:質量
呂春龍 劉穎 潘福祿 畢愿江 董雷
摘要:基于視覺檢測、自動導引運輸車(AGV)傳輸、工業機器人智能抓取、自動擰緊技術,使焊裝調整線門蓋自動裝配效率、裝配質量、線體柔性得到大幅度提升。在抓具上集成多路攝像頭,通過攝像頭對門蓋及白車身進行拍照,對關鍵特征點進行識別和提取,計算出門蓋與白車身各個位置的間隙及面差,再采取間隙面差匹配算法,從而計算出門蓋相對白車身最佳位置,進一步引導搬運機器人抓取門蓋到達最佳裝配位置。通過擰緊機器人攜帶擰緊軸對門蓋進行自動擰緊,實現門蓋自動裝配功能。門蓋自動裝配技術不僅提高了裝配效率及質量,同時降低人工勞動負荷和成本,保證了白車身整體外觀質量。
關鍵詞:自動擰緊 自動裝配 間隙面差 質量
中圖分類號:T19? ?文獻標識碼:B? ?DOI: 10.19710/J.cnki.1003-8817.20220198
Abstract: Based on the technologies of vision detection, Automated Guided Vehicle (AGV) transmission, industrial robot intelligent grasping and automatic tightening, the automatic assembly efficiency, assembly quality and flexibility of welding and adjusting door cover have been greatly improved. The multi-channel cameras were integrated on the grab, and the key feature points were identified and extracted by taking photos of the door cover and the body-in-white, and the clearance and difference of each position between the door cover and the body-in-white were calculated, and then the clearance and difference matching algorithm was adopted to calculate the best position of the door cover relative to the body in white, then the transfer robot was guided to grab the door cover to reach the best assembly position. The door cover was tightened automatically by the tightening robot carrying the tightening shaft. The door cover automatic assembly technology not only improves the assembly efficiency and quality, but also reduces the labor load and cost, and ensures the overall appearance quality of the body-in-white.
Key words: Automatic tightening, Automatic assembly, Clearance and surface difference, Quality
1 前言
焊裝調整線主要工作是將四門、前后蓋、翼子板、翼子板支架、前蓋鉸鏈、后蓋鉸鏈零件裝配到白車身,其中大部分為外表面件,裝配精度要求極高,直接影響外觀質量。經調研,傳統焊裝調整線絕大部分采用人工裝配的方式,勞動強度大,且裝配質量完全依賴操作者的責任心來保證,產品一致性差。隨著中國汽車行業的迅速發展,車型更新換代的加速,對生產線智能化、數字化、柔性化需求也越來越高,因此焊裝調整線引入自動裝配技術勢在必行。各大主機廠對裝配效率提升、對工人勞動負荷、對零件裝配質量、對線體柔性化程度方面提出了更高要求。針對這樣社會背景,自動裝配技術必將成為未來發展趨勢。國外市場已有門蓋自動裝配技術的應用項目,國內主機廠也在逐步進行小批量試驗性項目投產。未來幾年內,調整線自動裝配技術將在國內市場井噴式發展,并逐步取代人工勞動,成為市場主流。
2 傳統手動裝配線與自動裝配線對比分析
2.1 操作人員負荷及數量
a.自動裝配線:只需要簡單的上件操作,即將四門、兩蓋、翼子板放置到上料臺。操作工人負荷小,同時線體又實現了少人化需求。
b.手動裝配線:既需要上件,同時也需要使用扳手對其進行擰緊,對零件位置調整后需要二次擰緊,勞動負荷大,且操作人員配置多。
2.2 裝配精度
a.自動裝配線:自動裝配線靠抓件機器人帶多路攝像頭拍攝、成像、與理論數據對比技術,從而找到最佳裝配位置。裝配精度高,產品一致性好。
b.手動裝配線:手動裝配線靠操作者通過塞尺、塞塊進行測量以及肉眼識別來保證精度,裝配精度低,產品一致性差。
2.3 裝配效率
a.自動裝配線:機器人自動裝配線裝配效率高。
b.手動裝配線:裝配效率低。
2.4 經濟性
a.自動裝配線:短期內線體投資高,一次投資,一勞永逸,長期投資收益比高,經濟性好。
b.手動裝配線:短期線體投入低,長期人工累計成本高,經濟性差。
2.5 柔性化程度
a.自動裝配線:采用夾具快速切換形式可實現N車型混流,切換速度快,線體柔性化程度好。
b.手動裝配線:手動裝配線靠延長線體長度來滿足車型柔性切換,常規最多能做到5個車型切換,切換速度慢,線體柔性化程度差。
3 自動裝配線特性
裝配精度、裝配效率是制造業發展的重中之重。隨著社會對汽車質量需求的逐步提高,車企對白車身裝配質量有了更高的追求,如何保證裝配精度和效率成為主要課題。傳統手動裝配線已經跟不上社會發展的潮流,逐步退出市場舞臺,自動裝配線飛速發展,占領市場。自動裝配線不僅能保證裝配精度和效率,而且降低了操作工人的勞動負荷,節約操作者數量,大大解放勞動力,最重要的是還可以進行實時數據采集、分析,進而通過對大數據進行分析,反推產品自身質量情況,良性循環,最終實現對產品裝配質量的保證。
4 視覺系統技術分類與應用
視覺系統就是利用機器代替人眼來實現各種測量和判斷。視覺系統綜合了光學、機械、電子、計算機軟硬件方面技術,涉及到圖像處理、模式識別、人工智能、信號處理多領域技術。視覺系統在焊裝行業上得到了廣泛應用,這項技術應用可有效降低加工精度,降低制造成本,提高裝配質量。一套完整的視覺系統主要由光源、鏡頭、相機、圖像處理單元、圖像處理軟件、監視器、輸入輸出單元組成[1]。
4.1 后門視覺系統
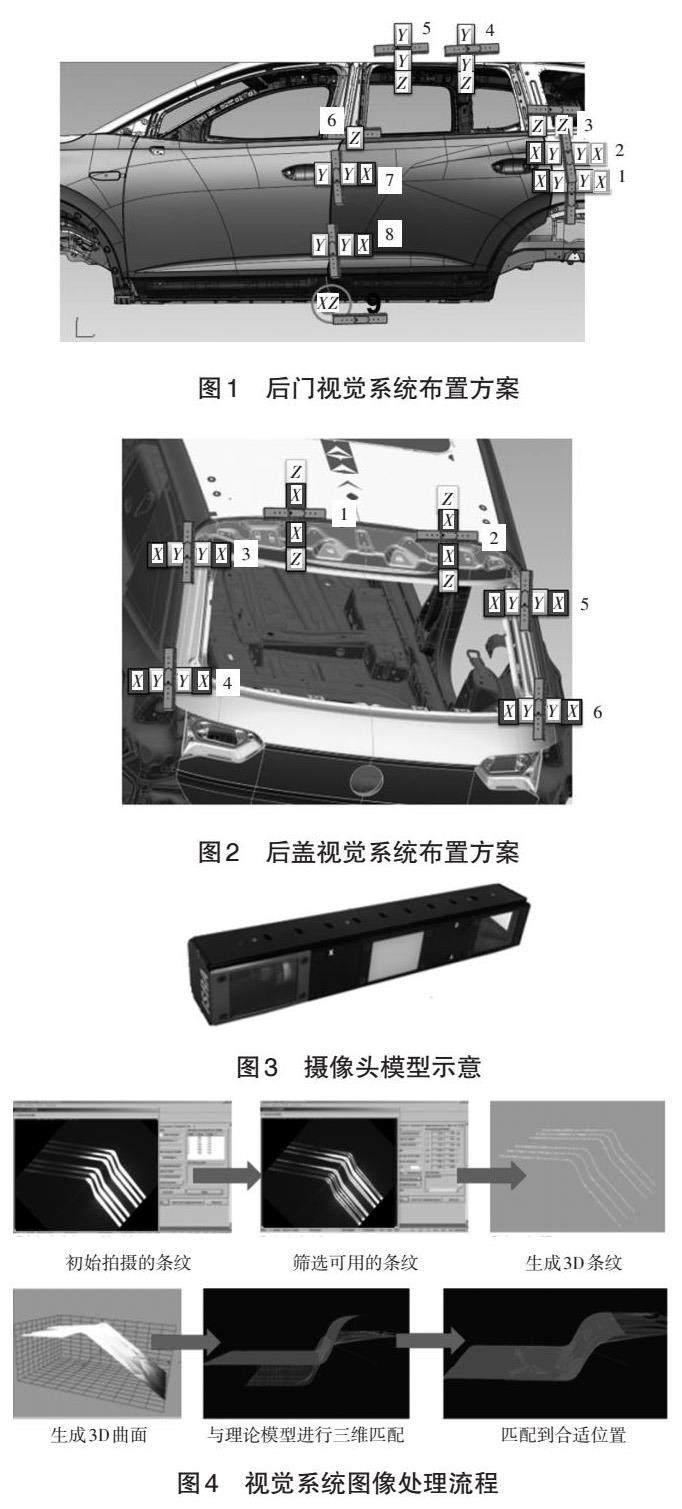
后門裝配:常規手動裝配是通過微調車門鉸鏈位置來保證車門與側圍外板間隙面差。本項目通過抓手上配置多路攝像頭對側圍外板及車門進行拍照,對角點、棱、面特征進行識別和提取,計算出車門與側圍各個位置間隙及面差,再通過間隙面差匹配算法計算出車門相對車身的最佳裝配位置,從而引導抓件機器人到達最佳裝配位置。詳細選型說明見后門視覺系統布置方案(圖1)。本項目選用9個攝像頭對側圍和車門進行拍照,這9個攝像頭分別對車門以及側圍進行X、Y、Z方向的位置確認,其中9號攝像頭,拍照孔位為白車身RPS定位孔,用來確定白車身的基準坐標,其余8個攝像頭對拍攝結果綜合計算,反導出機器人需要偏移的位置坐標,引導抓件機器人將車門移位到準確位置,再次拍照確認,同時采集測量數據,由視覺控制柜進行分析、處理,得出間隙面差值。
4.2 后蓋視覺系統
后蓋裝配保證后蓋與側圍外板Y向和Z向間隙面差,常規通過微調后蓋鉸鏈位置來實現后蓋位置的微量偏移。本項目采用視覺系統,可直接找到后蓋準確安裝位置,避免重復松緊螺栓的操作,詳細選型說明見圖2。本項目選用6個攝像頭對側圍和后蓋進行拍照,這6個攝像頭分別對后蓋以及側圍進行X、Y、Z方向的位置確認,反導出機器人需要偏移坐標值。引導抓件機器人將后蓋移位到準確位置。
4.3 視覺攝像頭選型說明
常規門蓋類產品裝配誤差需要控制在±0.1 mm以內,因此對視覺攝像頭選型要求極高。本項目選用具備數字傳感器技術的攝像頭,重復精度能到±0.02 mm以內,能夠滿足項目需求。具體樣式詳見圖3。
4.4 視覺系統圖像處理方式
視覺系統的原理是采用攝像頭將被檢測的目標轉換成圖像信號,傳送給專用的圖像處理系統,根據像素分布和亮度、顏色信息,轉變成數字信號,圖像處理系統再對這些信號進行綜合運算來抽取目標特征,如數量、位置、長度等,再與預設的允許偏差值和其它條件輸出結果進行比對,引導抓件機器人到達最佳裝配位置。詳見圖4。
5 自動擰緊系統技術應用與分析
運用螺紋連接使零部件結合是最常見的零件裝配方法之一。在現實生活中,很難找到一部沒有螺紋連接、沒有螺紋緊固件的機器。螺紋連接簡單可靠、拆卸方便,在汽車行業應用尤其廣泛,比如門蓋的裝配、發動機裝配、內飾件的裝配等等。
傳統形式的螺栓擰緊為操作者手持擰緊工具對零件進行擰緊,長此以往,人工勞動負荷大,工作效率低,力矩一致性差。隨著科學技術的發展,自動擰緊技術迅速占領市場,這項技術的崛起大幅降低人工負荷,提高裝配質量。與此同時,它還具備擰緊力矩采集功能,可對多批次產品通過大數據進行對比分析,起到追蹤溯源的目的。
5.1 自動擰緊系統工作原理
自動擰緊機是集機械傳動、電氣傳動、電子技術、自動檢測技術于一體的設備。它可以對螺釘擰緊實現精準控制。自動擰緊系統由擰緊控制器、擰緊軸、連接電纜部分組成。本項目將擰緊軸連接到機器人本體上,擰緊控制器作為機器人網絡從站與機器人進行信號交互,通過機器人本體帶動擰緊軸到達指定位置,擰緊控制器驅動擰緊軸對指定螺栓進行擰緊工作,同時擰緊控制器對數據進行采集、處理和分析。擰緊軸通過伺服電機控制轉速及擰緊角度,通過內置力矩傳感器來保證最終輸出力矩值[2]。
5.2 自動擰緊系統選型說明
自動擰緊系統選型要求嚴格,主要集中在擰緊力矩、擰緊軸形式、使用壽命。
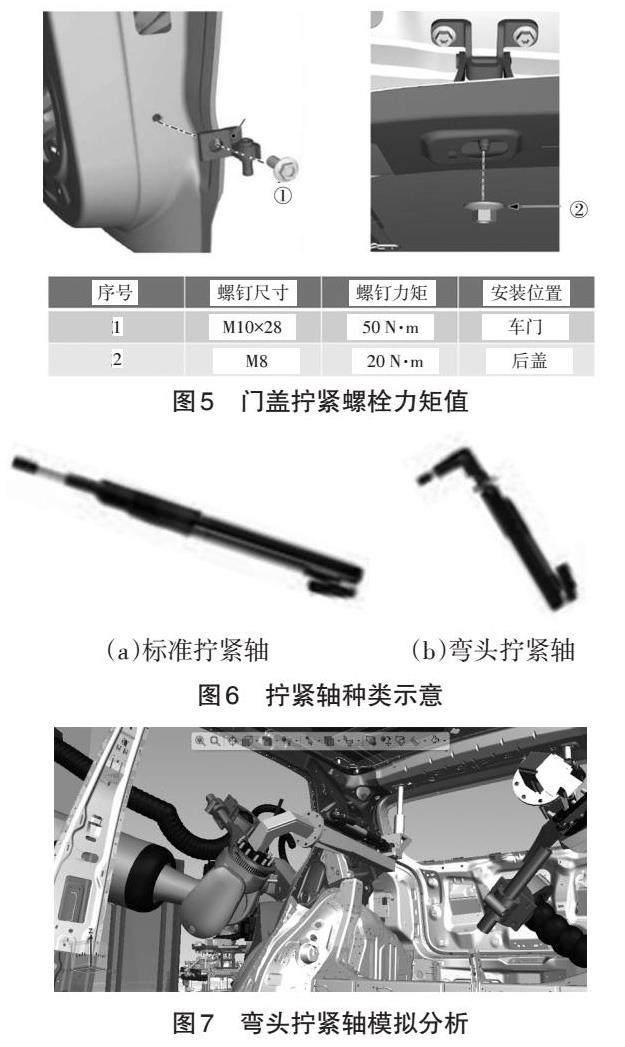
a.擰緊力矩:本項目要求擰緊力矩在20~50 N·m,詳見圖5。本次選型擰緊系統力矩范圍在14~70 N·m可任意調整,能夠滿足項目使用要求。
b.擰緊軸形式:自動擰緊軸分為標準擰緊軸和彎頭擰緊軸。具體形式見圖6。本項目通過三維模擬,分別對2種擰緊軸進行分析驗證,最終選擇彎頭擰緊軸。選型過程詳見圖7。
c.使用壽命:本項目要求擰緊軸使用壽命可達80萬次。本次擰緊軸選型使用壽命可達到100萬次以上,能夠滿足項目使用要求。
6 門蓋自動裝配技術分析
6.1 后門自動裝配工藝
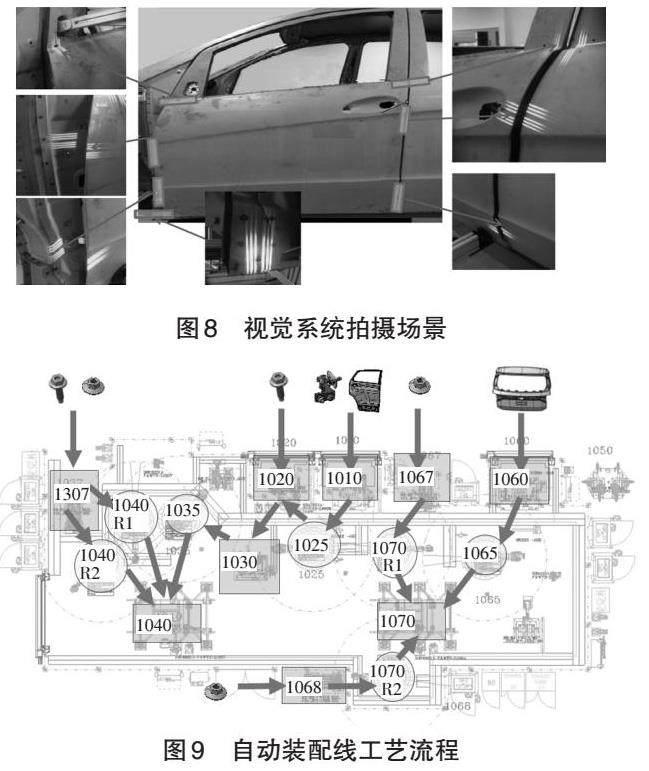
多路攝像頭拍攝場景詳見圖8。如圖9所示,1010工位為車門及鉸鏈上件臺,由1025工位搬運機器人抓取1010工位零件搬運至1020工位,在夾具上實現自動裝配。由1025工位機器人搬運至1030工位中轉臺,精確定位,再由1035工位機器人佩帶視覺抓手搬運到1040工位白車身位置,借助1035工位機器人抓手上的多路攝像頭對側圍拍照,再次移動車門到準確位置,再由1040R1、R2機器人分別到1037工位螺釘上料臺吸取螺釘并擰緊到白車身上,實現對車門的自動裝配。
6.2 后蓋自動裝配工藝介紹
如圖9所示,1060工位為后蓋及鉸鏈上件臺,操作工人將預先安裝好鉸鏈的后蓋放在上件臺進行精確定位,由1065工位機器人佩帶視覺抓手搬運到1070工位白車身位置,再由1070R1、R2機器人分別到1067、1068工位螺釘上料臺吸取螺釘并擰緊到白車身上,實現對后蓋的自動裝配。
6.3 門蓋自動裝配研究結果及注意事項
a.在做門蓋自動裝配項目時,擰緊軸盡量選用彎頭擰緊軸,對機器人擰緊姿態更舒展。
b.因整個螺栓在擰緊過程中在旋緊進給方向上有一定位移量,通過機器人本體移動無法精確適應整個進給過程。故在調試過程中,整個擰緊過程機器人保持姿態不變,由擰緊軸自身配置浮動機構來彌補進給量。
c.因螺釘放置在置臺上面,機器人持擰緊軸去吸附螺釘時,要先設置擰緊軸先反轉,再正轉,保證螺釘被擰緊軸通過磁力吸附螺釘。
d.當視覺機器人帶門蓋貼近白車身時,第一次停止位置要保證與理論位置偏差在5 mm左右位置為宜,不宜過遠或者過近。
7 結束語
調整線門蓋自動裝配技術是通過機器人視覺抓取門蓋安裝到白車身,采用機器人自動擰緊螺栓,自動上傳數據技術,來實現對門蓋自動裝配。其應用前景廣泛,將此項技術應用于各大主機廠,可取代傳統手動裝配技術,提高生產能力,降低人工勞動強度,提高產品裝配精度,提高產品一致性,推動市場良性發展。
參考文獻:
[1] 郭峰. 基于機器人的汽車門蓋智能裝配的應用[J]. 汽車制造業, 2021(8): 26-28.
[2] 黃健. 汽車裝配自動擰緊機[D]. 上海:上海交通大學, 2008.
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54