基于STM32的核電站管道TIG自動焊控制系統設計
2023-06-02 01:44:48王世培孫秋陽王海東李竹淵潘國偉劉金平姚舒揚
電焊機 2023年5期
王世培,孫秋陽,王海東,李竹淵,潘國偉,劉金平,姚舒揚
1.核工業工程研究設計有限公司,北京 101300
2.北京市核電先進堆型焊接與檢測工程技術研究中心,北京 101300
0 前言
近年來,隨著我國在“雙碳目標”的不斷推進,在構建低碳化能源體系總體要求下,預計到2030年我國核電裝機容量將占總發電量的10%以上,到2060 年將達到20%以上[1]。面向國家的重大需求,急需加快我國核電技術發展及建設規模,提高核電占比。針對核電占比的增加,核電站的建設在未來幾年將會面臨多項目同時施工的問題,焊接是核電站建設中重要的傳統工藝,其中管道焊接是核島安裝中最重要的焊接工作,具有質量要求嚴格、焊接工程量大等特點。隨著科技和經濟的發展,焊接技術作為工業生產的重要組成部分,傳統的手工焊已經不能滿足現代科技高速發展需要,現代焊接技術正朝著機械化、全自動化、智能化的方向發展。
目前,核電管道焊接還是以手工焊為主,存在焊接效率低,焊接質量參差不齊,焊工招聘、人才培養困難等問題。雖然已有部分核電項目在管道焊接引進了自動焊設備,但自動焊占比不足20%,且自動焊設備以進口為主,設備價格和維修成本高昂,設備使用、維護等技術支持以及售后存在困難和風險,使焊接效率和質量難以保證[2]。隨著國際貿易形勢的變化,存在技術壁壘、“卡脖子”的風險。
為解決上述問題,開展了核電站管道自動焊裝備系統的自主化研發,設計完成了以STM32F407 VGT6 為控制器,帶有線控器、觸摸屏和通信模塊,用于控制4 軸焊接小車運動、焊機的實時通訊和搭載互聯網的管道自動焊接系統,實現自動焊設備控制和監測,降低自動焊設備成本和焊接難度,減少人員投入,改善操作環境,提高焊接效率和保證焊接質量[2]。為核電站建設焊接技術自動化,焊接設備國產化的推進,奠定了堅實的基礎。
1 系統硬件設計
硬件系統由主控單元、供電模塊、焊機通訊單元、物聯網模塊、線控器、觸摸屏、電機驅動單元組成,如圖1所示。主控單元以STM32單片機作為系統的控制核心,負責各部分的協同控制和數據的處理;供電模塊提供系統需求的工作電壓[3];焊機通訊單元實現主控單元與氬弧焊機之間雙向實時數據通訊,實現對焊機的精準控制;物聯網模塊實現物聯網通訊,可以搭載云平臺實現焊接設備數據與狀態的實時觀測[4];電機驅動單元實現主控單元對運動機構速度、方向的實時控制;觸摸屏和線控器作為系統的人機交互機構,可實現焊接參數的設置、焊接位置的調整等,線控器的設計方便操作員實時觀測焊接狀態,調整焊機姿態及焊接弧壓等焊接參數;觸摸顯示屏實現焊接工藝設定以及焊接狀態的顯示。各模塊相互配合實現對焊接設備的控制,保證焊接質量及焊接效率[5]。
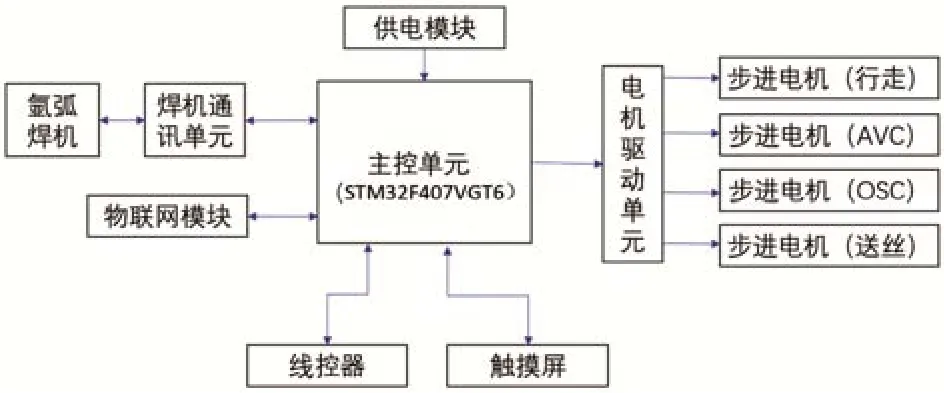
圖1 系統硬件結構Fig.1 Structure of system hardware
1.1 主控單元
自動焊接系統的主控單元由單片機和外圍電路組成。控制系統設計考慮到成本、設計外觀體積、功能穩定性及可靠性,選擇高性能的STM32F40 7VGT6 單片機作為設計的核心控制器。該單片機系統結構如圖2 所示,為意法半導體生產的ARM?Cortex?-M4 內核,180 M 主頻,內嵌1 M 字節flash的高性能32 位微控制器,支持所有ARM 單精度數據處理指令和數據類型,可執行全套DSP 指令,并包含1個存儲器保護單元,加強應用的安全性,以及1個加強范圍的輸入輸出,外部設備連接至2個APB總線,3個AHB總線和1個32位多AHB總線矩陣。
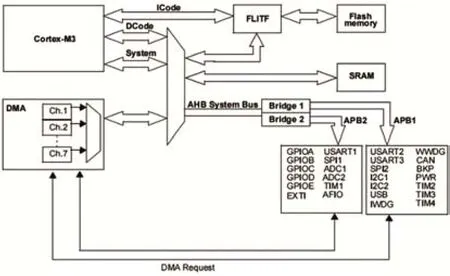
圖2 單片機系統結構Fig.2 Structure of MCU system
主控單元作為自動焊設備的控制核心,接受線控器和觸摸屏的指令,將指令經過計算分析處理之后,傳輸至焊機通訊單元、電機驅動單元、物聯網模塊等執行相應的動作。
1.2 電機驅動單元
現有的自動焊接設備在機械結構的運動行走機構上多采用開環步進驅動技術,步進電機是可用于精準控制的特種電機,其旋轉方式是以固定角度一步一步運行,具有零積累誤差的特點。步進電機驅動單元將發出的脈沖信號轉化為步進電機的角位移,控制系統每發一個脈沖信號,通過驅動器就使步進電機旋轉一步距角,所以步進電機的轉速與脈沖信號的頻率成正比[8]。步進電機的驅動技術有很多種,設計采用的是細分驅動技術。
細分驅動技術又稱為微步距控制技術,是步進電動機開環控制的一項新技術,利用計算機數字處理技術和D/A 轉換技術,將各相繞組電流通過PWM控制,獲得按規律改變其幅值的大小和方向,實現將步進電動機一個整步均分為若干個更細的微步[8]。步進電機的細分驅動技術提高了步進電機的轉角精度和運行平穩性,減小了控制系統的體積,簡化了電路,同時進一步提高了細分精度和控制系統的智能化。
基于STM32 的核電站管道自動焊控制系統的電機驅動單元驅動4個步進電機分別控制自動焊小車的行走、AVC 縱向位置變化、OSC 橫向位置變化和送絲系統。
1.3 焊機通訊單元
通訊單元采用RS485串行通訊,執行MODBUS RTU協議,實現主控單元和國產氬弧數字焊機之間的信息互通。在焊機通訊系統中,以主控單元作為主機,氬弧數字焊機為從機,主要實現焊接電流、電壓數值,檢氣、檢水、起弧、熄弧等指令的讀取和寫入,具體對照關系詳見表1。RS485 具有通信速度快、抗干擾能力強、傳輸距離遠、可以實現多機通信等優勢[9]。Modbus RTU 協議是一種開放的串行協議,具有高效性、高可能性等特點。
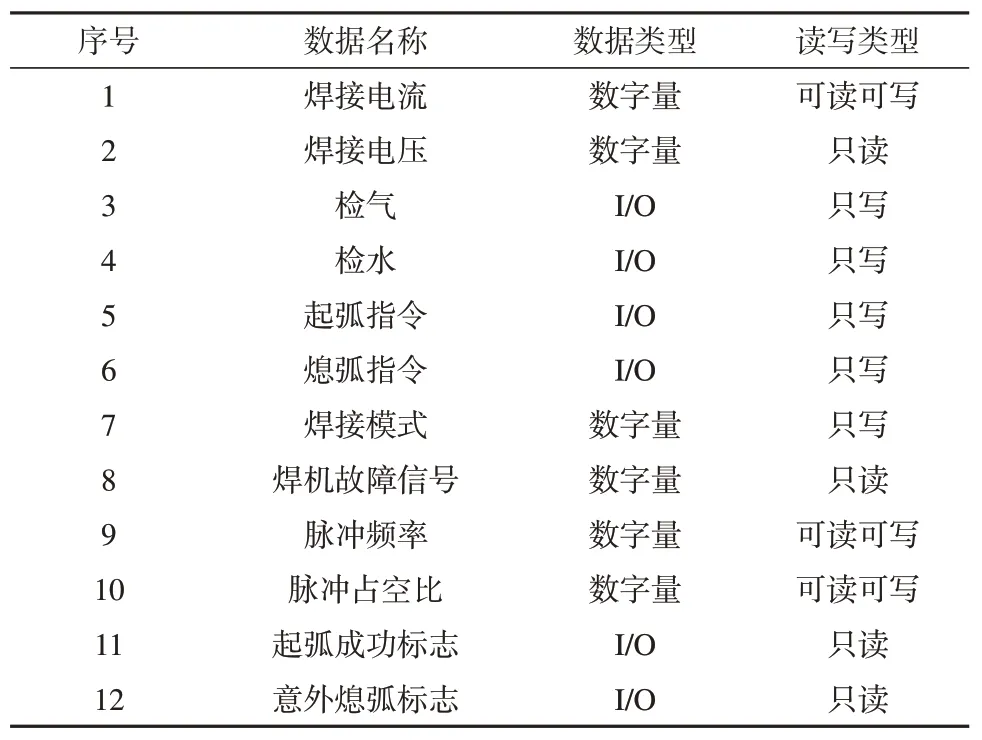
表1 通訊指令對照表Table 1 Correlation of communication instruction
1.4 觸摸屏
觸摸屏作為自動焊接系統的人機交互界面,實現焊接工藝數據的輸入、系統運行狀態的輸出以及參數的存儲或導入導出功能。采用觸摸屏能簡化操作步驟、適應大多數操作員的工作習慣,更加直觀方便,避免了實體按鍵混淆誤觸等問題。本系統的觸摸屏如圖3 所示,采用的是DMG80480C043_01W型4.3英寸高標準TFT液晶模塊人機界面智能串口屏,屏幕分辨率為480×800,具有16.7M色彩模式、UART 端口,可由任何單片機通過命令控制;DMG80480C043_01W LCD包括GUI和操作系統雙核[6]。GUI內核可以支持基于DWIN設計的軟件工具的UI界面設計,包括數據、文本、曲線、基本圖形、鍵值上傳等,操作系統內核可以進行二次開發,在操作系統下進行編譯,加強GUI的功能。

圖3 觸摸屏Fig.3 Touch screen
2 軟件系統設計
軟件系統設計主要包括控制程序設計和UI 界面設計兩個方面。
2.1 主控制程序設計
控制系統程序由Keil μVision5 IDE軟件進行編寫。Keil 軟件可兼容單片機C 語言軟件開發系統,在功能、結構性、可讀性、可維護性上有明顯的優勢。Keil 提供了包括C 編譯器、宏匯編、鏈接器、庫管理和一個功能強大的仿真調試器等在內的完整開發方案,通過一個集成開發環境(μVision)將這些部分組合在一起。
根據管道自動焊接系統主控單元的硬件設計及各機構執行邏輯順序,開展主程序的設計,程序流程如圖4 所示。在核電站管道自動焊接前,需設置焊接小車位置,手動調節焊槍姿態,以及焊絲與鎢極的相對位置。在自動焊過程中,分為自動調節和手動調節,根據設置焊接工藝,觀測焊接弧壓變化,自動調節跟蹤弧壓、電流、電壓、行走、擺寬和熄弧等焊接參數;手動控制起弧,在因環境等多因素影響下、系統自動調節不夠的情況下,手動調節電流、電壓、擺寬和弧壓焊接參數以及急停等功能[7]。在焊接熄弧過程中,焊接控制系統不斷檢測焊接小車位置與設置工藝進行對比,到達熄弧點自動熄弧,且熄弧過程為邊走邊減小電流進行熄弧,極大地保證了焊接質量。焊接控制系統在完成自動調節過程中不斷進行外部信號掃描,以免漏掉操作員指令,人員在有一定距離的位置監控焊接過程,很大程度上減輕了焊接人員的工作壓力,保障人身健康安全,且與自動焊設備形成功能互補關系,保證焊接質量和效率。
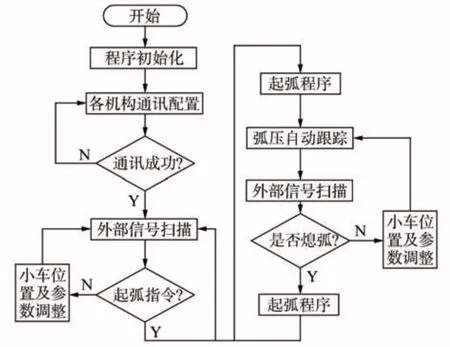
圖4 主程序流程Fig.4 Main program flow chart
2.2 自動焊接邏輯程序設計
自動焊接邏輯包括起弧指令發出后,運動機構和數字氬弧焊機之間需要配合動作,其邏輯順序如圖5 所示。在操作員下啟動起弧指令后,自動焊控制系統將設定的工藝數據寫入焊機,控制焊機讀取工藝參數[9];在起弧前電機驅動單元控制AVC電機運動,檢測鎢極位置控制起弧高度;在焊接過程中行走電機控制焊接小車進行移動,為適應機械設計,保證焊接過程,設計弧壓跟蹤功能,在焊接小車移動過程中,控制系統不斷讀取焊機弧壓,根據弧壓高低實時控制AVC電機,調節鎢極高度[10]。焊接控制系統在弧壓跟蹤過程中時刻觀測線控器信號,判斷操作員是否調節焊接參數,并以線控器操作為先,以保證焊接有序進行。在每一次焊接結束時,不論自主熄弧還是急停、手動熄弧等,焊機均抬起至安全位置,保證設備的安全和后續使用。
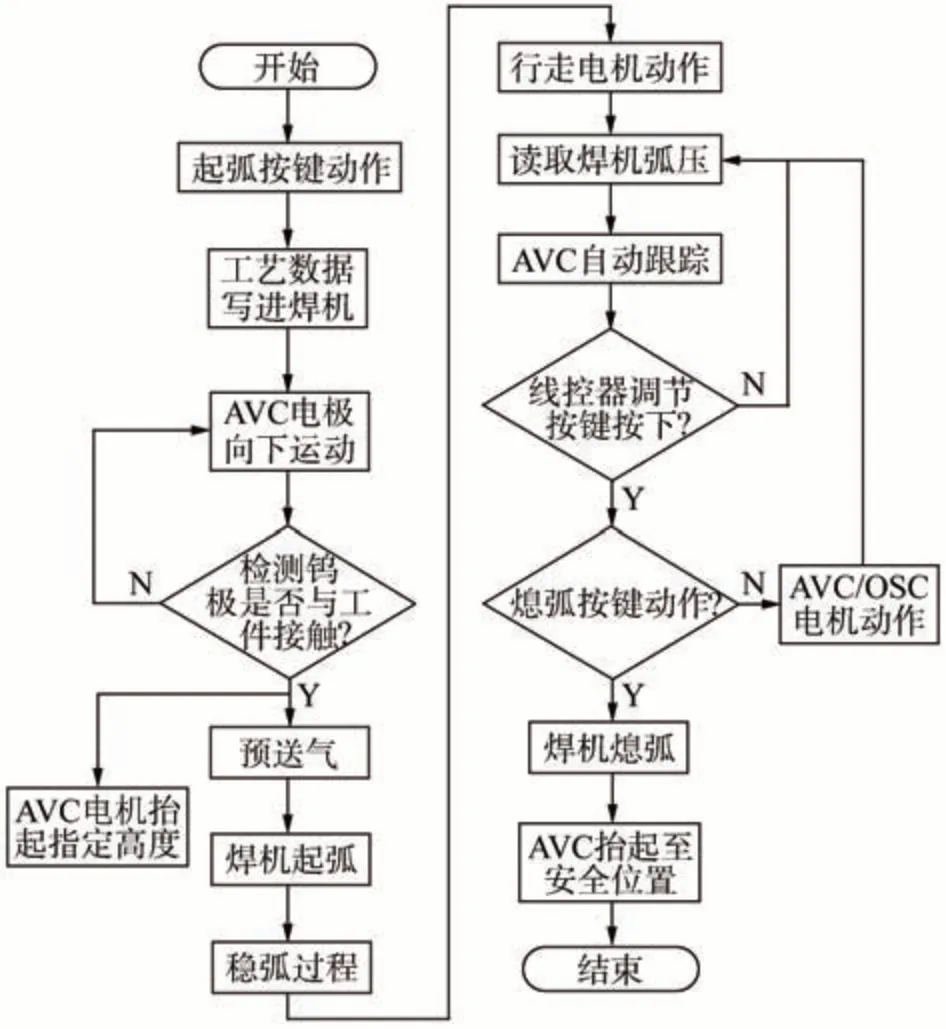
圖5 自動焊接流程Fig.5 Automatic welding flow chart
2.3 UI界面設計
針對采用的DMG80480C043_01W 觸摸屏的特點及國內焊接操作員習慣,開發了專屬UI 界面,實現了操作人員與系統之間的人機交互。UI 界面和觸摸按鍵設計合理,操作簡單,設計功能滿足核電管道焊接需求,提高了管道自動焊控制系統的實用性及設備融合性。
UI界面分為開機頁面、主頁面、焊接工藝參數、開發者參數頁面、設備基礎參數頁面等,如圖6 所示。主頁面顯示有管道直徑、焊接基本參數(電流、電壓、行走速度和送絲速度),觸摸按鍵可調節焊槍位置、焊接小車的行走、送絲等。在焊接工藝參數界面可根據管道規格材質設置焊接工藝。在設備基礎參數頁面可設置起弧及熄弧高度、起弧及熄弧電流、預送氣及后置氣時間、上升和下降時間等設備基礎參數。在開發者參數頁面可查看系統參數、運動參數、顯示版本狀態及恢復出廠設置。
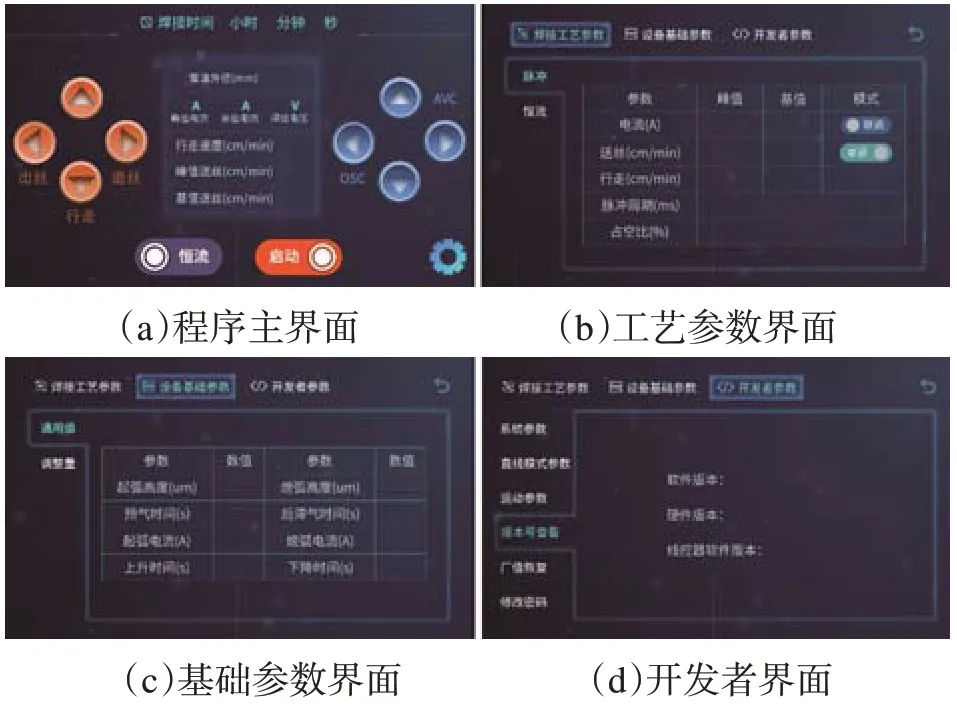
圖6 UI軟件界面Fig.6 UI software interface
3 結論
本文針對核電站管道全位置TIG 自動焊接,設計了一款以STM32單片機為核心,以開環步進驅動技術及觸摸屏為實施載體的全位置焊接系統。該系統穩定可靠,現已正式投入工程應用中,得到以下結論:
(1)以STM32 單片機為核心的硬件電路開發,能夠有效保證系統的運算速度和準確性,同時有效降低設備整體的成本,便于設備的批量化生產。
(2)合理的焊接程序設計,實現系統動作與焊接工藝匹配,操作簡單且保證了焊接質量和效率。
(3)利用觸摸屏軟件設計了UI 界面,可實現焊接狀態的查看和監控,焊接工藝參數、設備參數以及開發者參數的輸入,實現了良好的人機交互。
(4)增加線控器填補觸摸屏帶來的弊端,操作人員可以在有一定距離的情況下調節焊接狀態,制動焊機,使人機交互形式多樣化,操作更加方便有效。
(5)該系統已在核工程管道焊接中進行了推廣應用,有效提升了焊接效率和焊接質量,降低了自動焊設備的采購成本。
(6)該系統與自動焊機設備融合度高、穩定性強,可擴展應用于其他行業的管道自動焊接中。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
電子制作(2019年13期)2020-01-14 03:15:28
裝備制造技術(2019年12期)2019-12-25 03:06:46
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年9期)2019-05-30 09:42:02
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
電子制作(2018年12期)2018-08-01 00:48:04
家庭影院技術(2017年9期)2017-09-26 03:41:45
