激光制備石墨烯/鎳/銅觸頭材料及其性能研究
2023-04-29 14:21:26呂通發何永春牟鑫呂超楊倩倩鄭希葉曉慧
陜西科技大學學報 2023年4期
呂通發 何永春 牟鑫 呂超 楊倩倩 鄭希 葉曉慧
摘?要:為改善抗電弧燒蝕能力差導致銅合金觸頭電壽命不足的問題,本文采用激光法在鎳鍍層增強紫銅表面原位制備大面積石墨烯,形成石墨烯/鎳/銅復合材料,提高Cu基觸頭的使用壽命.設置電沉積電流5 mA,沉積90 s后在銅表面引入平均厚度為25~27 μm的Ni過渡層,改善Cu對激光的高反射、高導熱問題.通過旋涂石墨碳源在鎳過渡層表面,設置納秒激光功率1.5 W,脈寬150 ns,掃描速度10 mm/s,加工3 次,頻率250 KHz后進行輻照,在銅鎳過渡層表面成功制備了石墨烯獨立涂層.對復合材料進行了理論分析和實驗驗證,取得了相應最優參數下的相關性能數據.結果表明,石墨烯/Ni/Cu復合觸頭硬度為245.45 HV,是紫銅的3.17倍;接觸電阻0.096 mΩ符合國家標準;摩擦系數0.083 7是紫銅的0.73倍;500 ℃時復合材料導熱系數為1 178 W/(m·K),是紫銅的3.43倍.同時,復合材料具有良好的抗氧化性能.本文為新型銅合金觸頭的制備提供了新的思路和實驗基礎.
關鍵詞:激光技術;石墨烯復合觸頭;激光加工;電沉積鍍鎳
中圖分類號:TN249
文獻標志碼: A
文章編號:2096-398X(2023)04-0126-10
Abstract:To improve the problem of insufficient electrical life of Cu alloy contacts due to poor resistance to arc ablation,this paper uses the laser method to prepare large-area graphene in situ on the surface of purple copper to prepare graphene/Ni/Cu composite contact materials and improve the service life of copper-based contacts.The electrodeposition current was set at 5 mA and a nickel transition layer with an average thickness of 25~27 μm was introduced on the Cu surface after 90 s of deposition to improve the high reflection and thermal conductivity of the Cu to the laser.The graphene freestanding coating was successfully prepared on the surface of the Cu-Ni transition layer by spin-coating a graphite carbon source on the surface of the nickel transition layer,setting a nanosecond laser power of 1.5 W,pulse width of 150 ns,scanning speed of 10 mm/s,processing three times and irradiating at a frequency of 250 KHz.The composites were theoretically analysed and experimentally verified,and relevant performance data were obtained for the corresponding optimum parameters.The results showed that the hardness of the graphene/Cu composite contact was 245.45 HV,3.17 times that of Cu,the contact resistance was 0.096 mΩ in accordance with national standards,the coefficient of friction was 0.083 7,0.73 times that of Cu,and the thermal conductivity of the composite was 1 178 W/(m·K) at 500 ℃,3.43 times that of Cu,while the composite had good oxidation resistance.This paper provides a new idea and experimental basis for the preparation of new copper alloy contacts.
Key words:laser technique;graphene contact materials;laser processing;electrodeposition Ni
0?引言
近年來,我國大力發展基礎設施建設,其中軌道交通中的地鐵、高鐵動車牽引動力配電系統在社會日益增長的需求中尤為重要[1].大型牽引電機組的開關裝置中空氣直流開關裝置的電弧分割難度較大,這些損壞降低整機使用性能和壽命[2-4].當超出使用壽命,易再次觸發形成電路開關的電弧,影響電容器組整體絕緣性,對電網整體安全運行帶來嚴重影響[5].目前,已經有許多學者通過引入增強相與基體復合制備新型銅基復合材料來提升電工性能,其中碳材料種類廣泛,是該領域近幾年的主要研究方向.其中石墨烯具有高電導率、熱導率、載流子遷移率等優異性能成為復合新觸頭材料的熱門研究方向[6-13].
Cui等[7]通過無壓浸潤技術制備的新型碳纖維2.5D編織預制增強的碳/碳-銅復合材料以極低的0.63 mΩ·m的電阻率,驗證了碳/銅復合材料在機械和電氣性能方面的優勢.Maharana等[9]采用脈沖電沉積法在拋光銅基片上制備了石墨烯/銅復合膜,以改善電氣用銅組件的表面機械和電氣性能.Zhang等[12]采用粉末冶金方法制備了銅基/石墨烯復合材料,復合材料的密度、硬度、導熱系數等均有所提高.研究表明,石墨烯改性紫銅來提升銅觸頭的電工特性是可行的,但是僅將石墨烯作為添加劑加入原材料中,無法充分體現石墨烯的優異特性,對銅的抗氧化性和抗電弧燒蝕特性的提高十分有限.因此,需開發一種以石墨烯為主的表面涂層對銅基觸頭進行電工性能提升.
近年來,激光輔助加工技術已成為材料制造與加工的一種重要技術手段[14],通過激光法大面積的制備石墨烯薄膜技術已經被廣泛應用[15-19].其中Ye等[15,16]通過激光法在純鎳板及45#鋼金屬表面上成功制備大面積的石墨烯薄膜.近期,徐國輝等[20]通過激光法在等離子體技術引入的鎳銅合金表面成功制備了石墨烯涂層,為新型銅合金觸頭具有優異電工性能提出了新思路.上述工作表明激光法大面積制備石墨烯獨立薄膜的可靠性,但銅金屬具有高散熱和激光高反射特性導致直接通過激光加工在銅表面原位生長石墨烯薄膜困難,鎳用作過渡層可以彌補激光加工銅的困難之處.因此,在激光直接輻照銅表面前,先通過電鍍技術在銅表面沉積鎳層,再采用激光輻照鎳銅表面制備大面積石墨烯獨立涂層是可行的.
本工作在紫銅表面通過激光法原位生長石墨烯薄膜,石墨烯作為獨立涂層,可以提高其機械性能和電學性能,極大程度的保護銅合金觸頭在多次開合過程中形成的電弧燒蝕、摩擦磨損,提高電壽命.通過電沉積技術在紫銅表面制備鎳過渡層,后通過旋涂法在紫銅表面預置石墨碳源,采用納秒激光器對沉積碳源的材料表面輻照,可在紫銅表面快速生長出全覆蓋的石墨烯薄膜.通過研究電鍍參數及激光加工參數,及制備的復合材料機械性能、電工性能,為高壓領域電觸頭材料更新換代提供理論與實驗指導.
1?實驗部分
1.1?電沉積方法制備鎳過渡層
本文中采用電沉積鍍鎳法對紫銅塊體(質量分數為0.999)表面進行鎳過渡層的制備,通過調節電沉積時間、電沉積電流對所制備的鎳過渡層質量進行調控.電鍍前,為去除銅表面氧化層,需對銅塊進行實驗前處理,分別放入濃度為10%稀H2SO4及去離子水中各超聲清洗15 min后放入電解液中通過電泳儀電源(DYY-11)通電進行電沉積鍍鎳,電鍍沉積鎳過程示意圖如圖1所示.采用電解液配方為:NiSO4·6H2O 300 g/L,NiCl2·6H2O 30 g/L,H3BO3 30 g/L,十二烷基硫酸鈉0.05 g/L,電解液PH范圍為3.5~3.8.經過參數優化得到最佳電沉積參數為:直流電流5 mA,電沉積時間90 s,對最優參數制備的鎳過渡層進行物相分析,形貌及厚度表征,分析過渡層結構.
1.2?激光法制備石墨烯實驗過程
采用納秒光纖激光器(YDFLP-E-30-M7)在電沉積的鎳過渡層表面制備大面積石墨烯涂層,制備過程如圖2所示.配制無水乙醇(分析純AR)與石墨粉(純度99.99%,粒徑為50 μm)以10 mL∶1 g的混合溶液旋涂在電沉積后的含Ni過渡層表面,空氣中靜置待無水乙醇完全揮發,將預置好石墨涂層的Ni/Cu復合材料置于真空腔,在激光加工前通入30 min氬氣(純度99.99%)排除腔體內空氣,采用納秒光纖激光器輻照石墨涂層,激光加工高度聚焦在Ni/Cu復合材料表面,隨激光輻照石墨涂層傳熱至基體復合材料,使基體表面形成熔池,碳原子溶解進熔池,激光輻照后,復合材料表面快速冷卻,碳原子在合金表面析出并重新排列,形成完整的石墨烯薄膜,激光加工整個過程均處于氬氣氣氛中.
1.3?復合電觸頭材料的表征及性能測試方法
對上述制備的石墨烯/Ni/Cu復合電觸頭材料,采用光學顯微鏡(optical microscope)、X射線衍射儀(X-ray diffractometer)、超景深顯微鏡(Ultra-depth 3D microscope)對電沉積鎳后的Cu/Ni復合材料表面形貌、厚度、成分與結構進行表征;采用光學顯微鏡、X射線衍射儀、X射線能量色譜儀、顯微共焦拉曼光譜儀對激光輻照生長石墨烯后的石墨烯/Ni/Cu復合電觸頭材料表面進行形貌、成分含量、結構、膜基結合情況進行表征,其中通過Raman測試譜線分析D、G、2D峰的相對強度,判斷激光輻照生長石墨烯涂層質量,得到最優的激光生長石墨烯工藝參數.同時,為研究上述制備石墨烯/Ni/Cu復合電觸頭材料的電工性能,采用維氏硬度儀(SVD-450TS)對樣品表面硬度進行測試,采用摩擦磨損試驗儀(MS-T3001)對樣品進行摩擦系數測試,采用直流電阻測試儀(TH2512)對樣品進行電阻測試并與國家標準進行對比,采用激光導熱儀(LFA467 HyperFlash)對符合樣品進行熱導率測試,采用馬弗爐(KSL-1100X)對樣品進行抗氧化性能測試.
2?結果與討論
2.1?鎳過渡層制備
采用電沉積鍍鎳法對紫銅基體進行鎳過渡層的制備,探索不同的電流大小及沉積時間對所制備鎳過渡層的影響,結果如圖3所示.電沉積鍍鎳法在紫銅基底上沉積Ni過渡層時改變沉積時間長短探索最優的沉積Ni時間參數,如圖3(a)所示當電沉積時間為90 s時所沉積的Ni過渡層有最高的(111)晶面峰值,最有利有生成(111)晶向生長的Ni過渡層.圖3(b)所示為改變電沉積過程中的電流大小所制備Ni過渡層樣品的XRD圖譜,在電沉積電流大小為5 mA時,可得到具有最高的(111)晶面峰值.電沉積過程中控制電沉積時間90 s、電流大小5 mA制備出1#及2#樣品,并對其進行表征分析,圖3(c)顯示了最優電沉積參數下的XRD圖譜,可以看出,1#和2#樣品在(111)晶面的銅鎳合金衍射峰強度大,證明銅鎳合金物相含量多,其中最優參數鎳過渡層的存在將有利于后續石墨烯的生長.
圖3(d)~(e)為1#的最優參數鎳過渡層樣品的宏觀觀測及超景深三維顯微鏡圖,圖3(g)~(h)為2#的最優參數鎳過渡層樣品的宏觀觀測及超景深三維顯微鏡圖,圖中可以得出最優的電沉積參數下通過電沉積在體積大小為10 mm×10 mm×6 mm的銅基塊體材料表面成功制備出區域大小為10 mm×7 mm的鎳過渡層.圖3(e)及圖3(h)中觀測到制備的含Ni過渡層的樣品表面存在劃痕,由于電沉積過程為原子沉積,Ni過渡層劃痕方向與原始Cu基底劃痕方向保持一致.超景深三維顯微鏡圖3(f)和圖3(i)中觀測最優參數下的電沉積過程所制備的1#樣品鎳過渡層厚度為25.46 μm,2#樣品鎳過渡層厚度為27.78 μm.
2.2?激光法制備石墨烯實驗結果
2.2.1?激光加工參數
為了得到最優激光工藝生長條件下的石墨烯/Ni/Cu復合電觸頭材料,在前期初探實驗基礎上研究了激光功率、脈沖寬度、掃描速度、加工次數和重復頻率對石墨烯/Ni/Cu復合電觸頭材料制備的影響,其結果如圖4所示.圖4(a)~(b)顯示了激光功率從0.9 W逐漸增大到24 W對所生長石墨烯涂層的拉曼圖譜.拉曼圖譜顯示,隨著激光功率增大,石墨烯涂層的ID/IG數值呈增大趨勢,石墨烯的缺陷密度會隨著激光功率增大而增大,當激光功率為1.5 W時,ID/IG為0.19最小值,此時缺陷密度最小.同時隨著激光功率增大,石墨烯涂層的I2D/IG數值整體呈先減小后增大趨勢,當激光功率為1.5 W時,I2D/IG為0.52最大值,石墨烯層數最少,性能最好.因此,當激光功率為1.5 W時,涂層表明形貌均勻,石墨烯缺陷密度小,層數少,質量高,因此激光功率最優參數選擇1.5 W.圖4(c)~(d)顯示了脈沖寬度從150 ns增大到350 ns對所生長石墨烯涂層的拉曼圖譜.拉曼圖譜顯示,隨著脈沖寬度增大,石墨烯涂層的ID/IG數值整體呈增大趨勢,石墨烯缺陷會隨著激光功率增大而增多.
當脈沖寬度為150 ns時,ID/IG為0.39,數值最小,此時缺陷密度最小.同時隨著脈沖寬度增大,石墨烯涂層的I2D/IG數值整體呈先增大再減小后再增大趨勢.當脈沖寬度為200 ns時,I2D/IG為0.85,數值最大,但是其ID/IG數值為0.9遠大于0.39,此時石墨烯缺陷密度過大.當脈沖寬度為150 ns時,I2D/IG為0.68,激光輻照生長的石墨烯層數少、質量高,表面均勻,是最優的脈沖寬度參數.圖4(e)~(f)的結果是掃描速度不同對石墨烯涂層生長質量的影響,隨著掃描速度增大,石墨烯涂層的ID/IG數值整體呈先減小后增大后減小的趨勢.當掃描速度為10 mm/s時,ID/IG為0.11,數值最小,證明缺陷密度最小.同時隨著掃描速度增大,石墨烯涂層的I2D/IG數值整體呈減小趨勢.當掃描速度為5 mm/s時,I2D/IG為0.68,數值最大,但是其ID/IG數值為0.4,大于0.11,表明石墨烯缺陷密度過大,當掃描速度為10 mm/s時,I2D/IG為0.44,此時石墨烯層數少,質量高,綜合考慮最優的掃描速度為10 mm/s.隨加工次數從小到大的增加,本工作探索了激光加工次數為1、3、5、7次時輻照生長的石墨烯涂層質量,拉曼表征結果如圖4(g)~(h)所示,結果表明,隨著加工次數越大,激光束能量和熱量積累越多,會導致激光原位生長石墨烯過程中石墨烯氧化程度嚴重,石墨烯涂層的ID/IG數值整體呈先減小后增大趨勢,當加工次數為3次時,I2D/IG為0.32,證明石墨烯層數少,質量高,激光加工3次是最優的石墨烯制備參數.
圖4(i)~(j)展示了重復頻率從100 KHz增加到300 KHz的激光加工樣品生長石墨烯質量情況,重復頻率影響激光束能量大小,單位激光束能量越大生長的石墨烯涂層越容易被氧化導致性能損失,拉曼圖譜中表明隨著重復頻率增大,石墨烯涂層的ID/IG數值整體呈減小趨勢,表明石墨烯缺陷會隨著重復頻率增大而減少.當重復頻率為250 KHz,時,ID/IG為0.39,數值最小,證明缺陷密度最小.同時隨著重復頻率增大,石墨烯涂層的I2D/IG數值整體呈先增大后減小趨勢.當重復頻率為250 KHz時,I2D/IG為0.68,數值最大,證明石墨烯層數最少,性能最好.
2.2.2?最優參數制備的石墨烯表征
根據前文所述,納秒激光制備石墨烯涂層時激光加工參數設置功率為1.5 W、脈寬150 ns、掃描速度10 mm/s、加工3 次、頻率250 KHz時,可生長出最優品質的石墨烯涂層.在此激光參數下制備的石墨烯薄膜樣品在高倍的掃描電子顯微鏡(SEM)進行形貌觀測,結果如圖5所示,1#、2#和3#(樣品參數均為最優參數)三個大面積石墨烯涂層樣品在不同放大倍數掃描電子顯微鏡下結果表明樣品表面不同區域及不同樣品均有明顯的石墨烯褶皺出現,該參數下制備的石墨烯薄膜為多層石墨烯,涂層表面不平整,是由于在激光作用下,在熔覆過程中表面的金屬鎳、銅合金產生飛濺、熔化、氣孔等導致的.
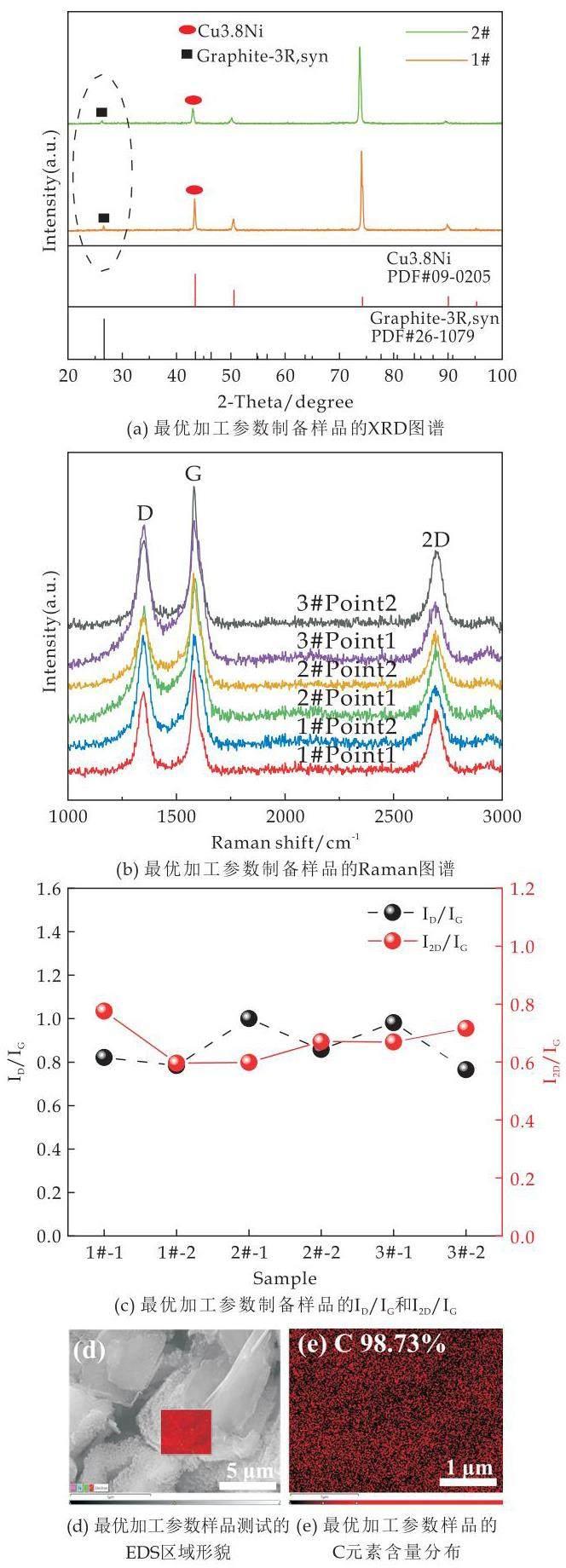
圖6(a)顯示了最優激光參數下制備的石墨烯薄膜XRD譜圖,通過衍射峰與標準卡片比對,可以看出激光所制備的石墨烯/Ni/Cu復合電觸頭材料樣品的衍射峰含碳物相與銅鎳合金物相.最優參數加工的石墨烯薄膜拉曼圖譜與分析結果如圖6(b)及圖6(c)所示,由圖可知,在前文總結出的激光最優參數下制備出的大面積石墨烯涂層樣品中,石墨烯涂層有明顯的2D峰,峰型尖銳,石墨烯結晶度高,譜線中各峰連續且氧化程度較低,最優參數下樣品重復性優異,表明本文所述制備工藝較為成熟.
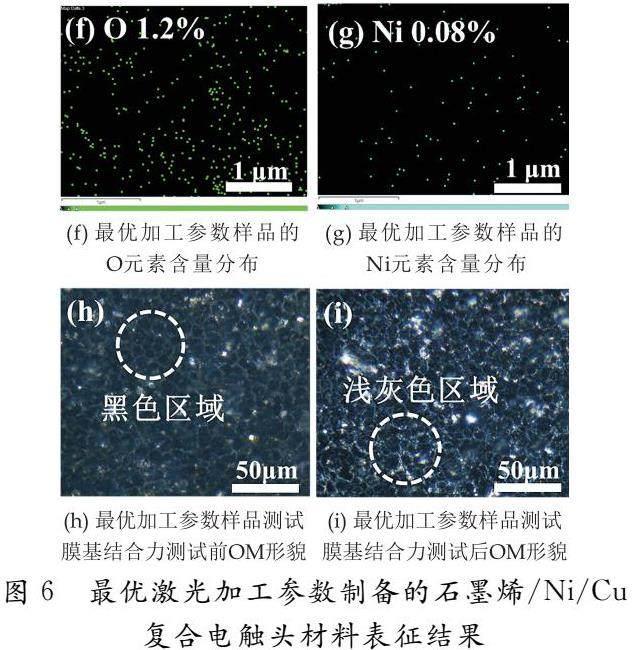
在成功制備的復合樣品表面任取EDS表征區域如圖6(d)所示,該區域中C、O、Ni元素含量及分布展示在圖6(e)~(g)中,其中在EDS表征區域內,C含量為98.73%,在區域內均勻分布,分布程度規整;O元素含量為1.2%分布,表明該工藝參數下所制備的石墨烯氧化程度低.圖6(h)~(i)為激光最優參數制備的大面積石墨烯樣品膜基結合力情況測試的光學顯微鏡圖,參照電子行業軍用標準SJ/T 20130-92確定石墨烯涂層的膜基結合情況,圖6(h)為涂層在200 ℃高溫及水浴保溫處理前形貌圖,可清晰看到大范圍均勻的黑色石墨烯區域,圖6(i)為涂層處理后的形貌圖,涂層黑色區域明顯減少,出現大片淺灰色區域,涂層有一定程度脫落,形貌結構沒有較大程度破壞,表明該參數下制備的石墨烯薄膜與Ni/Cu合金基底膜基結合情況優異.
2.3?石墨烯復合電觸頭材料表征及性能
2.3.1?復合電觸頭材料的力學特性
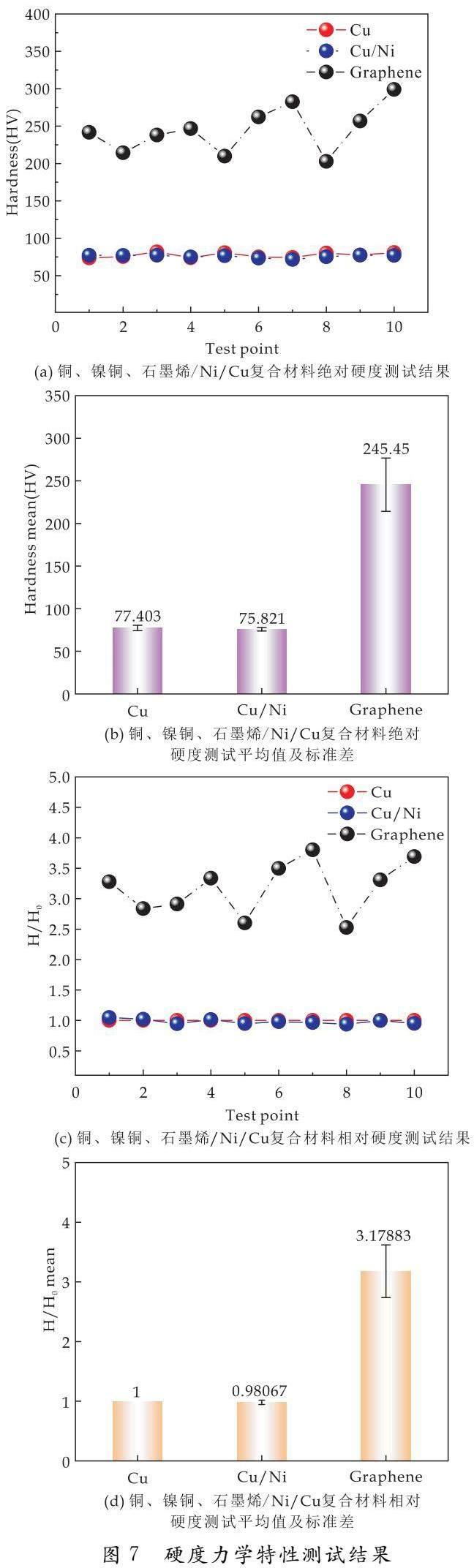
圖7展示的復合材料的硬度測試結果圖.圖7(a)顯示了紫銅、銅鎳合金層及復合材料的維氏硬度,采用SVD-450TS型顯微維氏硬度計進行測試.銅與銅鎳合金層的硬度接近,由于前期制備的鎳銅合金層平均厚度僅25~27 μm,合金樣品硬度變化幅度較小,復合電觸頭材料絕對硬度遠高于前二者.圖7(b)為三者絕對硬度的平均值,其中紫銅為77.403 HV,銅鎳合金層75.821 HV,石墨烯/Ni/Cu復合電觸頭材料為245.45 HV.
圖7(c)為三者的相對硬度,以紫銅硬度為H0用三者的絕對硬度數據除以H0,得到相對硬度.如圖7(d)所示,銅鎳合金硬度是紫銅的0.98倍,石墨烯/Ni/Cu復合電觸頭材料是紫銅的3.17倍.表明石墨烯涂層大大提升紫銅硬度.銅合金觸頭材料在實際應用中面對復雜工況時,受到外力作用易產生機械變形,影響觸頭材料使用壽命,而石墨烯/Ni/Cu復合電觸頭材料硬度是原始紫銅的3.17倍,有效提升了其力學性能.
2.3.2?復合電觸頭材料的電學特性
圖8為復合材料的接觸電阻測試結果圖.圖8(a)為紫銅材料、銅鎳合金層以及石墨烯/Ni/Cu復合電觸頭材料的接觸電阻阻值,可以看出三者的接觸電阻值均在波動后處于穩定狀態,波動范圍不超過0.08 mΩ,測試穩定性優異.圖8(b)為紫銅材料、銅鎳合金層以及石墨烯/Ni/Cu復合電觸頭材料的接觸電阻阻值的平均值,由圖可知紫銅材料平均阻值為0.086 mΩ,銅鎳合金層平均阻值為0.126 mΩ,添加鎳元素后材料電阻值有一定增加.石墨烯/Ni/Cu復合電觸頭材料平均阻值為0.096 mΩ,石墨烯/Ni/Cu復合電觸頭材料平均接觸電阻阻值介于紫銅材料與銅鎳合金之間,且穩定性好,有利于觸頭材料穩定性.整體上石墨烯/Ni/Cu復合電觸頭材料電阻性能優異,通電下可使觸頭材料熱量轉化減少,提高石墨烯/Ni/Cu復合電觸頭材料的電學性能,且電阻阻值符合國家標準,與銅合金觸頭材料電阻差距在5%以內,符合行業標準.
2.3.3?復合電觸頭材料的摩擦性能
圖9顯示了石墨烯/Ni/Cu復合電觸頭材料的摩擦系數測試結果,分別對紫銅材料、銅鎳合金層以及石墨烯/Ni/Cu復合電觸頭材料進行旋轉摩擦實驗,測試總時長30 min.其中紫銅的摩擦系數最大,平均值為0.095 2.經電沉積鍍鎳制備的銅鎳合金層摩擦系數平均值為0.105 8,由于電沉積的鎳過渡層厚度僅為微米級別對摩擦系數影響很小,所以銅鎳合金層與銅基材料相比相差很小.
石墨烯/Ni/Cu復合電觸頭材料表面含有激光制備的大面積石墨烯涂層,其平均摩擦系數最小,為0.083 7.由圖9可以看出,激光法原位生長所制備的石墨烯涂層摩擦系數在測試7 min左右時增大,增大之前平均值為0.072 8,增大之后摩擦系數平均值為0.094 6,與紫銅材料接近.這是由于在測試過程中,隨著對偶球在石墨烯/Ni/Cu復合電觸頭材料石墨烯涂層表面不停旋轉摩擦,在7 min左右穿透石墨烯涂層,起潤滑性能的石墨烯涂層破損失效,導致后續摩擦系數測試結果與紫銅材料摩擦測試結果操持一致.摩擦系數曲線整體表明最優激光加工參數下制備的大面積石墨烯涂層較薄,但石墨烯/Ni/Cu復合電觸頭材料的潤滑性有一定程度提升.
2.3.4?復合電觸頭材料的熱導率
圖10展示了石墨烯/Ni/Cu電觸頭復合材料的導熱性能測試結果圖.圖10(a)為石墨烯/Ni/Cu電觸頭復合材料的熱擴散系數,使用激光熱導儀測得出具體數值,溫度變量為50 w,每個溫度得到3個熱擴散系數,隨著溫度的升高熱擴散系數減小.圖10(b)為石墨烯/Ni/Cu電觸頭復合材料的熱擴散系數平均值及標準差,數據結果顯示在500 ℃時為95 mm2/s.通過阿基米德排水法在實驗室實測得石墨烯/Ni/Cu電觸頭復合材料密度為8.809 g/cm3.根據λ=α·ρ·c可以計算出導熱系數(熱導率)λ(W/(m·K)).公式中,α為熱擴散系數(m2/s),ρ為密度(Kg/m3),c為比熱容J/(Kg·K),石墨烯的比熱容為1.4×103 J/(Kg·K).
圖10(c)為石墨烯/Ni/Cu電觸頭復合材料的導熱系數,隨著溫度升高導熱系數減小,圖10(d)顯示了石墨烯/Ni/Cu電觸頭復合材料的導熱系數平均值及標準差,結果表明,在500 ℃時石墨烯/Ni/Cu電觸頭復合材料的平均導熱系數為1 178 W/(m·K),純銅的導熱系數在500 ℃時為340 W/(m·K).石墨烯/Ni/Cu電觸頭復合材料的導熱系數為銅的3.43倍,石墨烯/Ni/Cu電觸頭復合材料的導熱性能有明顯提升,可顯著改善銅合金觸頭材料在實際應用過程中受到較高焦耳熱作用時極易被燒蝕產生機械變形導致的使用壽命低問題,可有效提升觸頭的熱學性能.
2.3.5?復合電觸頭材料的抗氧化特性
由于電觸頭在實際工況中應用時,開關處于頻繁的接通、斷開過程,會產生高熱量,觸頭材料對其在高溫下的抗氧化性提出了更高的要求,為了研究石墨烯/Ni/Cu電觸頭復合材料的抗氧化特性,采用氧化失重法計算石墨烯/Ni/Cu電觸頭復合材料的失重率w%,計算公式如下所示:
式(1)中:m1為初始石墨烯/Ni/Cu電觸頭復合材料的質量5.215 0 g,m2為氧化處理后石墨烯/Ni/Cu電觸頭復合材料的質量5.207 4g,失重率僅為0.14%,表明石墨烯/Ni/Cu電觸頭復合材料在高溫下氧化失重占比很小,符合預期結果.
圖11(a)為氧化處理前P點C元素含量為98.88%,O為0.79%,Cu為0.19%.圖11(b)為氧化處理后P′點C元素含量為71.08%,O為6.22%,Cu為22.7%.氧化處理結果表明,經過高溫氧化處理后,石墨烯/Ni/Cu電觸頭復合材料C元素含量下降約27%,O元素含量上升約6%,Cu元素含量上升22.5%,同時在高溫下厚層石墨烯涂層有脫落成為薄層石墨烯,使得紫銅基底有部分區域露出,石墨烯/Ni/Cu電觸頭復合材料有一定程度氧化,但氧化程度較小,在500 ℃下表現良好,有利于提升銅基觸頭材料抗氧化性.
3?結論
本文采用電沉積技術,通過外接電源控制電流大小5 mA、沉積90 s 后成功在紫銅表面引入平均厚度為25~27 μm的鎳過渡層,在該參數下沉積的鎳過渡層為(111)晶面,為六方密堆積,有利于后續石墨烯的生長.激光加工技術成功在鎳過渡層表面旋涂覆蓋石墨后制備大面積石墨烯涂層,激光輻照生長石墨烯薄膜的最優參數為:激光功率1.5 W,脈寬150 ns,掃描速度10 mm/s,加工3 次,頻率250 KHz.
本工作所制備的石墨烯/Ni/Cu復合觸頭材料硬度為245.45 HV,是紫銅的3.17倍;接觸電阻0.096 mΩ符合國家標準;摩擦系數0.083 7,是紫銅的0.73倍;500 ℃時復合材料導熱系數為1 178 W/(m·K),是紫銅的3.43倍.同時復合材料具有良好的抗氧化性能和強的膜基結合力,以上結果表明所制備的復合材料具有優異的電工特性,有良好的應用前景.本工作同時為石墨烯/銅新型復合觸頭領域提供了實驗基礎和理論解釋,為新型銅合金觸頭的制備提供了新的思路和實驗基礎.
參考文獻
[1] 張?喬,楊曉紅,劉北陽,等.特高壓系統用電容器組開關弧觸頭失效分析[J].高壓電器,2016,52(7):27-32.
[2] Biele L,Schaaf P,Schmid F.Method for contact resistance determination of copper during fast temperature changes [J].Journal of Materials Science,2021,56(5):3 827-3 845.
[3] 張曉輝.彌散銅/(W,Cr)電觸頭材料的組織與性能[D].洛陽:河南科技大學,2020:20-36.
[4] Yang L J,Ding D,Yuan Y,et al.Influence of contact layer on the sulphur corrosion of copper conductors in power transformers[J].High Voltage,2022,7(1):176-184.
[5] Chen W,Shi Y,Dong L,et al.Infiltration sintering of WCu alloys from copper-coated tungsten composite powders for superior mechanical properties and arc-ablation resistance[J].Journal of Alloys and Compounds,2017,728(3):196-205.
[6] Zhang Z G,Lu X T,Xu J R,et al.Characterization and tribological properties of graphene/copper composites fabricated by electroless plating and powder metallurgy[J].Acta Metallurgica Sinica (English Letters),2022,33(7):903-912.
[7] Cui L,Luo R,Wang L,et al.Novel copper-impregnated carbon strip for sliding contact materials[J].Journal of Alloys and Compounds,2017,735:1 846-1 853.
[8] Wu M L,Hou B S,Shu S C,et al.High oxidation resistance of cvd graphene-reinforced copper matrix composites[J].Nanomaterials,2019,9(4):498-504.
[9] Maharana H S,Rai P K,Basu A.Surface-mechanical and electrical properties of pulse electrodeposited Cu-graphene oxide composite coating for electrical contacts[J].Journal of Materials Science,2017,52(2):1 089-1 105.
[10] Cui R,Han Y,Zhu Z,et al.Investigation of the structure and properties of electrodeposited Cu/graphene composite coatings for the electrical contact materials of an ultrahigh voltage circuit breaker[J].Journal of Alloys and Compounds,2019,777(1):1 159-1 167.
[11] Pavithra C L P,Sarada B V,Rajulapati K V,et al.A new electrochemical approach for the synthesis of copper-graphene nanocomposite foils with high hardness[J].Scientific Reports,2014,4(1):1-7.
[12] Zhang Y,Li Y,Li Y,et al.TMOs@ Gr/Cu composites:Microstructure and properties[J].Materials & Design,2019,182(1):108 030.
[13] Huang G,Wang H,Cheng P,et al.Preparation and characterization of the graphene-Cu composite film by electrodeposition process[J].Microelectronic Engineering,2016,157(3):7.
[14] Hogan N J,Urban A S,Ayala-orozco C,et al.Nanoparticles heat through light localization[J].Nano Letters,2014,14(8):4 640-4 645.
[15] Ye X H,Long J Y,Lin Z,et al.Direct laser fabrication of large-area and patterned graphene at room temperature[J].Carbon,2014,68:784-790.
[16] 葉曉慧.激光快速原位制備石墨烯及其耐腐蝕性研究[D].北京:清華大學,2015:95-120.
[17] Liu H L,Zheng Y X,Moon K S,et al.Ambient-air in situ fabrication of high-surface-area,superhydrophobic,and microporous few-layer activated graphene films by ultrafast ultraviolet laser for enhanced energy storage[J].Nano Energy,2022,94:106 902.
[18] Chyan Y,Ye R,Li Y,et al.Laser-induced graphene by multiple lasing:Toward electronics on cloth,paper,and food[J].ACS Nano,2018,12(3):2 176-2 183.
[19] Stanford M G,Li J T,Chyan Y,et al.Laser-induced graphene triboelectric nanogenerators[J].ACS Nano,2019,13(6):7 166-7 174.
[20] 徐國輝,李喜春,董?彬,等.激光制備新型石墨烯/銅基復合電觸頭[J/OL].激光技術:1-14[2022-09-05].https://kns.cnki.net/kcms/detail/51.1125.TN.20220512.1644.004.html
【責任編輯:蔣亞儒】
基金項目:國家自然科學基金項目(61705125)
作者簡介:呂通發(1980—),男,內蒙古赤峰人,高級工程師,研究方向:電網運檢、觸頭材料