包裝糧裝車碼垛系統(tǒng)設計與應用
2023-06-13 08:25:42張志偉周躍忠朱凌翔
現(xiàn)代食品 2023年7期
關鍵詞:設備
◎ 張志偉,周躍忠,朱凌翔
(杭州市仁和糧食儲備有限公司,浙江 杭州 311107)
包裝性糧食出倉是通過貨車碼垛后進行運輸。為解決包裝糧出庫裝車難題,研究團隊歷時半年多的時間,研制開發(fā)了包裝糧裝車碼垛系統(tǒng),解決了原始依靠人工碼垛費時費力、勞動強度大、效率低的問題,人工裝車碼垛高度較高,也存在一定的安全隱患。包裝糧裝車碼垛系統(tǒng)的應用,避免了生產(chǎn)中安全隱患,降低企業(yè)的生產(chǎn)成本。包裝糧裝車碼垛系統(tǒng)將機械控制、電氣控制、計算機程序控制、紅外線傳感器控制等多種技術集為一體,可實現(xiàn)包裝糧出倉時現(xiàn)場無人值守和設備控制遠程操作,改善工作環(huán)境、節(jié)約成本、提高生產(chǎn)效率,具有一定的推廣價值[1-5]。
1 皮帶式輸送集成系統(tǒng)
皮帶式輸送系統(tǒng)包括前端輸送機設備、爬坡皮帶輸送機設備、縱向輸送機設備。每條輸送機都安裝了相應的紅外線檢測控制傳感器,通過傳感器實現(xiàn)自動控制。帶式輸送系統(tǒng)工作如下。
(1)系統(tǒng)啟動后,前端輸送機設備將原糧包輸送至與爬坡皮帶輸送機設備的連接處的紅外線檢測點,檢測爬坡皮帶輸送機設備低端是否有包裝物料存在,若沒有包裝物,則繼續(xù)運行至爬坡皮帶輸送機設備上端。
(2)包裝糧從爬坡皮帶輸送機設備上端運行到與縱向輸送機設備連接處的傳感器,檢測縱向皮帶輸送機前端是否有包裝物料存在,若沒有包裝物料,則繼續(xù)運行至縱向皮帶輸送機輸送至緩存紅外線傳感器,紅外線傳感器發(fā)出指令后,等待縱向驅(qū)動機構(gòu)接到指令的后續(xù)工作。
(3)縱向驅(qū)動機構(gòu)接到縱向皮帶輸送機設備的預定紅外線傳感器指令后進行持續(xù)抓包、移動、尋找目標位置、放包等一系列工作。
(4)縱向輸送機設備與縱向驅(qū)動機構(gòu)成為組合式結(jié)構(gòu),采用雙軌道、齒輪齒條傳動組的鏈接方式,用帶剎車的伺服電機驅(qū)動,移動架安裝在移動滑臺上,移動滑臺與豎向驅(qū)動機構(gòu)通過移動架上的齒輪齒條升降裝置進行連接;橫移驅(qū)動機構(gòu)裝置與豎向驅(qū)動機構(gòu)為整體結(jié)構(gòu),包裝袋抓取機械手安裝在橫移驅(qū)動機構(gòu)裝置上進行抓包工作。
2 自動碼垛系統(tǒng)
自動碼垛系統(tǒng)由縱向齒輪齒條移動裝置、齒輪齒條升降裝置、伺服電缸升降夾緊機械手組成。
(1)縱向齒輪齒條移動裝置。如圖1 所示,縱向驅(qū)動機構(gòu)2 為齒輪齒條式驅(qū)動機構(gòu),包括固定設置的沿前后方向延伸的齒條7。豎向支架的底部設置有縱向驅(qū)動機構(gòu)伺服電機,縱向驅(qū)動機構(gòu)伺服電機的輸出軸上連接有與齒條咬合傳動的齒輪,齒輪轉(zhuǎn)動時,齒輪與齒條咬合,這樣豎向支架就能夠沿縱向?qū)к壡昂笠苿印?/p>
(2)齒輪齒條升降裝置。如圖2 所示,豎向驅(qū)動機構(gòu)支架6 與橫向?qū)к? 之間通過導軌連接,橫向?qū)к壣舷乱苿拥凝X輪齒條式升降裝置12,通過齒輪齒條式升降裝置調(diào)整橫向?qū)к壍母叨龋云ヅ洳煌囆偷母叨龋瑫r還可以匹配不同的碼垛高度。
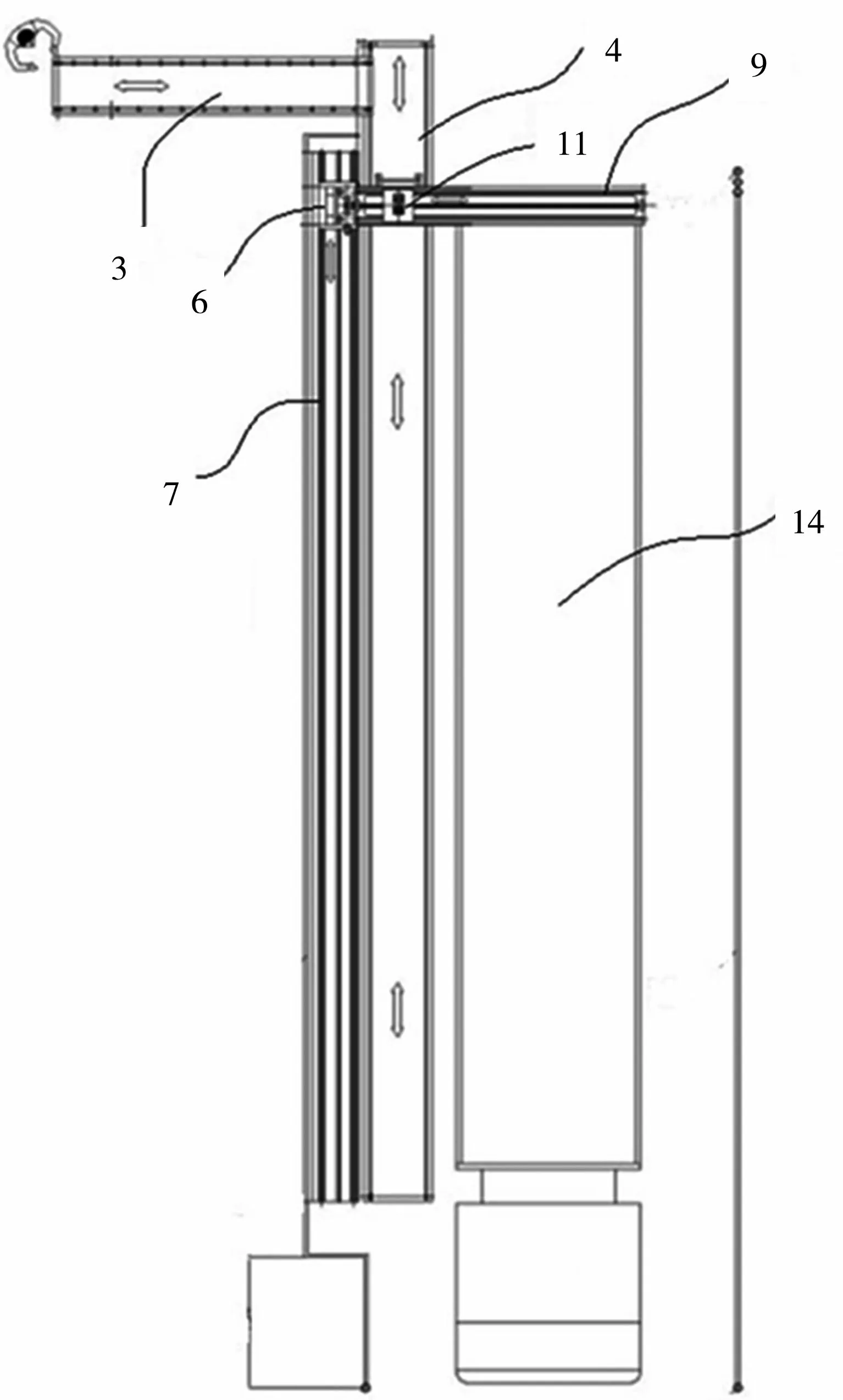
圖2 系統(tǒng)結(jié)構(gòu)俯視圖
(3)伺服電缸升降夾緊機械手。該裝置起抓取貨包、提升及旋轉(zhuǎn)作用,用伺服電缸控制機械手的上下升降距離,通過伺服電機控制抓手的夾緊與松開,用齒輪齒條機構(gòu)控制抓手的90°旋轉(zhuǎn)。橫向驅(qū)動機構(gòu)上的橫向移動支架11 能在豎向驅(qū)動機構(gòu)移動臂上下移動,移動臂的下端轉(zhuǎn)動裝有轉(zhuǎn)動軸線沿上下方向延伸的包裝袋抓取機械手8,機械手驅(qū)動機構(gòu)驅(qū)動而實現(xiàn)抓放包裝袋;移動臂與包裝袋抓取機械手之間設置有驅(qū)動包裝袋抓取機械手繞上下方向轉(zhuǎn)動軸線轉(zhuǎn)動的轉(zhuǎn)動驅(qū)動機構(gòu)13。
3 PLC 程序控制系統(tǒng)
(1)PLC 程序控制系統(tǒng)是整個包裝糧裝車碼垛系統(tǒng)的中樞部分,包括PLC 程序控制的軟硬件,PLC 程序控制系統(tǒng)簡圖見圖3。通過PLC 程序控制系統(tǒng)對包裝糧裝車碼垛生產(chǎn)過程自動化控制,完全實現(xiàn)連續(xù)作業(yè),具有一定的故障報警功能、工作流程顯示和設備控制連鎖停機功能。此外,系統(tǒng)還配有RS-232/RS-485 通信接口,可實現(xiàn)遠程設備工作運行的實時監(jiān)控、故障診斷和信息化管理。本控制系統(tǒng)采用三菱FX3U-32MT/64MT 系列PLC,觸摸屏控制柜,實現(xiàn)流程畫面的實時傳送,可使企業(yè)領導和運行管理人員、維護人員能夠及時了解和掌握現(xiàn)場碼垛機器的工作狀態(tài)及相關設備的生產(chǎn)運行情況,便于整個包裝糧出倉信息、狀態(tài)監(jiān)視和運輸物流管理等。
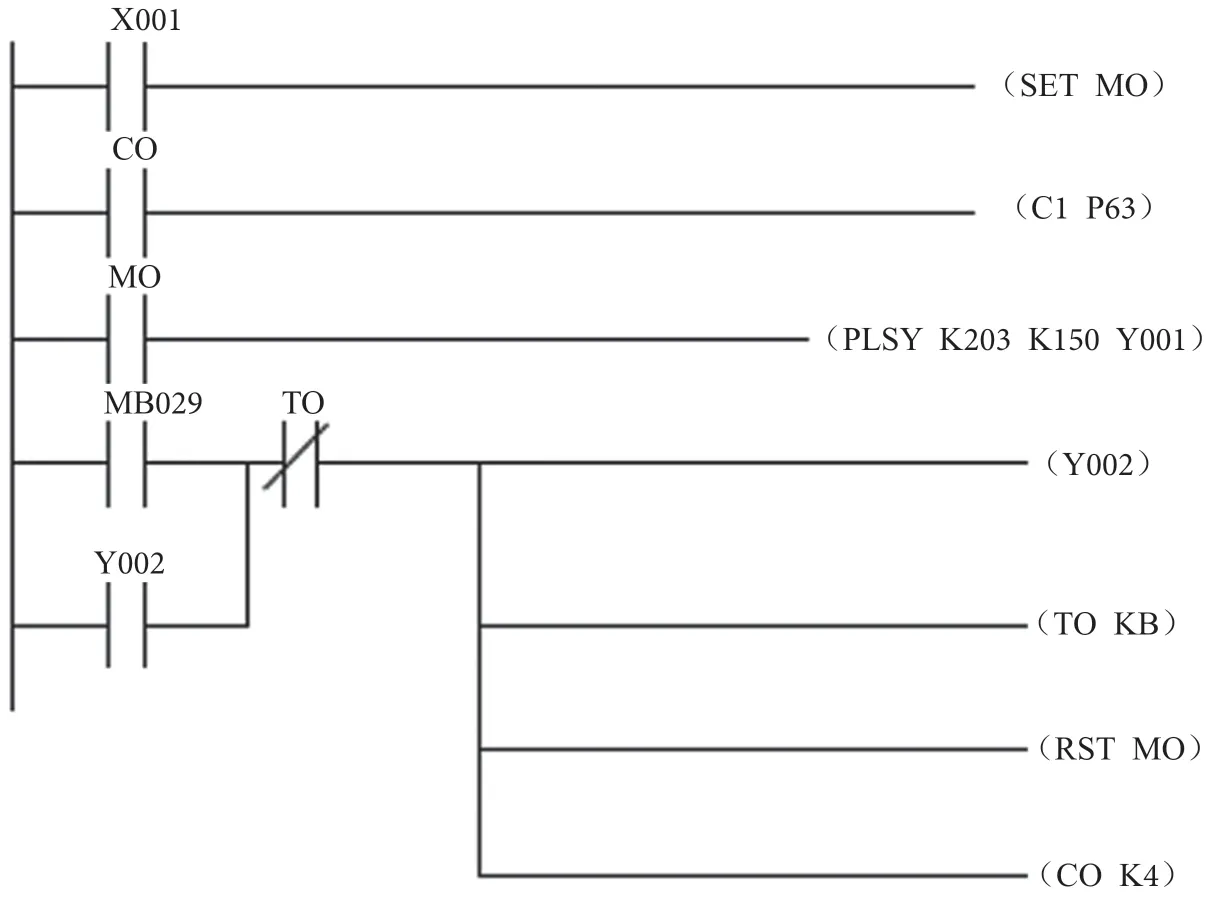
圖3 PLC 程序控制系統(tǒng)簡圖
(2)自動生產(chǎn)流程控制。由于在特殊的環(huán)境作業(yè),需要從工人工作安全性、減輕工人勞動強度等方面考慮。①設備操作要簡單、安全、穩(wěn)定、可靠。②有自動檢測程序和自動糾偏、故障自動檢測提示,方便維修。③整個輸送過程中沒有人員到現(xiàn)場進行干預,實現(xiàn)設備操作、現(xiàn)場管理和整個生產(chǎn)過程實現(xiàn)遠程完成,達到輸送、碼垛、運輸整個流程自動化和智能化目標。
(3)包裝糧裝車碼垛系統(tǒng)設置有故障報警、程序檢測、自動糾偏,方便維修。運行管理人性化設計,實現(xiàn)遠程監(jiān)控和自動連鎖停機功能。
(4)包裝糧裝車碼垛系統(tǒng)程序設計有一鍵急停功能,在生產(chǎn)過程中若出現(xiàn)緊急情況或故障,能夠?qū)崿F(xiàn)急停,有效地保護設備和人身安全。
4 結(jié)語
包裝碼垛系統(tǒng)在倉儲包裝糧出倉的應用推廣大大改善了在特殊環(huán)境下工作的條件,減少人工參與、節(jié)約企業(yè)成本、增加經(jīng)濟效益,同時在增強企業(yè)市場競爭力、提高自動化技術水平上也具有重大意義。該包裝糧裝車碼垛系統(tǒng)設計應用優(yōu)勢如下。
(1)由移動帶式輸送機與糧堆對接,通過帶式輸送機將貨包輸送到碼垛機存放平臺,解決了依靠人力投放貨包到運輸車輛的問題。
(2)輸送機與碼垛堆放移動平臺進行聯(lián)控模式,以免產(chǎn)生集包和掉落安全事故。
(3)機器在碼垛裝貨包時,會對貨包的數(shù)量自動在線計數(shù),以便后續(xù)查驗。
(4)包裝糧裝車碼垛系統(tǒng)作業(yè),碼垛速度快,垛型整齊,安全穩(wěn)定。刨除其他因素,經(jīng)實際測算,每小時可以碼包120 t。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟技術協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業(yè)設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00