焊接速度對TC4鈦合金光纖激光焊接接頭組織性能的影響
2023-04-29 00:44:03郝星星陳文剛王曉南環鵬程李響劉志強
冶金信息導刊 2023年1期
關鍵詞:力學性能
郝星星 陳文剛 王曉南 環鵬程 李響 劉志強
摘 要:采用光纖激光器對4 mm厚的TC4鈦合金板進行了激光焊接,通過調整焊接速度獲得了不同熱輸入下的焊接接頭,利用金相設備、顯微硬度計和拉伸試驗機對焊接接頭的顯微組織和力學性能進行研究。結果表明:焊接速度從150 mm/s降低到120 mm/s時,焊縫密集型氣孔消失;當焊接速度為30 mm/s時,在焊縫中沒有觀察到氣孔;隨著焊接速度的降低,焊縫上熔寬從0.7 mm增加到2.5 mm,下熔寬從0.8 mm增加到2.8 mm。從母材到焊縫,針狀馬氏體α'的數量明顯增加,焊縫中心產生大量馬氏體α'。焊接接頭的顯微硬度從焊縫中心的367 HV下降到母材的344 HV;低焊接速度下,有利于氣孔逃逸出熔池,斷裂發生在母材。高焊接速度下,斷口中有氣孔產生,嚴重影響焊接接頭強度和延伸率,使得斷裂發生在焊縫。
關鍵詞:光纖激光器;TC4鈦合金;顯微組織;力學性能
EFFECT OF WELDING SPEED ON MICROSTRUCTURE AND PROPERTIES OF FIBER LASER WELDED JOINT OF TC4 TITANIUM ALLOY
Hao Xingxing1,2 Chen Wengang1 Wang Xiaonan2 Huan Pengcheng3 Li Xiang4 Liu Zhiqiang4
(1.School of Automobile and Traffic, Southwest Forestry University Kunming 650224, China;? 2. School of Iron and Steel, Soochow University Suzhou 215002, China; 3. State Key Laboratory of Rolling and Automation, Northeastern University Shenyang 110819, China;? 4. Wuxi Raycus Fiber Laser Technology Co., Ltd, Wuxi 214174, China)
Abstract:The laser welding of 4 mm thick TC4 titanium alloy plate was carried out by using fiber laser, and the welded joints with different heat input were obtained by adjusting the welding speed. The microstructure and mechanical properties of the welded joints were studied by metallographic equipment, microhardness tester and tensile testing machine. The results show that the dense pores in the weld disappear when the welding speed decreases from 150 mm/s to 120 mm/s. When the welding speed is 30 mm/s, no pores are observed in the weld. With the decrease of welding speed, the upper weld width increases from 0.7 mm to 2.5 mm, and the lower weld width increases from 0.8 mm to 2.8 mm. From the base metal to the weld, the number of acicular martensite α' increases obviously, and a large amount of martensite α' is produced in the center of weld. The microhardness of welded joint decreases from 367 HV in the center of the weld to 344 HV of the base metal. At low welding speed, the pores can escape from the molten pool, and the fracture occurs in the base metal. At high welding speed, there are pores in the fracture, which seriously affect the strength and elongation of welded joint, so that the fracture occurs in the weld.
Key words:fiber laser; TC4 titanium alloy; microstructure; mechanical properties
0 引 言
鈦及其合金具有比強度高、韌性高、優異的耐高溫性以及低密度等特點,因此被廣泛應用于航空航天、船舶海洋領域[1-3]。鈦合金通常分為三類:α鈦合金、β鈦合金和α+β鈦合金,牌號分別以T加A、B、C表示。相比于純鈦,TC4鈦合金兼有α和β兩類鈦合金的優點,即塑性好、抗腐蝕能力強、熱強性好等優點。當前,鈦合金的傳統焊接方式主要包括:傳統手工TIG、MIG焊、電子束焊接和激光焊接。
張建勛[4]等人研究了不同TIG焊接工藝的焊接接頭顯微組織及晶粒尺寸變化,結果表明,從焊縫中心到母材晶粒尺寸呈非線性變化,其梯度在柱狀晶和粗晶區交界處出現最大值,稱之為晶粒梯度特征值。引入這一概念,以表征焊接接頭顯微組織的非均勻性,對鈦合金焊接接頭的服役性能有重要意義。Wang等人[5]研究不同光束模式對鈦合金電子束焊接接頭組織和性能的影響。結果表明,母材為等軸組織,焊縫為十字交叉組織α'馬氏體且焊縫的硬度高于熱影響區和母材。傳統的手工TIG、MIG焊,雖然焊接設備成本低廉、工人的操作難度也小,但是工人焊接速度往往較低,當遇到較為精密的結構件,往往會引起一些質量問題[6]。電子束焊接在鈦合金的焊接中具有高能量密度,深焊縫,焊接速度快等特點[7],但是電子束焊接過程需要在真空環境下進行,因此在焊接一些特殊的鈦合金結構件時受到了限制[8]。與上述焊接方法相比,激光焊接是一種高能束焊接方式具有高能量密度、低維護成本、易實現自動化等特點[9-10],與電子束焊接相比,無需在真空環境進行,且焊接機器人的行程較大,可以焊接尺寸更大的結構件。李鎮[11]等人采用光纖激光器對TC4鈦合金進行焊接,發現焊縫中存在一定氣孔,焊縫組織為粗大的β柱狀晶,晶內為針狀馬氏體,且焊縫的硬度最高,母材最低。
然而,TC4鈦合金在激光焊接過程中受到焊接熱循環的影響,是一個復雜的過程。目前在激光焊接中存在的問題主要有氣孔問題、焊接接頭保護問題和晶粒粗化問題。因此,本文利用光纖激光器對TC4鈦合金進行激光焊接,研究了焊接速度對TC4鈦合金焊接接頭的宏觀形貌、氣孔及組織性能的影響,旨在為進一步優化TC4鈦合金的激光焊接工藝提供必要的理論依據。
1 試驗材料及方法
1.1 試驗材料
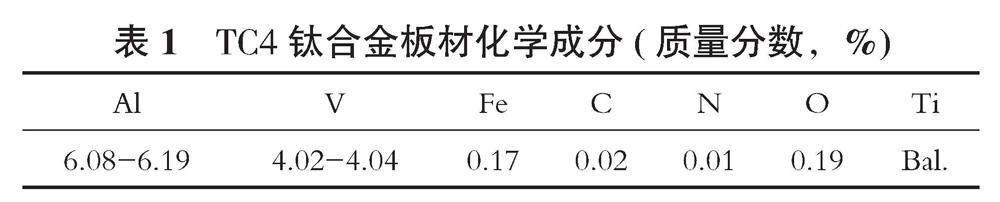
本文采用輝景金屬材料公司生產的TC4鈦合金板材,焊接樣品尺寸為60 mm × 70 mm × 4 mm,其化學成分見表1。圖1給出了母材的顯微組織,從圖中看出TC4鈦合金母材由黑色的初生α相和白色β相組成,且白色的α相分布在黑色的β相晶界處。
1.2 試驗方法
本試驗采用波長為1 080 nm,芯徑34 ?m的Raycus光纖激光器,光纖激光器最大輸出功率為4 kW。因為鈦合金在焊接過程中極易和空氣中的氫氣、氧氣和氮氣發生反應,而導致接頭力學性能下降,所以在焊接過程中對焊縫正面和背部均采用惰性氣體保護,惰性氣體體積分數為99.99%的氬氣,流量為30 L/min。
本文通過改變光纖激光功率來控制熱輸入,來獲得全熔透焊接接頭,焊接工藝參數見表2。光纖激光功率為3 kW,焊接速度分別為150,120,30 mm/s,根據焊接熱輸入計算公式可計算出不同焊接速度下對應的熱輸入分別為20,25,100 J/mm。焊接熱輸入計算公式為:
P
E= ——? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (1)
V
式中:E為熱輸入;P為激光功率;v為焊接速度。
采用Kroll試劑(2 ml HF+6 ml HNO3+100 ml H2O)對拋光后的接頭樣品進行化學腐蝕,試樣結束后,用酒精沖洗并吹干。使用VHX-S650E金相顯微鏡和日立SU500場發射掃描電子顯微鏡觀察接頭顯微組織。采用HV1000IS顯微維氏硬度計,按照《GB/T4340.1-2009金相維氏硬度試驗》測試接頭的顯微硬度,測試位置為接頭上表面1/2處,間隔0.2 mm,載荷為500 g,加載時間15 s。采用WDW-200E萬能拉伸試驗機進行拉伸,拉伸速度為2 mm/min,拉伸試樣尺寸如圖2所示。
2 試驗結果及分析
2.1 焊縫成形及氣孔分析
圖3顯示三種不同焊接速度下焊接接頭的上、下表面和橫截面形貌。與Hong[12]所述相似,TC4鈦合金的焊縫外觀顏色可以有效的檢測焊縫表面氧化程度。觀察到所有焊縫上、下表面顏色僅有銀色和淡黃色,這表明在焊接過程中保護氣可以很好的抵抗大氣污染,對熔池起到最佳保護效果。當焊接速度為150 mm/s時,從圖3b中看出有部分未熔透。隨著焊接速度的降低,焊接接頭由未熔透過渡到全熔透。三種不同焊接速度下的橫截面形貌在不同區域表現出明顯的特征,分別為母材(BM)、熱影響區(HAZ)和焊縫(WS),其中焊縫是母材受熱完全熔化后凝固而成的區域,熱影響區是母材受到焊接熱循環沒有熔化但發生相變的區域。
TC4鈦合金激光焊接中的氣孔形成可分為兩類:一種是由氫氣引起的冶金氣孔,這種氣孔輪廓呈規則圓形,內壁光滑;另一種是由焊接過程中匙孔不穩定產生的氣孔,這種氣孔呈不規則的多邊形。在激光焊接過程中,氫氣的溶解度隨著溫度的升高而降低。當溫度下降時,雖然氫氣在鈦合金中的溶解度會增加,但是由于激光焊接的速度很快,熔池冷卻速度很快,氫氣沒有足夠的時間從焊縫中逸出[13]。眾所周知,冶金氣孔的形成實際上是氣孔逃逸速度和結晶速度競爭的結果。由浮力驅動氣孔逃逸速度可用下列公式表示:
2? ? (ρ1-ρ2 )gr2
vf= — —————? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (2)
9? ? ? ? ? η
式中:ρ1是液態金屬的密度,ρ2是氣體的密度,g是重力加速度,r是氣孔的半徑,η是熔池的黏度[14]。如圖3c所示,當焊接速度為150 mm/s時,焊接接頭處于未熔透狀態,在焊縫底部觀察到有大量的密集型冶金氣孔產生。如圖3f所示,焊接速度為120 mm/s時,焊接接頭處于熔透狀態,焊縫密集型氣孔消失,氣孔位置由焊縫底部移動至焊縫中部。由于焊接接頭在熔透的狀態下,大量的氣孔可以從接頭表面逃逸出去,留在焊縫中部的氣孔,未能逃逸出去,形成氣孔。當焊接速度為30 mm/s時,在接頭橫截面未觀察到肉眼可見的氣孔。
圖4給出了焊縫橫截面示意圖及焊接接頭熔寬統計圖。由統計結果知,當焊接速度從150 mm/s降低到30 mm/s時,焊縫上熔寬從0.7 mm增加到2.5 mm,下熔寬從0.8 mm增加到2.1 mm。隨著焊接速度的降低,激光在板材表面停留時間增加,母材吸收更多的能量,焊接接頭的熔合區和熱影響區面積增加。
2.2 焊接接頭顯微組織
由于不同焊接速度下的焊接接頭顯微組織轉變規律相似,圖5以焊接速度為30 mm/s的焊接接頭為例,對焊接接頭的顯微組織轉變規律進行研究。圖5a是在金相顯微鏡下TC4鈦合金焊縫低倍組織,觀察到柱狀晶由融合線向焊縫中心生長,焊縫結晶方向總是與最大溫度梯度方向一致[15]。焊縫不同區域柱狀晶的尺寸和生長方向不同。焊縫中部的熔池體積較小,柱狀晶從焊縫兩側向中心相對生長。靠近焊縫上下部的柱狀晶由融合線向焊縫中心彎曲生長,且焊縫上部柱狀晶尺寸大于焊縫下部柱狀晶尺寸,因為在激光焊接過程中,焊縫上部熱輸入較大,熔池冷卻速度相對較慢,柱狀晶有足夠的時間長大;焊縫下部熱輸入較小,所以柱狀晶尺寸較小。
TC4鈦合金在焊接過程中不同區域的顯微組織主要受冷卻速度的影響[16]。如圖5b所示,靠近母材的HAZ不僅觀察到針狀馬氏體α'和塊狀馬氏體α,還有原始α相和β相。原始α相和β相的存在表明該區域的溫度低于β相轉變溫度,在加熱過程中α相沒有完全轉變為β相,因此在冷卻過程中保留了原始α相。如圖5c所示,觀察靠近焊縫的HAZ主要由針狀馬氏體α'和少量塊狀馬氏體α組成。塊狀馬氏體α的存在說明該區域的最高溫度超過β轉變溫度,但是低于液相線溫度,隨后冷卻下來,且冷卻速度在20 ℃/s到410 ℃/s之間。此外,靠近焊縫的HAZ沒有觀察到原始α相和β相。觀察焊縫中心的顯微組織主要由針狀馬氏體α'組成,表明該區域的冷卻速度超過410 ℃/s,使得β相完全轉變為針狀馬氏體α',較細的針狀馬氏體α'交叉生長形成網籃結構,如圖5d所示,這與Ahmed和Rack[17]觀察到的結果一致。
2.3 焊接接頭力學性能
2.3.1 顯微硬度
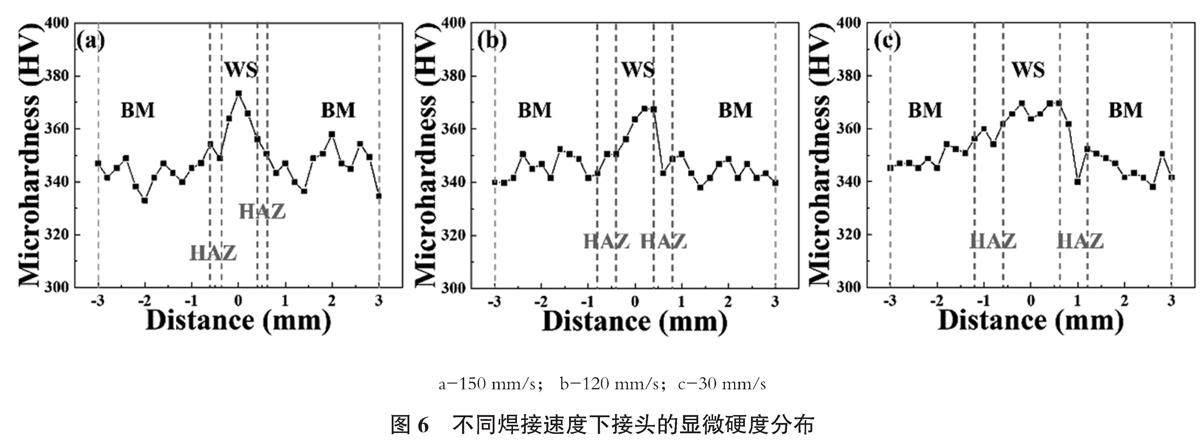
圖6顯示了不同焊接速度下的顯微硬度分布(距離焊接接頭上表面1/2處)。可見三種焊接接頭的顯微硬度分布規律相似,從母材到焊縫硬度呈上升趨勢。三種接頭母材的平均硬度依次為344 HV、344 HV、346 HV;熱影響區的顯微硬度依次為358 HV、355 HV、350 HV;焊縫的平均硬度依次為367 HV、366 HV、362 HV。這是由于焊縫中生成大量的馬氏體α'相,距離焊縫越遠的區域馬氏體α'相是數量越少,母材中沒有馬氏體α'相。
2.3.2 拉伸性能
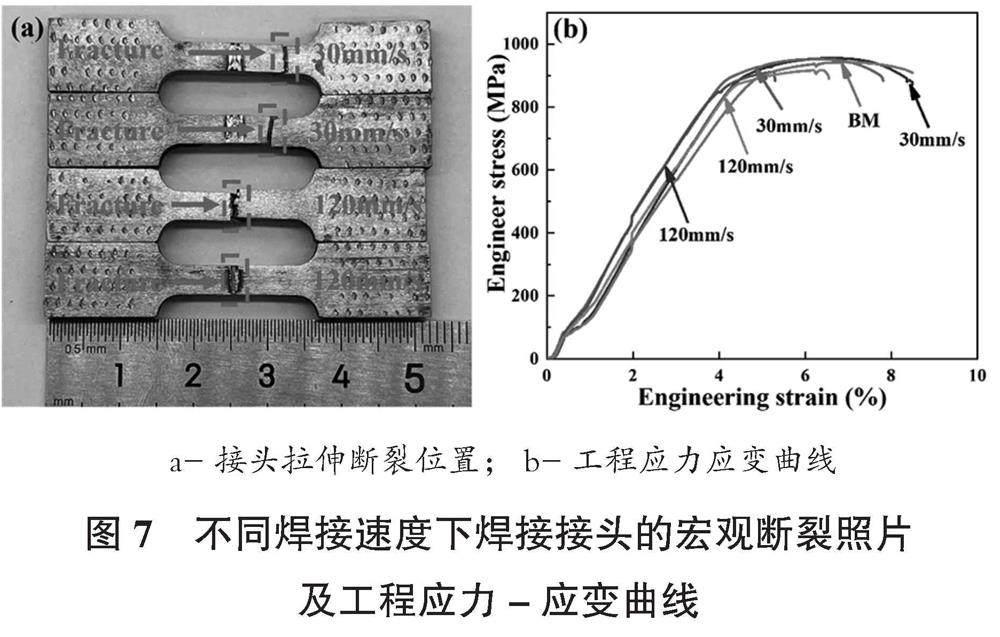
圖7給出了不同焊接速度下焊接接頭的宏觀斷裂照片及工程應力-應變曲線,拉伸性能見表3。由圖可知,當焊接速度為120 mm/s時,焊接接頭在焊縫處斷裂,平均抗拉強度和延伸率分別為914 MPa和5%。當焊接速度下降到30 mm/s時,焊接接頭均在母材處斷裂,平均抗拉強度和延伸率分別為955 MPa和10%。
圖8為不同焊接速度焊接接頭拉伸斷口形貌,斷口都呈韌窩特征,為典型的韌性斷裂,唯一不同的是韌窩數量有所不一樣。當焊接速度為30 mm/s時,從圖8c和8d中觀察到大量的韌窩。當焊接速度為120 mm/s時,觀察圖8a和8b,斷口內存在少量的韌窩和直徑小于50 ?m的氣孔。氣孔的產生會造成應力集中,導致焊縫的強度和延伸率降低。因此控制氣孔的數量可以一定程度上提高焊接接頭質量。
3 結 論
1)隨著焊接速度的降低,氣孔類型由焊縫底部的密集型氣孔轉變為焊縫中部的單個氣孔,當焊接速度為30 mm/s時,在焊縫中沒有觀察到氣孔;當焊接速度小于120 mm/s時,獲得全熔透焊縫。隨著熱輸入的增加,上熔寬從0.7 mm增加到2.5 mm,下熔寬從0.8 mm增加到2.1 mm。
2)焊縫上部柱狀晶尺寸明顯大于下部,且上部柱狀晶生長方向由融合線向焊縫中心彎曲生長,中部柱狀晶從焊縫兩側向中心生長。TC4鈦合金的顯微組織轉變主要受冷速的影響。從母材到焊縫,針狀馬氏體α'的數量明顯增加,焊縫中心產生大量馬氏體α'。
3)因為馬氏體α'的存在,使得焊縫中顯微硬度高于熱影響區和母材。隨著焊接速度的增加焊縫馬氏體從367 HV降低到362 HV。低焊接速度下,有利于氣孔逃逸出熔池,斷裂發生在母材。高焊接速度下,拉伸斷口觀察到氣孔,嚴重影響焊接接頭強度和延伸率,使斷裂發生在焊縫。
參考文獻
[1] Zhang L , Gobbi S L , Norris I , et al. Laser Welding Techniques for Titanium Alloy sheet[J]. Journal of Materials Processing Technology, 1997, 65(1):203-208.
[2] 劉佳佳,張艷苓,韓秀全,等.TC4鈦合金激光焊接頭組織及超塑性能研究[J].熱加工工藝,2013,42(21):46-48+51.
[3] 張穎云,朱增輝,劉江哲,等.1.2 mm厚TC4鈦合金薄板激光焊工藝研究[J].應用激光,2019,39(4):596-601.
[4] 張建勛,董麗娜,張林杰,等. 鈦合金TIG焊接頭晶粒尺寸非線性梯度特征[J].焊接學報,2012,33(12):1-4+113.
[5] Shaogang, Wang, Xinqiang, et al. Investigation on the Microstructure and Mechanical Properties of Ti-6Al-4V Alloy Joints with Electron Beam Welding[J]. Materials & design, 2012, 36(Apr.):663-670.
[6] 康浩方. 國內外鈦設備的焊接技術現狀[J].鈦工業進展,2003(Z1):70-73.
[7] 許鴻吉, 尹麗香, 李晉煒, 等. TC4 鈦合金電子束焊接接頭組織和性能[J]. 焊接學報, 2005, 26(11): 43-46.
[8] 蘆偉. 厚壁鈦合金電子束焊接接頭斷裂安全評定方法研究[D]. 北京: 北京工業大學, 2013.
[9] Quintino L, Costa A, Miranda R. Welding with high power fiber lasers – A preliminary study[J]. Materials & Design, 2007, 28(4): 1231-1237.
[10] Campanelli S L, Casalino G, Mortello M, et al. Microstructural Characteristics and Mechanical Properties of Ti6Al4V Alloy Fiber Laser Welds[J]. Procedia Cirp, 2015, 33: 428-433.
[11] 李鎮,趙偉,張輝.TC4鈦合金激光焊接接頭組織及力學性能研究[J].齊魯工業大學學報,2021,35(4):48-52.
[12] Hong K-M, Shin Y C. Analysis of microstructure and mechanical properties change in laser welding of Ti6Al4V with a multiphysics prediction model[J]. Journal of Materials Processing Technology, 2016, 237: 420-429.
[13] Zhan, Xiaohong. The porosity formation mechanism in the laser welded joint of TA15 titanium alloy. Materials Research Express,2019: 076558.
[14] Zhu C , Tang X , He Y , et al. Characteristics and formation mechanism of sidewall pores in NG-GMAW of 5083 Al-alloy[J]. Journal of Materials Processing Technology, 2016, 238:274-283.
[15] 徐潔潔. TC4鈦合金激光焊接接頭組織性能研究[D].北京:北京工業大學,2009.
[16] Xu P-Q, Li L, Zhang C. Microstructure characterization of laser welded Ti-6Al-4V fusion zones[J]. Materials Characterization, 2014, 87: 179-185.
[17] Ahmed T , Rack H J . Phase transformations during cooling in α+β titanium alloys[J]. Materials Science and Engineering, 1998, 243(1):206-211.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53