客車推進線超差原因分析及改進
2023-06-13 06:21:56趙子龍吳洪亭劉合峰孟憲朔王慶光
客車技術與研究 2023年3期
趙子龍,吳洪亭,劉合峰,孟憲朔,王慶光
(中通客車股份有限公司,山東 聊城 252022)
地板骨架[1-2]在制作過程中由于焊接變形導致骨架精度超差,這會使地板骨架前后板簧固定吊耳安裝螺栓孔之間的相對定位尺寸或前后軸距(空氣懸架車型)發生變化[3-4],在整車制作完成后客車后輪總前束夾角的平分線(推進線)會超過允許值(即超差),導致四輪定位超差,在路試或運行中造成車輛跑偏,駕駛員需靠方向盤來控制車輛直線行駛。此時輪胎在地面上的滾動狀態就不再是單純的滾動,而會出現側向滑移,這不僅會增加行駛阻力,也會造成輪胎早期磨損[5-7]。出現該問題后,需現場對板簧固定吊耳安裝螺栓孔進行割制(板簧車型)或在推力桿前后端增加墊片(空氣懸架車型)以調整四輪定位參數,但反復拆卸板簧固定吊耳安裝螺栓易造成螺栓失效及松脫情況。本文對推進線超差問題進行原因分析,并制定改進方案。
1 推進線超差原因分析
1.1 板簧車型
板簧車型推進線精度受地板骨架前后板簧固定吊耳安裝螺栓孔距/對角精度、板簧懸架系統組件因素制約。
1) 地板骨架前后板簧固定吊耳安裝螺栓孔的間距及對角線尺寸超差,造成地板骨架傾斜,致使車橋移位。
2) 鋼板彈簧本身形位尺寸超差,裝配殘余應力較大,車輛運行過程中殘余應力釋放,致使車橋移位。
3) 鋼板彈簧墊板中心孔磨損,導致鋼板彈簧中心螺栓在行駛中前后移動,致使車橋移位。
4) 鋼板U型螺栓沒有按規定扭矩擰緊或行駛中振動松脫,致使車橋移位。
1.2 空氣懸架車型
空氣懸架車型推進線精度受地板骨架前后軸距、前后軸對角精度、空氣懸架因素制約。
1) 地板骨架前后推力桿軸距/對角精度超差,造成地板骨架傾斜,致使車橋移位。
2) 推力桿桿件剛度不夠,在受力較大情況下變形,導致車橋裝配尺寸變動,致使車橋移位。
3) 空氣懸架與車架安裝孔形位尺寸超差,導致推力桿裝配殘余應力過大,致使車輛運行過程車橋裝配尺寸變化,產生車橋移位。
2 推進線超差改進方案
2.1 板簧車型改進方案
1) 格柵精度提升。①對于易變形且精度要求高的格柵采用機器人自動焊接:比如前段左/右縱梁格柵、前板簧安裝左右支座總成、電機左/右縱梁格柵板簧固定板,減少因焊接變形造成的尺寸偏差,保證格柵狀態一致性,以提高格柵平面度。②對于非關鍵格柵采用人工焊接:對格柵胎具進行結構優化,在型鋼端部采用雙定位卡塊,端部添加彎弧立柱定位,保證格柵側面直線度及垂直度,并且要求格柵實行胎上三面焊縫焊接、采用F鉗夾具進行定位,減少因焊接應力集中造成的變形。焊接好的格柵精度檢測要求:上平面度<2 mm,側面直線度<1.5 mm,垂直度<1.5 mm。
2) 胎具結構優化。對分總成及總成工裝胎具進行結構優化,胎具定位板及定位孔采用平面激光切割機割制,確保加工尺寸符合圖紙要求。定位板與胎架裝配控制地板骨架前后板簧固定吊耳孔距及對角精度,并且采用直徑為40 mm的銷軸對固定吊耳安裝螺栓孔進行銷軸定位。
3) 工藝標準完善。禁止采用盒尺直接測量前后板簧固定吊耳安裝螺栓孔間距及對角線尺寸,避免型鋼干涉造成的測量誤差。應采用吊線法測量前后板簧固定吊耳安裝螺栓孔間距及對角線尺寸,要求前后間距偏差≤2 mm,對角線方向偏差≤3 mm(如圖1所示)。

圖1 板簧固定吊耳測量
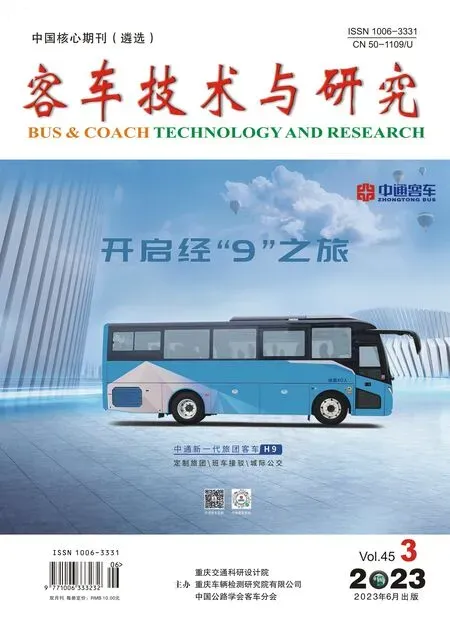
4) 外檢管控提升。依據圖紙設計標準要求,加強對外購板簧懸架系統組件的相關尺寸精度進行驗控并確保達標。①驗控板簧總成尺寸精度,重點驗控板簧的固定端至中心螺栓的定位尺寸,要求板簧固定端中心孔至板簧中心螺栓的定位精度為理論值±1.5 mm,如圖2所示。②驗控鋼板吊耳總成銷軸孔的定位精度,要求吊耳銷軸孔與吊耳固定螺栓孔間的對稱度≤1 mm。③驗控后橋殼體板簧左右托座之間的定位精度,要求后橋殼體板簧托座銷軸孔中線與后橋軸線間的重合精度≤0.5 mm,如圖3所示。

圖2 板簧定位尺寸
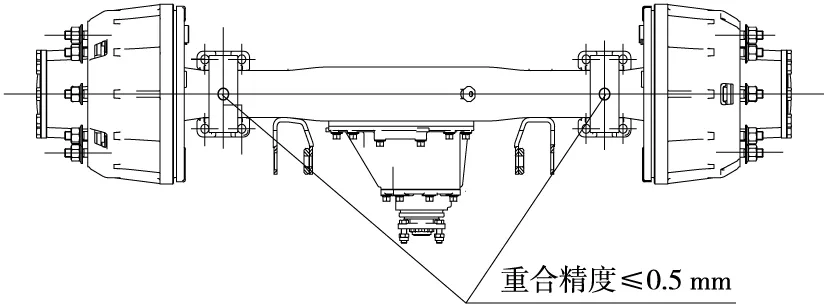
圖3 后橋殼體板簧左右托座之間的定位精度
5) 板簧懸架預裝控制。板簧懸架的預裝要求:預裝后的懸架總成板簧銷軸孔對角線差值≤3 mm,前后寬度間距差≤1 mm;測量板簧固定端襯套中心至橋殼之間的距離,要求左、右間距的差值≤1mm。具體操作參考如下:①將吊耳支架及板簧支座裝配孔與車架裝配孔對正,將螺栓由外向里穿入(螺栓上使用預涂膠),將螺母旋入 3~5 絲;②將U型螺栓由下向上穿過車橋固定孔,并將U型螺栓螺母旋入3~5 絲;③使用撬棍把板簧后端裝進吊耳孔內,通過調節車架高度使板簧卷耳孔與吊耳銷軸孔對齊,穿上銷軸,使銷軸螺栓孔與吊耳螺栓孔對正,穿入鎖緊螺栓,加彈墊、并將螺母旋入 3~5 絲。
2.2 空氣懸架車型改進方案
1) 格柵精度提升。空氣懸架車型推進線超差主要原因是地板骨架前后軸距/對角尺寸超差,而影響地板骨架軸距/對角尺寸超差的主要原因是地板骨架制作過程中格柵精度偏差累積。通過胎具結構優化,并且要求格柵實行胎上三面焊縫焊接、采用F鉗夾具進行定位,減少因焊接應力集中造成格柵變形。焊接好的格柵精度檢測要求:格柵上平面度<2 mm、側面直線度<1.5 mm,垂直度<1.5 mm;尤其是行李艙骨架組件斜型鋼平面度≤1 mm。
2) 地板骨架施工過程控制。①前段分總成施工過程控制:前段分總成采用反胎制作,主要控制前下推力桿組件距第四格柵間距與理論值偏差為(-2,0) mm,前橋上下推力桿(擺臂安裝孔)相對車架中心線對稱度≤3 mm,橫向推力桿座相對中心線尺寸為L±3 mm,L為理論尺寸;前橋氣囊安裝孔對稱度≤2 mm,氣囊盤高度差為(-3,+3) mm(如圖4所示)。②后段分總成施工過程控制:后橋上下推力桿(擺臂安裝孔)對稱度≤3 mm,下推力桿到第七格柵(V型推力桿外側)尺寸偏差為(-3,0) mm;后橋氣囊安裝孔對稱度≤3 mm,氣囊盤高度差為(-3,+3) mm;后橋氣囊安裝孔對角尺寸差≤4 mm,后橋減振器對稱度≤3 mm,對角尺寸≤4 mm(如圖5所示)。③總成施工過程控制:胎上焊接時,型鋼環接口處按“先立焊,后平焊”的順序焊接三面焊縫,單條焊縫焊完,用錘擊焊縫方法消除應力,整體按從前向后的順序焊接各連接處焊縫。地板骨架合車過程中為防止變形,行李艙端部格柵需點焊工藝撐桿;行李艙平面度≤3 mm,推力桿前、后軸距偏差≤4 mm,對角偏差≤4 mm,校驗完成后在地板骨架中段兩側點焊通根工藝撐桿、在駕駛區兩側點焊工藝撐桿,防止駕駛區下垂及轉運過程變形。

圖4 前段分總成關鍵尺寸控制
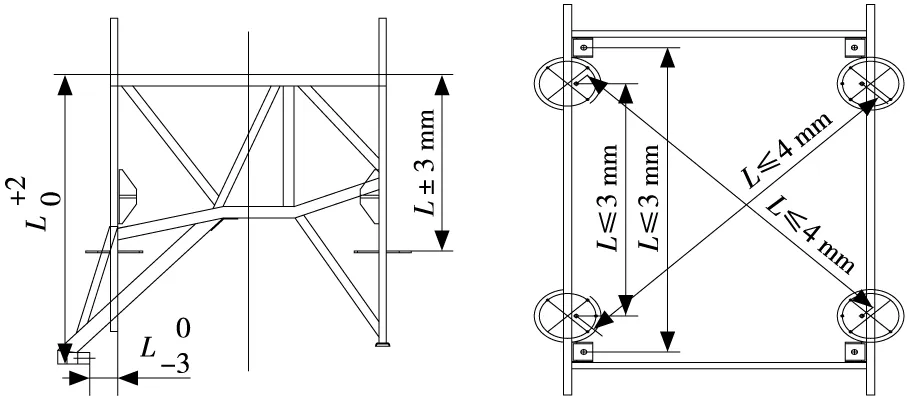
圖5 后段分總成關鍵尺寸控制
3) 外檢管控提升。①空氣懸架要求:空氣懸架安裝高度偏差≤5 mm,空氣彈簧中心線傾斜角度≤7°;②密封性要求:氣囊總成充好氣后,經過24 h內壓下降不超過0.02 MPa;③推力桿要求:長度尺寸偏差≤1 mm,桿直徑公差IT13級,兩端回轉接頭的外徑和寬度公差IT13級,耳孔間距偏差≤0.2 mm(如圖6所示),孔直徑精度F11級,橡膠襯套的硬度偏差5度(邵氏硬度)。

圖6 推力桿定位尺寸
4) 空氣懸架預裝控制。①前空氣懸架預裝:將氣囊下固定螺栓和氣囊下安裝板安裝孔對正后加平墊帶上自鎖螺母,氣囊安裝時要求確保氣囊最上面的固定螺栓和氣囊下安裝板V型豁口中心對正,用氣動扳手打緊,使用扭力扳手檢測螺栓力矩應在475~598 N·m。②推力桿安裝:將推力桿端部安裝孔和推力桿支座安裝孔對正,穿入M12×90螺栓,然后將螺母旋入3~5絲,用氣動扳手打緊,使用扭力扳手檢測螺栓力矩應在106~158 N·m。③后空氣懸架預裝:將空氣彈簧總成安裝到空氣彈簧托架上,將氣囊安裝孔和氣囊下支架安裝孔對正,然后將M12螺栓加彈墊后旋入3~5絲,用氣動板手打緊,要求彈墊無炸開現象,使用扭力扳手檢測螺栓力矩應在106~158 N·m。④縱向直推力桿安裝:將推力桿安裝孔和推力桿支座安裝孔對正,從前往后穿入M18×90(10.9級)螺栓,然后將M18自鎖螺母旋入3~5絲,用氣動扳手打緊,使用扭力扳手檢測螺栓力矩應在397~507 N·m。
3 結束語
通過提升格柵精度、優化胎具結構、完善工藝標準、控制施工過程、提升外檢管控、控制懸架預裝等措施,板簧車型推進線合格率由70%提升至100%,空懸車型推進線合格率由60%提升至83.26%,減少了后續修校及市場問題,保證車輛安全性的同時提升了產品質量。