稀土元素Y對鐵基耐磨堆焊層組織和性能的影響
2023-06-02 01:44:42劉治宇馮宇軒劉政軍王振宇
電焊機 2023年5期
劉治宇,馮宇軒,劉政軍,劉 崢,王振宇
1.沈陽市市場監管事務服務中心(沈陽市檢驗檢測中心) 沈陽計量測試院,遼寧 沈陽 110027
2.沈陽工業大學 材料科學與工程學院,遼寧 沈陽 110870
0 前言
在制造業發展飛速的時代,工業生產對材料耐磨性能的要求越來越嚴格,開發新型耐磨材料勢在必行[1-3]。Fe-Cr-C-B 系合金作為高鉻鑄鐵基本合金體系,因其廣泛的應用范圍和良好的力學性能得到學者們的廣泛關注[4-8]。一些學者[9-12]將各種合金元素加入此合金體系中,使堆焊層組織中大量地產生原位生成的合金碳化物,形成了復雜共晶化合物和金屬間化合物等,同時還使硬質相尺寸和分布形態發生良性轉變,從而顯著提高堆焊層的耐磨性能,但同時也產生了B元素帶來的硬質相脫落問題。近年來,中外許多研究人員[13-15]發現,在堆焊層中添加稀土元素能夠使材料的性能發生良性轉變,優化合金組織,細化焊料基體中的金屬間化合物尺寸,從而大幅提升硬度及耐磨性。但目前中外學者對Y元素對堆焊層組織性能的影響研究較少。
本文采用Q235 鋼作為母材,在Fe-Cr-C-B 合金系中加入稀土元素Y制備藥芯焊絲,采用熔化極氣體保護焊技術制備耐磨堆焊合金。研究稀土元素Y 的添加對堆焊層耐磨性能產生影響的機理及規律,并確定其堆焊層最佳性能時的Y 元素含量。研究結果對于延長材料的服役時間、提高材料性能、擴大材料適用范圍具有正面作用,同時對基礎研究和工程化應用具有一定意義。
1 試驗材料及方法
1.1 堆焊合金制備
首先制備不同Y 元素含量(0%、0.4%、0.8%、1.2%、1.6%、2.0%)的Fe-Cr-C-B-Y合金粉末,因為藥粉極易吸收水分而產生氣孔、裂紋等缺陷,所以需要將其放入烘干爐,150 ℃烘干保溫1 h,隨爐冷卻后,稱重并混合均勻待用。選用連軋法制備藥芯焊絲,將制成的金屬粉末放入清洗干凈的H08A 鋼帶,藥粉填充率為35%,鋼帶成分見表1,經過多次輥壓拉拔,將填有藥粉的U 型鋼帶接口逐級封閉,最終形成直徑2.4 mm全封閉O型截面藥芯焊絲。

表1 H08A化學成分(質量分數,%)Table 1 Chemical composition of H08A (wt.%)
試驗采用尺寸為180 mm×150 mm×20 mm 的Q235低碳鋼板作為母材,因其廣泛的應用范圍而具有代表性和研究價值。母材在進行堆焊前應采用機械打磨去除氧化皮,并用無水乙醇清洗,采用熔化極氣體保護焊,將藥芯焊絲堆焊到母材表面,工藝參數見表2。

表2 堆焊工藝參數Table 2 Surfacing parameters
1.2 試驗方法
采用線切割的方法從堆焊合金上切取尺寸為10 mm×10 mm×10 mm的金相試樣。使用200~2 000目砂紙,依次遞增打磨使試樣表面光滑平整。使用3.5 粒徑的水溶性金剛石研磨膏對完成細磨的試件在拋光機上進行拋光,直至在100 倍顯微鏡下無明顯劃痕,拋光結束后使用無水乙醇清洗。使用4%的硝酸酒精溶液腐蝕試件,直至表面變成銀灰色停止腐蝕。腐蝕完成后再次使用無水乙醇清洗。
采用XRD-7000 X射線衍射儀分析堆焊層的物相組成,具體參數為:純Cu 靶材,管電壓40 kV,電流30 mA,步長4 degree/min,掃描范圍20o~100o。采用配備能譜儀的S-3400N 掃描電子顯微鏡觀察堆焊層及磨損后試樣的微觀組織形貌,放大倍數為1 000倍。使用HR-150A洛氏硬度計對堆焊層進行宏觀硬度測試,載荷15 kg,加載時間10~15 s。采用MLS-23 型濕砂橡膠輪式磨損測試機進行磨損測試,沖擊角30 ℃,石英砂250 μm,砂漿濃度70%,轉速240 r/min,試驗時間5 min,磨損試件尺寸56 mm×27 mm×10 mm,采用BL410F 電子天平(1 mg)對試樣磨損前后質量進行對比計算磨損量。
2 結果與分析
2.1 Y元素對相結構的影響
堆焊試樣X 射線衍射圖譜如圖1 所示,Y 元素含量的添加并沒有改變堆焊合金的物相種類,但各相比例發生了變化。在衍射圖譜中,通過對比標準PDF 卡片可以看出,奧氏體、鐵素體、M7(C,B)3、M2B具有最高的衍射峰,說明它們是構成堆焊層組織的主要相,M 代表Fe、Cr 元素。其中奧氏體衍射峰強度最大,說明其為堆焊層基體,同時堆焊層中C、B原子固溶到碳化物中,形成了復合的硼碳化合物作為硬質相,如M7(C,B)3、M2B 等。未加入Y 元素的Fe-Cr-C-B 堆焊層XRD 圖譜中,碳硼化物的衍射峰比較多,情況比較復雜,而加入Y元素后,衍射峰強度有所增加,面積略有降低,碳硼化合物的衍射峰稍有簡化,說明組織晶粒進一步細化,同時Y元素的添加促進了碳硼化合物在晶界處生成。
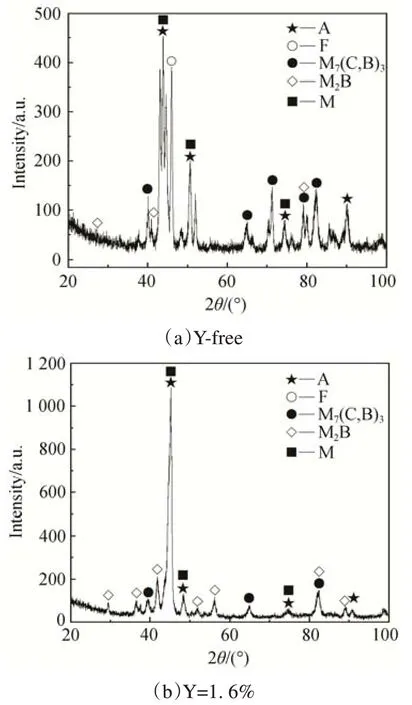
圖1 Fe-Cr-C-B-Y堆焊層X射線衍射圖譜Fig.1 X-ray diffraction pattern of Fe-Cr-C-B-Y surfacing layer
2.2 Y元素對顯微組織的影響
不同Y 含量的Fe-Cr-C-B-Y 堆焊層掃描電子顯微鏡組織如圖2所示。堆焊層組織呈典型的枝晶結構,與未添加Y元素時相比,Y元素的添加使晶粒尺寸明顯減小,同時使硬質相分布更為均勻,致使堆焊合金的耐磨性顯著提高。這是因為Y 元素具有較高的表面活性,可以作為形核核心,促進晶粒形核,同時析出相起到釘扎原奧氏體晶界的作用,阻礙晶界遷移。隨著Y元素含量的增加,由碳硼化物硬質相構成的共晶組織逐漸增多,且從連續層片狀向多邊形轉變,但在添加量達到1.6%以后不再發生明顯變化。
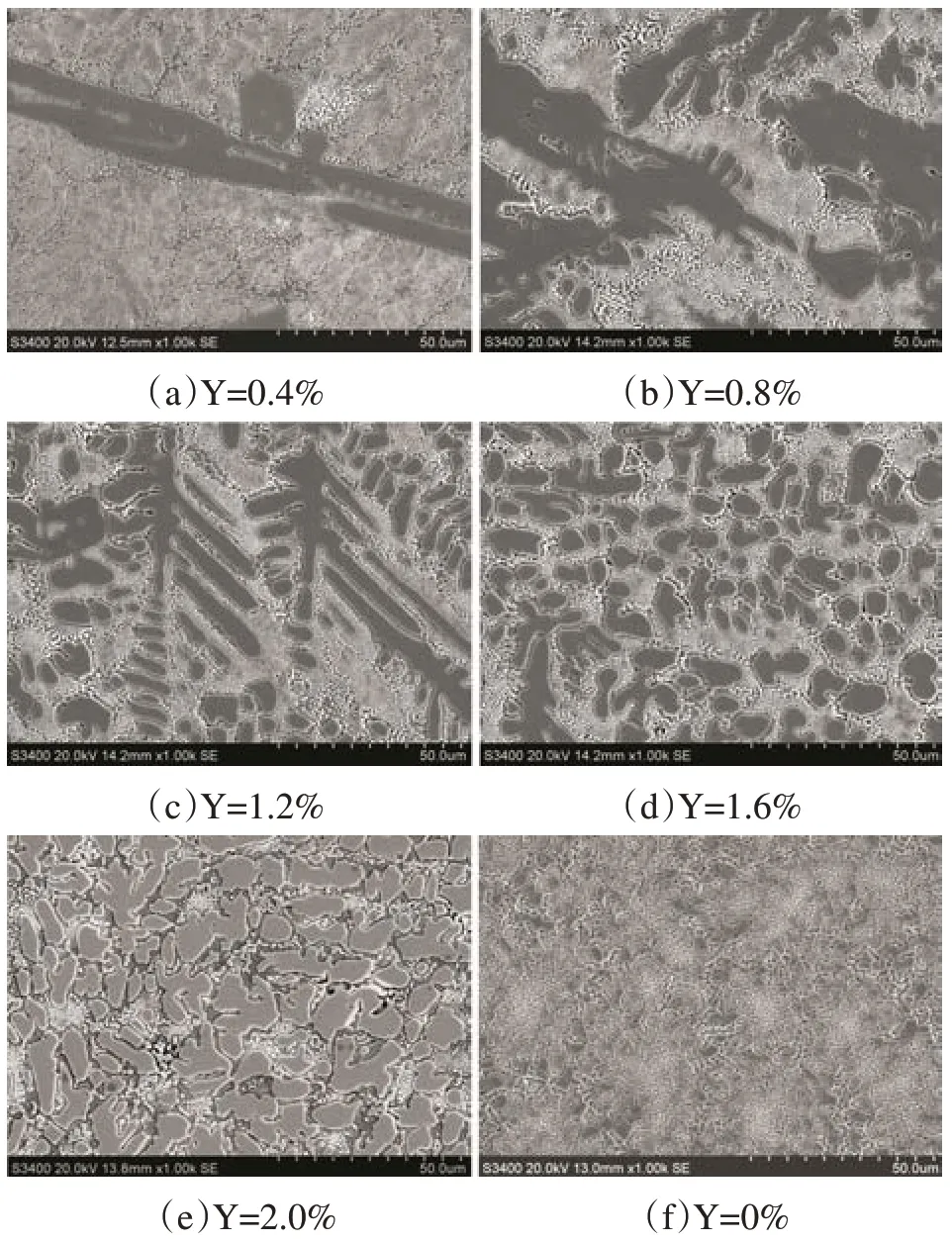
圖2 Fe-Cr-C-B-Y堆焊層掃描電子顯微組織Fig.2 Scanning electron microstructure of Fe-Cr-C-B-Y surfacing layer
為進一步明確堆焊層各相的結構類型,對Y含量為1.6%的試樣取四點進行成分分析,取點位置及能譜圖像如圖3所示,結果如表3所示。可以看出A點各元素成分中Fe 占據絕大部分,還有少部分Cr、C、B固溶到其中,可以確定A點各元素成分中(Fe+Cr)∶(C+B)=7∶3,該多邊形組織是M7(C,B)3;B 點是奧氏體基體;C點各元素成分中(Fe+Cr)∶B=2∶1,可以確定該菊花形狀組織是M2B;而黑色區域D 被灰色碳硼化合物包裹著,說明添加的Y2O3可能作為初生M7(C,B)3碳硼化合物的異質形核核心。
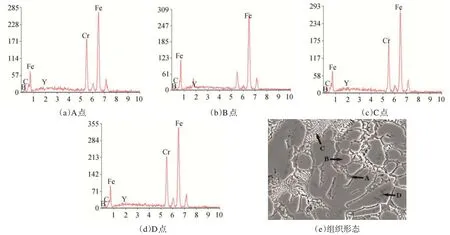
圖3 1.6%Y的堆焊層能譜分析Fig.3 Energy spectrum analysis of 1.6% Y surfacing layer
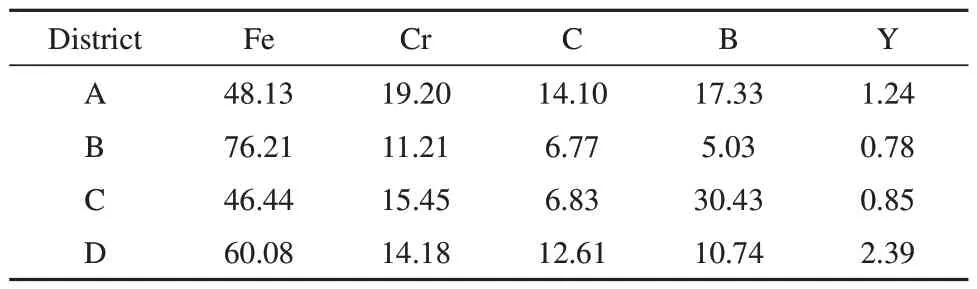
表3 1.6%Y的堆焊層EDS分析(原子分數,%)Table 3 EDS analysis of 1.6% Y surfacing layer (at.%)
從堆焊層性能的角度分析,因為共晶碳硼化物呈連續網狀形態分布,所以硬度低,對基體還有割裂作用。但若基體組織與共晶硬質相在數量和分布形態等方面有良好配合,即在基體組織中固溶一定量的C、Cr和B原子時,可以起到第二相強化的作用,能夠在提高硬度的同時,保持良好的韌性,使之與周圍的共晶硬質相通過互相作用共同抵抗磨粒的磨削,則能大幅度提高堆焊層的硬度與耐磨性。而Y 元素的添加進一步使Fe-Cr-C-B 堆焊合金的組織細化,改善了原合金共晶硬質相過多而易脫離基體組織的保護、在磨損過程中成塊脫落,導致耐磨性下降的缺點。
2.3 Y元素對硬度和耐磨性的影響
為進一步明確Y 元素對堆焊層性能的影響,對堆焊層進行硬度及耐磨性測試。應用洛氏硬度計對Fe-Cr-C-B-Y 堆焊合金進行取點測量,所得硬度值如表4所示,平均硬度值最小值為57.3 HRC,最大值為67.5 HRC。添加Y 元素的堆焊層硬度顯著高于未添加Y元素的硬度,可見添加Y元素后,堆焊合金的硬度明顯提高。

表4 Fe-Cr-C-B-Y堆焊層洛氏硬度值Table 4 Rockwell hardness of Fe-Cr-C-B-Y surfacing layer
Fe-Cr-C-B-Y 堆焊層平均硬度與磨損失重對比曲線如圖4所示,隨著Y添加量的增加,堆焊層平均硬度先增加后減小,而磨損量出現與之相反的趨勢。在Y 添加量為1.6%時,平均硬度為67.5 HRC,磨損量達到最小值0.864 g。此后,隨著Y的繼續添加,平均硬度出現下降趨勢,磨損量逐漸上升。結果表明,適量Y的添加對提高堆焊層的耐磨性有顯著效果,但添加過量Y則會導致耐磨性下降。
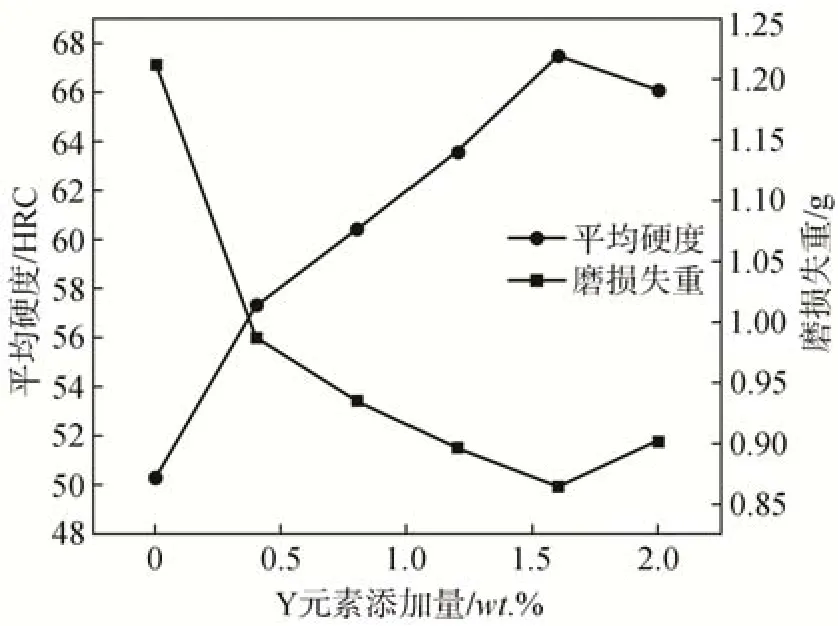
圖4 Fe-Cr-C-B-Y堆焊層平均硬度與磨損失重對比曲線Fig.4 Comparison curve of average hardness and wear loss of Fe-Cr-C-B-Y surfacing layer
Fe-Cr-C-B-Y 堆焊合金的掃描電鏡磨損形貌如圖5所示,其變化規律基本與磨損曲線一致,可以看出其中有著明顯的犁溝,兩側有塑性變形產生的隆起,說明其磨損機制主要為磨粒磨損。隨著Y含量的增加,犁溝逐漸變淺,數量逐漸減少,其中Y含量為1.6%時,Fe-Cr-C-B-Y堆焊層的犁溝最淺、數量最少,最為平整,且沒有磨損剝落,故磨損量也最小,而當Y含量再增加時,犁溝又加深、增多。

圖5 Fe-Cr-C-B-Y堆焊層磨損形貌Fig.5 Wear morphology of Fe-Cr-C-B-Y surfacing layer
當Y 元素添加量較小時,析出的第二相碳硼化合物具有較高的硬度值,阻礙了位錯的運動,從而使堆焊層硬度值提高。而且Y 元素的添加還可以增加堆焊層的晶界數量,細化晶粒尺寸。因此在Y元素添加量較少時,由于第二相強化和細晶強化的作用,可以大大地穩定堆焊層的性能,提升堆焊層的硬度,同時有效改善硬質相脫落引起的耐磨性下降問題。但是當其添加量過大時,硬質相碳硼化物將發生球化,使堆焊合金硬度降低,進而導致其耐磨性降低。綜上所述,可以看出Y元素的添加應適量,在1.6%時性能最佳。
3 結論
(1)對于Fe-Cr-C-B-Y 堆焊合金而言,Y 元素的添加并沒有使堆焊層的物相種類發生改變,組織依然由奧氏體(γ-Fe)、鐵素體(α-Fe)、M7(C,B)3、M2B相組成。
(2)Y2O3可作為M7(C,B)3碳硼化合物的異質形核核心,隨著Y 含量的增加,堆焊層組織中碳硼化物形狀結構、尺寸數量都發生變化,其由板條狀轉變為多邊形結構,對組織的細化效果顯著提升。
(3)隨著Y 含量的增加,硬度呈現先增加后減小的趨勢,磨損量先減小后增加,當Y 添加量為1.6%時,基體相與共晶組織匹配最佳,耐磨性最好。
