改性聚乙烯樹脂引入雙壁波紋管的制備及質量優化結果
2023-06-12 12:28:27胡華樊明珠羅琛杰張榮榮
粘接 2023年5期
胡華 樊明珠 羅琛杰 張榮榮

摘要:針對傳統雙壁波紋管用樹脂拉伸強度低,拉伸模量和缺口沖擊強度低問題,提出用玄武巖纖維對聚乙烯樹脂進行改性,并用雙壁波紋管制備,研究了改性后聚乙烯樹脂的增強機理。結果表明,最佳改性條件為硅烷偶聯劑含量和型號分別為0.25%和A172,玄武巖纖維的含量和長度分別為7.5%和8 mm,雙壁波紋管復合材料最佳制備條件為注塑溫度220℃、保壓時間30 s、注塑壓力為輕微溢料。在此條件下制備的復合材料拉伸強度和拉伸模量分別為28 MPa 和1.75 GPa,缺口沖擊強度為16 kJ/m2;雙壁波紋管在荷載達0.1 MPa 條件下,BF/HDPE 材料較HDPE 材料豎向和橫向變形量分別降低了15.9%和8.8%,表現出較好的穩定性。
關鍵詞:玄武巖纖維;改性聚乙烯樹脂;拉伸性能;雙壁波紋管
中圖分類號:TQ322.4;TQ342+.61文獻標志碼:A文章編號:1001-5922(2023)05-0077-05
Preparationandqualityoptimizationtestof doublewall corrugatedpipeusingmodifiedpolyethyleneresin
HU Hua,FAN Mingzhu,LUO Chenjie,ZHANG Rongrong
(Yuncheng University Department of Physics and Electrical Engineering,Yuncheng 04600,Shanxi China)
Abstract: Due to the problems of low tensile strength,tensile modulus and notched impact strength of traditional double-wall corrugated pipe resin,we proposed to modify the polyethylene resin with basalt fiber for the prepara? tion of double-wall corrugated pipe. The reinforcement mechanism of the modified polyethylene resin was studied. The experimental results showed that the optimal modification conditions of polyethylene resin were:silane cou? pling agent content and model were 0.25% and A172,basalt fiber content and length were 7.5% and 8mm,respec? tively. The optimal preparation conditions of double wall corrugated pipe composite were:injection temperature was 220℃ , holding time was 30s,and injection pressure was slight overflowed. The tensile strength and tensile modulus of the composites prepared under these conditions were 28Mpa and 1.75gpa respectively,and the notch impact strength was 16kj / m2. When the load reached 0.1MPa,the vertical and lateral deformation of BF / HDPE material were reduced by 15.9% and 8.8%,respectively,compared with HDPE material,showing good stability.
Keywords: Basalt fiber;Modified polyethylene resin;Tensile properties;Double wall bellows
雙壁波紋管因其質量輕、耐低溫、耐腐蝕和埋地使用壽命長的特點,常用于市政排水排污、水利工程輸水管道和化工流體輸送。但傳統高密度聚乙烯(HDPE)管道受樹脂材料特性的影響,存在強度低、缺口沖擊強度低的問題,在使用時,可能因為流體壓力過高,造成管道破裂的問題,給管道使用安全和經濟效益都產生影響。為了提升HDPE 樹脂的性能,部分學者也進行了很多研究,如通過玻璃纖維對聚乙烯熱塑性復合材料沖擊性能進行提升,玻璃纖維對聚乙烯熱塑復合材料的沖擊韌性有較好的提升作用[1];通過連續長玻璃纖維對聚乙烯功能母粒進行增強,改善聚乙烯的拉伸強度和斷裂伸長率[2];研究也證明了通過纖維可有效增強超高分子量聚乙烯的性能[3-4];通過多種方式制備了多元雜化填料改性的聚乙烯基導熱復合材料[5]。以上學者的研究都證明,纖維能有效增強聚乙烯樹脂的性能。基于此,本研究以文獻[6]為參考,通過改性玄武巖纖維對HDPE 塑料進行進一步改性,探討了改性材料制備的雙壁波紋管性能變化。
1 試驗材料與
1.1 材料與設備
主要材料:無水乙醇(AR),汝新化工貿易;高密度聚乙烯(HDPE)(優級),文閣塑化;玄武巖纖維(優級),環潤工程材料);A-172硅烷偶聯劑(KH550),能德新材料技術。
主要設備:YZG 型真空干燥箱(升溢干燥設備); MYP11-2型恒溫磁力攪拌器,梅穎浦儀器儀表制造; SJ-45型單螺桿擠出機,錫華機械科技;ZY-9000S 型萬能試驗機,卓亞儀器。
1.2 試驗方法
1.2.1 纖維表面改性
(1)在無水乙醇中分別放入不同質量的KH550、 A-172型硅烷偶聯劑,在MYP11-2型恒溫磁力攪拌器的作用下混合攪拌30 min;
(2)按照纖/液比3∶10的比例在裝有硅烷偶聯劑溶液中的燒杯中放入聚乙烯纖維,放置時需注意使得硅烷偶聯劑完全浸沒纖維,浸泡時間為1 h。取出纖維自然風干后,置于真空干燥箱中加熱,加熱溫度和時間分別為120℃和120 min。待第1加熱階段結束后,將真空干燥箱的溫度降低至80℃ , 繼續干燥,干燥時間為8 h,得到改性后纖維。
1.2.2 改性聚乙烯樹脂復合材料的制備
(1)使玄武巖纖維束筒依次從干燥裝置和浸漬模具中穿過,并將其固定在單螺桿擠出機上。將高密度聚乙烯(HDPE)置于YZG 型真空干燥箱內進烘干,烘干溫度和時間分別為40℃和8 h;
(2)將 HDPE 放入擠出機機筒,通過擠出機將 HDPE 熔融,進入浸漬模具。將連續玄武巖纖維通過放線和干燥裝置,并以一定速率通過浸漬模具,使 HDPE 完全包裹住纖維,最后經過牽引將改性聚乙烯樹脂復合材料拉出,待其冷卻固化后通過切粒機進行切粒;最后在真空干燥箱的作用下進行烘干,烘干溫度和時間分別為40℃和8 h,得到纖維增強粒料;
(3)將纖維增強粒料與純HDPE 粒子進行混合,然后在注塑機的作用下進行注塑。
1.2.3 改性聚乙烯樹脂復合材料雙壁波紋管的制備
分別以HDPE和BF/HDPE為材料,通過擠出成型得到HDPE雙壁波紋管,制備雙壁波紋管進行試驗。
1.3 性能測試
1.3.1 拉伸性能測試
參照 GB/T 1040—2006,用ZY-9000S 型萬能試驗機對材料拉伸性能進行測試,萬能試驗機加載速率為2 mm/min[7]。
拉伸強度表達式:
σF/A(1)
式中:σ為拉伸強度,MPa;F 為試件極限荷載,N;A 為試件截面面積。
拉伸模量表達式為:
E (F0.5-F0.2)/(ε0.5-ε0.2)A(2)
式中:E為拉伸模量,GPa;F0.5、F0.2分別為應力達到極限應力的50%和20%的拉伸荷載,N;ε0.5、ε0.2分別為應力達到極限應力的50%和20%的應變。
1.3.2 缺口沖擊強度測定
參照 GB/T 1043.1—2008對試件的缺口沖擊強度進行測定[8]。沖擊參數:沖擊能力7.5 J,錘子舉起角度150°。
1.4 雙壁波紋管數值模擬試驗
參照GB/T 19472.1—2004對管道尺寸進行設計,通過ABAQUS 的Standard 模塊進行建模[9]。為使得計算結果與實際效果更為接近,在建模的過程中,設計管道溝槽寬度為2 m、溝槽兩側原狀土體各取2 m、管底土體取1 m、管頂覆土取1 m、整體模型沿管道徑向長度為1 m[10]。雙壁波紋管體與土體分別采用四邊形網格和六面體網格劃分;根據 GB 50332—2002及 GJBT—77804S520規范,采用標準值作為代表值[11-12]。
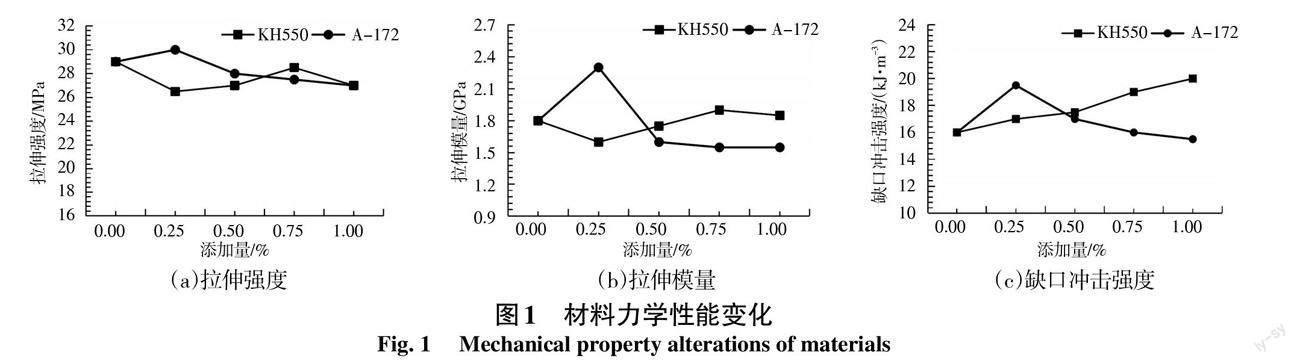
2.1纖維表面改性處理
本試驗主要采用 KH550、A-172型硅烷偶聯劑對纖維改性,2種改性纖維制備的改性聚乙烯樹脂復合材料力學性能的變化如圖1所示。
從圖1可以看出,在低含量的條件下,A-172硅烷偶聯劑對纖維改性聚乙烯樹脂復合材料的影響較優,隨溶液含量的增加,A-172型硅烷偶聯劑對材料的力學性能增強作用開始減弱,KH550型硅烷偶聯劑對材料力學性能增強作用增加,二者最佳改性效果分別出現在質量分數分別為0.25%和0.75%時。出現這個變化的主要原因在于,A-172分子結構中同時存在甲氧基和對稱性較好的乙氧基;而KH-550分子結構中僅存在甲氧基[13-14]。A-172中的乙氧基對電荷均勻分布產生積極的影響,在多電子的作用下,使硅烷偶聯劑更易與纖維結合,低含量硅烷偶聯劑就能達到理想的改性效果。同時,A-172在纖維表面附著,使其表面存在很多凹凸不平的顆粒。受沖擊作用,在纖維上形成可吸收大量能量的銀紋,在一定程度上提升了改性聚乙烯樹脂復合材料的缺口沖擊強度。綜合比較,質量分數0.25%的A-172型硅烷偶聯劑的改性效果較好,以此繼續進行試驗。
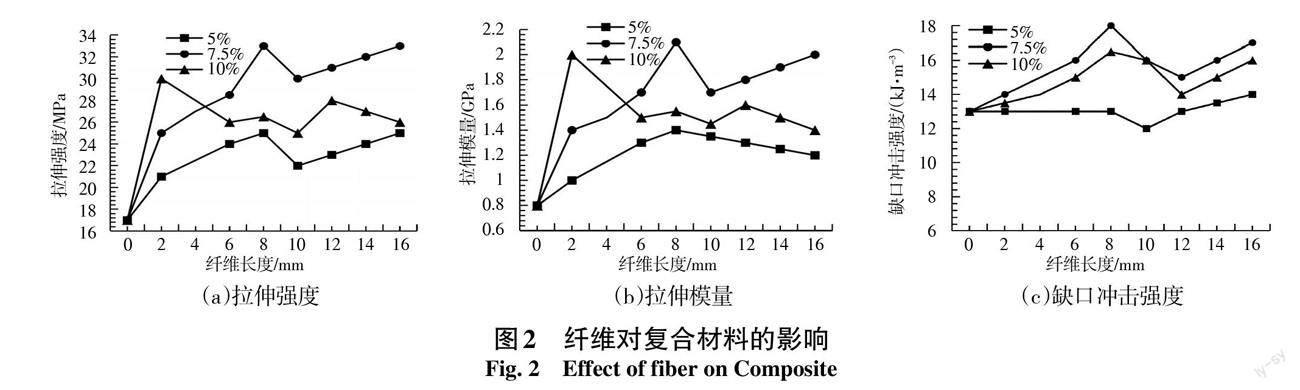
2.2纖維含量及長度優化
以力學性能為指標,對改性聚乙烯樹脂復合材料中纖維長度和含量進行優化,結果如圖2所示。
從圖2可以看出,在同等纖維長度的條件下,隨纖維含量的增加,纖維力學性能表現出先增加后降低的變化趨勢。這是因為纖維負擔了部分樹脂基體界面應力,在外界壓力條件下,纖維摻量越多,承受的應力作用也越多,因此力學性能也越好[15]。但纖維用量存在適宜值,一旦超過適宜值,過量的纖維在基體內部互相纏結結團,在受外界壓力時,無法承受更多的壓力,使得力學性能有一定下降。同時,從圖2還可看出,當纖維長度增加至8 mm 時,改性聚乙烯樹脂復合材料力學性能明顯上升,繼續增加纖維長度,改性聚乙烯樹脂復合材料力學性能反而有所下降。出現這個變化的主要原因在于,纖維較短,與樹脂基體的結合面積小,產生的界面力也較小,在受外力作用時,難以發揮作用。而纖維長度增加,界面結合面積增加,界面力也隨之增加,在受外力作用時,能分擔部分應力,增強其力學性能。但纖維超過一定值后,在注塑的過程中,受注塑壓力的影響,纖維會出現斷裂,纏結的情況,使得纖維無法均勻分散,這就導致了基體整體力學性能下降的情況。因此,纖維長度超過8 mm時,改性聚乙烯樹脂復合材料的力學性能反而下降。綜上比較,選擇適合的纖維摻量長度分別為7.5%和8 mm。
2.3 注塑工藝的優化
確定改性聚乙烯樹脂復合材料中,纖維摻量和纖維長度后,對注塑工藝進行優化。
2.3.1 注塑溫度的優化
圖3為注塑溫度的影響。
從圖3可以看出,注塑溫度提升至210℃后,改性聚乙烯樹脂復合材料的拉伸強度和拉伸模量從上升狀態趨于平衡,但缺口沖擊強度并且達到最高點。當注塑溫度繼續提升至220℃后,缺口沖擊強度才達到最高點15 kJ/m2。出現這個變化的主要原因,在一定注塑溫度條件下,樹脂完全熔化,與纖維更好的結合,因此在剛開始提升注塑溫度時,拉伸強度和拉伸模量有所增加;而注塑溫度達到樹脂熔點后,樹脂已經與纖維完全結合,因此繼續增加注塑溫度,拉伸強度和模量并沒有太大的變化。注塑溫度主要是通過對樹脂黏度的影響,影響改性聚乙烯樹脂復合材料的缺口沖擊強度,在低溫條件下,樹脂黏度高,難以充分浸潤纖維,試件難以成型,改性聚乙烯樹脂復合材料整體性差,缺陷也多。隨注塑溫度的提升,樹脂黏度增加,對纖維的浸潤程度增加,缺口沖擊強度也隨之增加。但過高的注塑溫度,樹脂的部分成分被分解,樹脂本身性能下降,因此缺口沖擊強度也有所下降。綜合比較,選擇適宜的注塑溫度為220℃。
2.3.2 注塑壓力的優化
圖4為注塑壓力的變化。
從圖4可以看出,純 PE材料性能明顯差于復合材料。但注塑壓力對復合材料整體力學性能并沒有太大的影響。這是因為注塑壓力不對聚合物化學變化產生影響,只決定充模質量的好壞。在注塑的過程中,注塑壓力過小會導致聚合物難以在模具中充分流動,制備的改性聚乙烯樹脂復合材料結構不夠密實,但過大的注塑壓力會導致溢料現象,因此在進行注塑時,注塑壓力應該控制在輕微溢料,此時樹脂材料完全在模具中充盈,也不會造成物料的浪費。
2.3.3 保壓時間優化
圖5為保壓時間對材料力學性能的影響。
從圖5可以看出,保壓時間幾乎不影響改性聚乙烯樹脂復合材料的力學性能。這是因為保壓時間主要影響試件內部的應力,幾乎不影響樹脂與纖維的結合力,因此改性聚乙烯樹脂復合材料力學性能幾乎不發生改變。但保壓時間較短時,可能導致試件出現翹曲變形的情況,保壓時間過長又會造成資源的浪費。因此在后續試驗中選擇保壓時間為30 s。此時制備的復合材料拉伸強度和拉伸模量分別為28 MPa 和1.75 GPa,缺口沖擊強度為16 kJ/m2。
2.4 雙壁波紋管變形
通過對管道施加不同荷載,確定制備的管道的承壓能力;管道變形情況如圖6所示。
從圖6可以看出,在小荷載條件下,2種材料的變形差別不大;但隨荷載的提升,2種材料變形差異性凸顯出來,BF/HDPE 材料抗變形能力更優。當管道承受荷載達到0.1 Pa 時,BF/HDPE 較HDPE 豎向和橫向變形量分別降低了15.9%和8.8%,這說明BF/HDPE 復合材料能夠在雙壁波紋管結構中發揮本身高模量的特點,減小管道的變形,發揮較好的作用。
3 結語
(1)質量分數0.25%的A-172型硅烷偶聯劑對玄武巖纖維表面改性作用最好;
(2)纖維長度和含量優化結果為,纖維長度為8 mm、質量分數為7.5%的玄武巖纖維對復合材料的改性效果最好;
(3)注塑工藝優化結果,適宜的注塑溫度為220℃、保壓時間為30 s,注塑壓力為輕微溢料;
(4)制備的復合材料用于雙壁波紋管制備時,在荷載達到0.1 MPa 時,BF/HDPE 較HDPE 豎向和橫向變形量分別降低了15.9%和8.8%,發揮出更好的性能,表現出較好的穩定性。
【參考文獻】
[1] 汪晗,倪愛清,王繼輝,等.玻璃纖維增強聚乙烯樹脂熱塑性復合材料的沖擊定位[J].復合材料科學與工程,2020(7):85-92.
[2] 李曉軒.玻纖增強對聚乙烯(PE)塑料性能影響研究[J].橡塑技術與裝備,2022,48(5):54-58.
[3] 王新威,張玉梅,孫勇飛,等.超高分子量聚乙烯材料的研究進展[J].化工進展,2020,39(9):3403-3420.
[4] 陳銘遠,林海濤,陽辰峰,等.超高分子量聚乙烯(UHMWPE)纖維改性研究進展[J].應用化工,2022,51(2):520-524.
[5] 葉惠尹,楊菁菁,周仕龍,等.多元雜化填料改性聚乙烯基導熱復合材料的制備與性能[J].化工技術與開發,2021,50(10):1-5.
[6] 范紫倫.玄武巖纖維增強熱塑性樹脂復合材料力學性能研究[D].南京:東南大學,2020.
[7] 周闖,李普旺,屈云慧,等.聚乙烯醇膜耐水改性的研究進展[J].高分子通報,2021(2):9-17.
[8] 李鳳紅,李鵬珍,師巖,等.聚乙烯醇薄膜改性及應用進展[J].塑料,2021,50(6):57-62.
[9] 張哲.舞蹈墊用高強度HDPE塑料材料的制備及其性能研究[J].塑料科技,2022,50(3):21-24.
[10] 張慶法,徐航,任夏瑾,等.農林廢物生物炭/高密度聚乙烯復合材料的制備與性能[J].復合材料學報,2021,38(2):398-405.
[11] 樊學華,祝亞男,于勇,等.油氣田管道HDPE 內襯技術的應用[J].油氣儲運,2021,40(3):326-332.
[12] 張永軍,王小平,厚蘇偉.高密度聚乙烯復合材料性能改進的研究進展[J].塑料科技,2021,49(5):103-107.
[13] 韓海軍,梁淑君.微膠囊化聚磷酸銨阻燃改性高密度聚乙烯[J].塑料,2020,49(5):24-27.
[14] 蔣志成,王君豪,王穩啟,等.基于高密度聚乙烯/丁苯橡膠熱塑性硫化膠的超疏水/超親油油水分離膜的制備及性能[J].合成橡膠工業,2021,44(6):462-467.
[15] 李小晴,江文正,李文珠,等.炭含量對竹炭/高密度聚乙烯復合材料電磁屏蔽和力學性能的影響[J].林業工程學報,2022,7(1):130-136.