基于熔融沉積成型的連續纖維增強復合材料3D打印研究進展
2023-06-25 15:43:24於琳濤聶祥樊羅楚養
航空兵器 2023年2期
於琳濤 聶祥樊 羅楚養


摘要:? ? ? 熔融沉積成型(Fused Deposition Modeling, FDM)工藝具有無模自由成型、 可設計性強、 快速成型等特點, 進一步擴大了連續纖維增強復合材料的應用范圍, 是當前受到廣泛關注和研究的3D打印成型工藝。 本文針對連續纖維增強復合材料的FDM工藝成形原理、 工藝方法及設備、 打印原材料等方面進行綜述; 分析了工藝參數、 浸漬狀態以及路徑規劃算法對連續纖維增強復合材料3D打印樣件的力學性能及表面質量的影響。 針對當前FDM工藝以及技術發展所遇到的問題進行總結并對今后發展的重點方向提出建議。
關鍵詞:? ? ?復合材料; 3D打印; 連續纖維; 熔融沉積成型; 飛行器中圖分類號:? ? ? TJ760; V257
文獻標識碼:? ? A文章編號:? ? ?1673-5048(2023)02-0042-11
DOI: 10.12132/ISSN.1673-5048.2022.0217
0引言
結構輕量化是實現機載武器高速度、 高機動、 遠射程的重要手段[1-2]。 連續纖維增強樹脂基復合材料具有比強度高、 比模量大、 低密度、 耐腐蝕、 抗疲勞等特點, 廣泛應用于生物醫療、 海洋船舶、 軌道交通、 航空航天等領域 [3-6], 將其應用在機載武器結構中, 可獲得良好的減重效果[7-11]。 連續纖維增強樹脂基復合材料傳統成型工藝主要包括熱壓罐成型[12]、 模壓成型[13]、 液體模塑成型[14]、 拉擠成型[15]、 纖維纏繞成型[16]等。 這類成型工藝一方面工藝流程復雜, 往往需要模具, 成本較高, 生產周期長; 另一方面, 模具的存在限制了成形件結構, 難以制造復雜形狀構件, 通常需要配合復雜的后處理技術實現, 導致整體性能下降且加工成本提高。 3D打印成型工藝與傳統復合材料成型工藝相比, 具有工藝過程簡單、 材料利用率高、 制造成本低等優點, 同時可實現連續纖維增強復合材料復雜結構的一體化成型, 無需模具, 可顯著降低先進復合材料的制造時間和成本。 為實現先進復合材料復雜結構小成本快速制造提供了有效途徑。
常用3D打印工藝主要包括液態樹脂光固化成型(Stereo Lithography Apparatus, SLA)、 選擇性激光燒結成型(Selective Laser Sintering, SLS)以及熔融沉積成型工藝(Fused Deposition Modeling, FDM)[17]。 相較于其他成型工藝, 熔融沉積成型(FDM)工藝是目前廣泛應用于連續纖維增強樹脂基復合材料的3D打印成型技術。 其工作原理主要包含熔融、 沉積和成型三個階段, 利用熔融裝置加熱融化絲狀的熱塑性基體材料并從噴頭中擠出, 按照計算機切片軟件設置的路徑逐層沉積, 最后熔融態的復合材料絲材由于溫度降低而迅速固化最終成型[18]。 FDM工藝可以在實現低成本、 高性能復合材料制備的同時減少后續處理工藝, 并具有良好的可回收性和再加工性, 進一步擴大了連續纖維增強復合材料的應用范圍, 被認為是未來復合材料制備的主要途徑之一[19]。 近年來, 科研人員針對連續纖維增強復合材料的FDM工藝展開研究, 旨在闡明連續纖維增強樹脂基復合材料3D打印工藝機理, 有效改善3D打印復合材料的力學性能。 Song等[20]利用FDM工藝制備聚乳酸(Polylactic Acid, PLA)樣件并研究了不同方向上打印樣件的力學性能。 Aliheidari等[21]基于FDM工藝提出表征打印樣件斷裂性能以及層間剪切能力的模型, 并研究不同層厚對打印樣件層間剪切性能的影響。 高堯等[22]利用FDM工藝制備出PLA/石墨烯復合材料, 并研究工藝參數對彎曲性能的影響。 研究發現, 利用FDM工藝制備連續纖維增強復合材料雖然滿足設計性高、 快速制造的要求, 但依然存在基體材料受限、 增強纖維含量低、 力學性能較低以及打印過程中纖維浸漬不充分、 噴頭易堵塞等問題。
本文針對連續纖維增強復合材料FDM工藝成型過程中工藝原理、 相關設備, 以及打印原材料的研究進展進行綜述, 并對不同工藝參數、 浸漬效果、 打印路徑等對力學性能及微觀結構的影響進行了分析。 對現階段發展所遇到的問題進行總結, 為連續纖維增強復合材料3D打印技術今后的發展及其在機載武器上的應用提供參考。
1FDM工藝工作方式及相關設備
可用于連續纖維增強復合材料的3D打印 FDM工藝設備的主要組成部分包括X-Y-Z三維運動機構、 連續纖維剪切機構、 噴頭機構、 送絲機構、 熔融加熱器、 散熱風扇、 溫度傳感器以及控制系統等。 打印設備的工作方式根據連續纖維增強體材料的浸漬狀態可分為預浸漬打印和在線浸漬打印。
1.1預浸漬打印
預浸漬打印工藝是指將連續干纖維束在打印之前利用熱塑性樹脂進行預先浸漬, 得到外部包裹著樹脂基體材料的連續纖維絲材, 隨后將處理后的預浸絲材與熱塑性樹脂基體絲束從兩個打印頭中分別擠出得到打印樣件[23]。 預浸漬可在浸漬纖維過程中監控浸漬效果、 提高浸漬質量, 從而降低增強材料與基體材料之間的界面結合能力不良等問題[24]。
基于預浸漬打印工藝, 美國Mark forged公司和俄羅斯Anisoprint 公司各自推出了桌面級雙噴嘴3D打印機, 均帶有剪切裝置和相應的切片軟件, 最高打印溫度在 270 ℃左右, 其中Mark forged 公司的 Mark Two 打印機在各高校中應用最為廣泛[25]。 Mark Two 3D打印機(如圖1所示)采用雙噴頭結構, 分別打印預浸漬纖維束以及熱塑性基體材料絲束, 完成內部增強結構的鋪覆和外形框架, 并通過打印噴頭內部的剪切機構實現對復合材料的實時剪切, 達到控制連續纖維取向的目的[26], 主要適用于連續碳纖維、 玻璃纖維以及凱夫拉纖維等增強纖維復合材料的3D打印[27]。 基于Mark系列3D打印機的商業推廣, 鄭東昊等[28]對打印噴頭進行了優化, 設計出可在打印成形過程中對絲材實時可控剪切的噴頭, 避免了噴頭在抬起和跳轉運動過程中纖維拉出影響成形過程連續性和穩定性。 Li等[29]提出一種真空條件下制備碳纖維增強復合材料的新型3D打印機和一種用于生產3D打印所需原材料的連續碳纖維預浸長絲生產設備, 用該設備生產的連續碳纖維(Continuous Carbon Fiber, CCF)/聚乳酸(PLA)試樣與常壓條件下進行對比, 發現其孔隙率降低9.75%, 其拉伸強度和模量分別提高了24.51%和8.35%, 為連續碳纖維增強復合材料打印工藝的發展提供了條件。
同時, 預浸漬工藝所用打印設備仍在某些方面值得關注: 一方面, 由于熱塑性基體材料預先包裹增強纖維后再與樹脂基體逐層熔融疊加, 導致樣件的纖維含量降低, 限制了復合材料的部分力學性能; 另一方面, 增強纖維絲束的鋪覆起始位置和路徑規劃對于復合材料樣件的力學性能有很大影響。
1.2在線浸漬打印
不同于預浸漬工藝, 在線浸漬工藝僅需要一個打印噴頭, 以Matsuzaki課題組[30]和田小永課題組[31]研究成果為代表, 通過將熱塑性基體長絲和連續纖維長絲同時供給打印機, 并在打印時利用加熱噴頭使熱塑性長絲充分浸漬連續纖維, 在復合材料熔融體推力作用下沿打印路徑擠出最終形成樣件[32]。
基于在線浸漬工藝, Yang等[33]開發出一種新型3D打印設備, 用于連續纖維增強熱塑性復合材料。 該設備包括新型擠壓頭、 控制系統、 構建平臺、 X-Y運動機構等。 Rijckaert等[34]在商用級臺式熔融纖維絲束制造(Fused Filament Fabrication, FFF)3D打印機基礎上改進打印噴頭, 使增強纖維絲束與聚合物基體在噴頭內部聚集浸漬后沿噴頭一并擠出, 利用該設備生產連續玻璃纖維(Continuous Glass Fiber, CGF)/聚對苯二甲酸乙二醇酯-1, 4-環己烷二甲醇酯(Poly, PETG)復合材料質量和力學性能與手動鋪層技術生產的傳統復合材料相當。 Terekhina等[35]利用相應設備制備出紡織亞麻紗/尼龍6(Nylon 6, PA 6)復合材料, 并通過實驗驗證了不同纖維取向下的力學性能, 結果表明使用在線浸漬工藝的復合材料試樣孔隙率更低, 且隨著纖維體積分數的增加, 打印試樣的孔隙率和層間分層現象降低。
在線浸漬打印不需要對3D打印機進行大量修改, 避免了預處理浸漬線材帶來的技術困難, 可在提高可靠性的同時降低成本; 同時增加了使用材料的種類和類型, 可滿足不同構件的要求。 該技術的主要不足在于混合絲材在打印噴頭內短暫浸漬容易導致內部浸漬效果不佳, 且打印速度過慢會導致樹脂基體材料堵塞打印噴頭。 為控制材料的噴頭擠出速度, 劉騰飛等[36]設計了兩級送絲打印噴頭, 較好地改善了浸漬效果, 使連續纖維增強復合材料樣件中纖維體積含量得到進一步提高, 且利用該設備制備出的連續碳纖維增強尼龍6復合材料纖維含量達到44.1 vol%, 拉伸強度和模量分別達到405 MPa和80.6 GPa。 在線浸漬工藝原理如圖2所示。
2FDM工藝原材料
FDM工藝的原材料包括樹脂基體材料和連續纖維增強材料, 其中基體材料表現為低強度、 低模量、 高韌性等特點, 用來維持纖維定位, 協助分配載荷, 保護增強材料不受腐蝕、 降解和磨損[38]。 連續纖維則具有高強度、 高模量, 主要用來提高3D打印試樣的機械性能, 減少零件制造過程中的翹曲, 增加成型件尺寸以及外形的穩定性, 并增加試件的導電導熱性能, 改善生物相容性等。
2.1樹脂基體材料
適用于連續纖維增強復合材料3D打印的樹脂基體材料包括熱塑性樹脂材料和熱固性樹脂材料。 其中熱塑性基體材料可通過加熱熔融并冷卻固化成型, 在成型過程中不發生化學反應, 具有存儲方便、 儲存期限長和可反復加工等優點。 相比之下, 熱固性樹脂基體材料在成型過程中通過化學反應產生三維交聯網格結構, 不可二次加工、 儲存期限短且需要低溫保存, 難以滿足FDM工藝低成本、 可回收和再加工性能的需要。 適用于FDM工藝的3D打印熱塑性樹脂基體材料主要包括丙烯腈丁二烯苯乙烯(Acrylonitrile Butadiene Styrene Copolymers, ABS)、 聚乳酸(PLA)、 尼龍(PA)、 聚對苯二甲酸乙二醇酯(Polyethylene Terephthalate, PET)等。
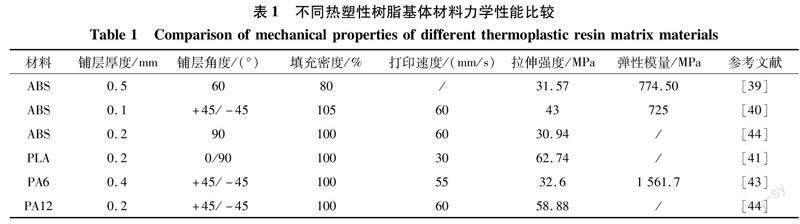
ABS基體材料表面硬度高、 尺寸穩定性好, 具有優良的電學性能和耐磨性, 在3D打印成型過程中加工性能好, 打印樣件具有良好力學性能和抗沖擊性能。 通過改變打印過程中的參數發現鋪層厚度、 填充密度以及噴嘴直徑對ABS打印樣件力學性能影響顯著。 Samykano等[39]發現當填充百分比為80%、 打印層厚為0.5 mm、 鋪層角度為65°時, ABS 3D試樣件的力學性能最佳, 抗拉強度、 彈性模量以及屈服強度分別為31.57 MPa、 774.50 MPa和19.95 MPa。 Vicente等[40]研究了噴嘴直徑、 填充密度、 鋪層角度和鋪層厚度等參數對ABS打印樣件拉伸強度、 屈服強度和彈性模量的影響, 實驗結果表明影響打印件力學性能的主要參數包括噴嘴直徑和填充物密度。 同時ABS 3D 打印結構件存在內部孔隙率高、 層間孔隙大以及冷卻過程中易發生翹曲變形等問題。
與ABS基體材料相比, PLA基體材料抗沖擊強度低但拉伸強度高, 且具有同樣的電學性能和柔韌性。 除此之外, PLA基體材料成型過程簡單、 層間結合性能好、 表面質量高且可在自然環境下降解, 符合綠色發展的要求。 Luzanin等[41]研究了鋪層厚度、 打印溫度以及打印速度對PLA打印樣件拉伸強度以及微觀結構的影響, 并得出在鋪層厚度為0.2 mm、 打印速度為30 mm/s、 打印溫度在80 ℃時, 打印件的拉伸性能與微觀結構最佳。 Christiyan等[42]研究了樣件鋪層厚度、 打印速度以及鋪層方向對PLA樣件彎曲性能的影響, 指出在0°鋪層、 打印速度38 mm/s以及層厚0.2 mm時, 產生最大的抗彎強度。 研究表明, PLA基體材料3D打印樣件的力學性能受鋪層角度、 印刷速度以及鋪層厚度的影響較大, 且當鋪層厚度增加時打印件的孔隙率以及微觀結構缺陷變大, 從而降低打印件的力學性能。
相較于ABS和PLA基體材料, PA材料具有更好的耐化學性、 更高的拉伸強度以及彎曲強度, 利用PA基體材料制作的3D打印樣件具有成型工藝簡單、 沖擊強度高、 層間結合性能強等優點, 且在高溫環境下也能獲得更好的力學性能。 Chapman等[43]針對基于FDM工藝制作PA6 3D打印樣件翹曲、 層間分層等問題, 對PA6材料的打印適應性進行改善, 利用沖擊改性劑與PA6進行混合后優化打印溫度、 打印速度、 冷卻速度等工藝參數, 制作PA6 3D打印樣件, 試驗結果表明改性后的PA6 樣件抗沖擊性能達到543 J/m。 Li等[44]比較了不同打印溫度、 打印速度以及鋪層方向下ABS基體材料3D打印件與PA基體材料打印樣件層間結合性能與拉伸強度, 發現在相同工藝參數下, PA基體材料的力學性能以及層間結合能力高于ABS基體材料。 可以看出, PA基體材料層間結合能力優于ABS與PLA基體材料, 且受鋪層方向以及鋪層厚度的影響, 當鋪層厚度增加時, 界面間的結合能力降低, 導致打印樣件力學性能下降。 表1中對比了不同熱塑性基體材料在不同工藝參數下的力學性能。
當前研究中, FDM工藝廣泛應用的3D打印熱塑性樹脂材料普遍滿足熔融溫度低、 熔融流動性好、 耐疲勞性能好等要求, 且這類基體成型工藝簡單、 大幅度減少了打印過程中的后續處理工藝。 但這類純聚合物樹脂材料由于不同鋪層之間冷卻溫度差異, 存在邊緣翹曲和層間結合不足等問題, 導致3D打印樣件表面質量和產品精度較差。
2.2增強纖維
連續纖維增強材料通常指連續纖維絲束或連續纖維布, 如圖3所示。 與短纖維相比, 連續纖維增強材料對打印件力學性能以及剪切性能提升效果更顯著。? 適用于FDM工藝的連續增強纖維按材料種類分為連續碳纖維(CCF)、 連續玻璃纖維(CGF)、 連續凱夫拉纖維(CKF)和天然纖維等[45]。
現有研究中, 不同增強纖維對3D打印復合材料的力學性能提升有所差異, 主要體現在纖維類型、 纖維鋪層方向、 加工條件等方面, 如表2所示。 為此, Cersoli等[46]研究了三種不同體積分數下凱夫拉纖維增強聚乳酸復合材料的拉伸強度和抗沖擊性能, 并與純聚乳酸樣件進行比較。 Ning等[47]研究了纖維含量對ABS/CCF增強復合材料的影響, 發現當碳纖維含量為5%時, ABS/碳纖維復合材料的試樣的彎曲應力、 彎曲模量和彎曲韌性值相較于純ABS樹脂分別提高11.82%, 16.82%和21.86%。 王麗娟等[48]研究了不同纖維方向的CCF/PA復合材料3D打印樣件的拉伸強度和壓縮強度, 實驗結果表明復合材料在沿纖維方向的拉伸強度為550 MPa, 壓縮強度為86.82 MPa, 而在垂直纖維方向時的拉伸強度為10.56 MPa, 壓縮強度為13.95 MPa。 Mathur等[49]研究了打印參數對 CGF/PA復合材料3D 打印樣品的宏觀結構和拉伸性能的影響, 結果表明拉伸性能主要受纖維鋪層方向的影響, 而宏觀結構與纖維含量和界面結合性能直接相關; Yu等[50]研究了連續碳纖維增強聚合物復合材料拉伸和彎曲性能, 利用連續碳纖維和Onyx復合長絲(在熱塑性PA基體中注入短切微碳纖維)制備復合材料樣件, 發現“同心”碳纖維填充(纖維圖案由螺旋形排列組成, 纖維束從打印樣件的外緣開始, 朝零件中心向內纏繞, 形成環形圈)的3D打印樣件的拉伸和彎曲性能遠高于各向同性碳纖維鋪設方式[0 /45 /90 /135 ]的3D打印復合材料。
此外, 在FDM工藝成型3D打印樣件過程中, 不同連續纖維增強復合材料打印樣件的力學性能以及兩者間的界面結合能力存在明顯差異, 并且受到制備過程的加工條件的影響。 Dickson等[51]通過實驗測得CCF/PA試件的彎曲模量(13.02 GPa)是CKF/PA試件(4.61 GPa)的2.8倍, 是CGF/PA試件(3.87 GPa)的3.4倍, 對該實驗中所研究的增強纖維, 發現尼龍復合材料的強度依次為CCF>CKF>CGF。 Chacon等[52]注意到纖維增強體與基體材料之間界面結合性能對試件力學性能的影響, 觀察到與CCF和CGF相比, CKF的斷裂表面更干凈, 纖維界面上的PA殘留物最少, 這表明CKF與PA的結合最弱, 導致KF/PA試件的強度和剛度低于預期。 OConnor等[53]研究了大氣和低壓(1 Pa)工藝條件對CCF/PA, CGF/PA和CKF/PA打印樣件層間剪切性能和孔隙率的影響, 實驗結果表明在低壓條件下, CCF/PA, CGF/PA和CKF/PA試樣的孔隙率分別降低了5.7%, 1.0%和1.7%, 層間剪切強度分別提高了33%, 22%和12%。 表2中對比了不同連續纖維增強材料3D打印樣件的力學性能。
3打印工藝設計及影響
目前, 盡管連續纖維增強復合材料3D打印在打印工藝、 設備優化、 材料設計等方面進行了大量研究并取得一定的成果, 使復合材料3D打印樣件的力學性能得到一定提升, 但與傳統復合材料成型工藝相比仍存在較大差距; 同時, 利用連續纖維作為增強體材料制備出的3D打印樣件在微觀形態上存在明顯不足, 連續纖維與熱塑性樹脂基體之間浸漬效果差、 界面結合能力弱, 導致內部孔隙率較大, 在受力作用下易發生纖維拔出和斷裂等問題。 因此, 需要對3D打印工藝參數、 纖維浸漬過程以及路徑規劃軟件算法進行優化設計, 從而提升連續纖維增強復合材料3D打印件的界面結合能力和力學性能。
3.1工藝參數影響
針對連續纖維增強復合材料3D打印樣件, 其力學性能和表面質量是多個工藝參數包括打印速度、 打印溫度、 鋪層厚度、 纖維方向等耦合的結果, 不當的工藝參數組合會導致復合材料樣件出現力學性能差、 界面結合能力弱、 內部孔隙率高、 邊緣翹曲變形等缺陷[54]。 因此, 工藝參數的綜合優化對3D打印樣件力學性能以及表面質量提升具有重要意義。
崔永輝等[55]基于FDM工藝設計出3D打印絲材一體化裝置用于預浸絲制備, 如圖4(a)所示。 用該設備制造的預浸絲通過FDM工藝制造出CGF/PLA復合材料, 通過研究相容劑(PLA-g-MAH)含量、 打印層厚、 打印溫度、 打印速度對復合材料樣件力學性能以及微觀形貌的影響, 得出在相容劑質量分數為3%, 鋪層厚度為0.5 mm, 打印溫度為230 ℃, 打印速度為2 mm/s時, 玻璃纖維與聚乳酸基體之間的界面結合能力明顯改善, 復合材料內部孔隙率降低, 彎曲強度、 拉伸強度以及層間剪切強度為301.21 MPa, 213.58 MPa和11.925 MPa。 Akhoundi等[56]通過增加連續玻璃纖維的體積含量增加來提高3D打印樣件的力學性能, 研究了如纖維直徑、 纖維鋪設方向、 擠出寬度、 層高和纖維百分比等工藝參數下GF/PLA復合材料試樣的力學性能, 得出在噴頭擠出直徑為0.3 mm, 鋪層厚度為0.22 mm, 纖維百分比為43%, 矩形鋪設方式, 纖維體積含量約為50%的情況下, 拉伸屈服強度和模量分別為 478 MPa 和 29.4 GPa。 張帆等[57]研究了連續碳纖維復合材料成型質量受打印溫度、 打印速度、 鋪層厚度、 纖維直徑等工藝條件的影響, 得出最佳打印工藝參數為: 線材直徑1 mm, 層高0.875 mm, 打印溫度200 ℃, 打印速度300 mm/min, 此時打印樣件的力學性能最佳。 Chen等[58]對CGF/PLA復合材料3D打印過程中纖維含量、 相容劑含量、 噴嘴直徑、 打印溫度、 打印速度等工藝參數進行優化, 通過比較不同工藝參數下的力學性能得出, 當纖維含量為45%, 相容劑含量為3%, 噴嘴直徑為1.2 mm, 打印溫度為210 ℃, 打印速度為4 mm/s時, 彎曲強度與拉伸強度最高可達到313 MPa和241 MPa。 Mosleh等[59]通過FDM工藝打印出CCF/ABS復合材料, 考慮噴嘴直徑、 層高、 打印速度三個不同參數, 確定了力學性能最佳的工藝窗口(?=1.7 mm, h=0.8 mm, Vp=60 mm/min)。 在該工藝窗口下制作的3D打印樣件拉伸強度為119.85 MPa, 是純ABS試樣的四倍多, 彎曲強度為102.6 MPa, 層間剪切強度為11.6 MPa, 且在該工藝窗口下復合材料浸漬效果和界面結合能力明顯提升。
可以發現, 研究人員利用FDM工藝制備出不同工藝參數組合下的連續纖維增強復合材料, 通過力學測試和微觀形態觀察得出在部分工藝參數組合下的最佳力學性能和表面質量, 甚至在特定工藝參數下制備的連續纖維增強樹脂基復合材料3D打印樣件的力學性能與傳統復合材料制備工藝樣件相媲美, 但針對工藝參數的全面設計得到整體力學性能的提升(拉伸強度、 彎曲強度、 層間剪切強度、 抗沖擊性能的整體增強)并沒有過多展開研究。 設計出適用于多數增強纖維復合材料整體力學性能提升的工藝參數組合, 將會使連續纖維增強樹脂基復合材料3D打印樣件力學性能邁上一個新的臺階。
3.2浸漬效果影響
在3D打印過程中, 纖維浸漬效果直接影響基體材料與增強纖維之間的界面結合能力、 復合材料層間、 線間結合能力以及打印件內部孔隙率的大小, 從而影響復合材料樣件的表面質量和力學性能。
Ren等[60- 61]根據雷諾方程以及達西定律建立了用于預測工藝參數對纖維浸漬度影響的數學模型, 基于該數學模型采用正交實驗得出纖維浸漬效果最佳的工藝參數, 驗證了該數學模型的有效性, 為浸漬效果優化提供了解決方案。 Wang等[62]開發出一種用于識別橫向移動速度、 噴嘴溫度以及打印層厚等不同參數條件下纖維浸漬過程的理論模型, 并利用基體浸漬百分比來表征浸漬過程, 通過CCF/PLA復合材料3D打印樣件對該模型進行驗證。 實驗結果表明, 浸漬率隨工藝參數增加結果與理論預測結果一致, 且在浸漬率為33%時打印樣件的拉伸強度最大, 可達到221.78 MPa, 浸漬百分比提高25%, 可使拉伸強度增加45%。 Qiao等[63]研發出一種超聲波輔助設備, 用于連續纖維增強熱塑性復合材料3D打印, 如圖4(b)所示。 該設備對預浸漬后的纖維絲材進行超聲處理以提高復合材料的界面結合能力以及表面形態, 通過研究超聲波工藝參數對浸漬效果以及力學性能的影響, 表明在超聲振幅為40 μm, 加工速度為15 mm/s時, 3D打印樣件拉伸強度和彎曲強度分別比未經過超聲處理的材料提高了34%和29%。 Yu等[64]提出一種有效的熔融沉積浸漬技術, 并設計制造出多輥熔融浸漬模具。 該模具利用熔融聚合物的高壓和浸漬輥的張力使纖維束充分膨脹達到浸漬效果, 并通過優化浸漬過程中纖維含量、 浸漬模具溫度、 平均接觸角、 拉伸速率和添加劑等關鍵參數獲得高質量的CGF/PLA長絲, 制備流程如圖4(c)所示。 通過力學試驗機測得復合材料的彎曲強度、 拉伸強度、 沖擊強度和層間剪切強度分別達到312 MPa, 220 MPa, 154 MPa和14 MPa。
當前研究中主要通過在浸漬過程中提供高溫高壓使樹脂基體與增強纖維相互滲透,并通過打印裝置優化、 激光輔助、 超聲輔助等壓力輔助方法提高浸漬效果并降低3D打印復合材料孔隙率, 或使用特殊輔助處理來提升復合材料的浸漬效果。 這類方法大多需要單獨設計開發輔助設備并進行特殊處理, 但浸漬效果的增強進一步提高了復合材料中增強纖維的體積分數, 改善了復合材料層間結合能力, 使得復合材料3D打印樣件的微觀形貌和力學性能進一步提升。
3.3路徑規劃算法影響
隨著3D打印FDM工藝的不斷發展, 計算機輔助技術在復合材料成型中起到舉足輕重的作用, 主要表現在對3D打印成型過程中路徑規劃的研究上。 當前較為成熟的適用于連續纖維增強復合材料的商用路徑規劃系統主要有Markforged 公司的Eiger系統和Anisoprint公司的Aura系統, 這兩款系統的路徑規劃功能可調控的參數存在局限性, 可設計性低。 為此科研人員針對FDM工藝中路徑規劃以及算法優化進行了一定研究, 可以有效改善連續纖維增強復合材料的力學性能和制造速度, 對復合材料樣件成型質量和成型效率至關重要。
張帆等[65]在研究連續纖維增強復合材料成型工藝的基礎上, 提出了針對連續碳纖維復合材料3D打印的切片方向調控算法。 該方法利用力學方向約束下的坐標矩陣變換算法實現3D打印模型切片處理的方向性調控, 采用矩陣空間變換后切平面相交的特點對纖維鋪層進行等層厚分層處理, 實現連續碳纖維復合材料 3D 打印成型路徑方向規劃。 根據三維模型分層處理結果(如圖5所示), 該方法可實現在任意受力方向上的切片目標, 為高性能連續碳纖維3D打印奠定了基礎。 黃志鵬等[66]基于FDM工藝, 使用MATLAB軟件改進自適應分層算法實現全局的自適應分層, 并利用該算法進行復合材料樣件打印, 結果表明使用該算法打印的樣件比使用Hilbert曲線作為填充路徑的打印試樣平均最高翹曲率降低60.7%, 打印效率提升約3.93%; 與傳統路徑規劃算法制備的3D打印樣件相比, 表面粗糙度提升約40%。 易雪濤等[67]針對碳纖維長纖選擇性插入過程中的三維模型切片層選擇與成型路徑的規劃問題, 提出連續碳纖維材料和高分子材料混合打印的選擇性分層插入的算法, 并得出當碳纖維增強材料體積占比36%、 插入6層的條件下, 3D打印樣件的彎曲強度和拉伸強度分別提高了79.94%和31%。 Wang等[68]提出一種根據纖維載荷分布的打印路徑規劃方法(Load-Dependent Path Planning, LPP), 并在該方法的基礎上開發出應力向量跟蹤(Stress Vector Tracing, SVT)算法。 該算法利用拓撲優化方法簡化原有的無序載荷分布, 使纖維的載荷傳遞路徑能被精確跟蹤, 打印路徑依據載荷分布路徑生成, 如圖6所示。 通過實驗驗證在該算法下打印出的復合材料拉伸性能與彎曲性能提升顯著。
科研人員通過對打印路徑進行規劃,進一步實現了復合材料樣件的自由成型和快速制造, 為復合材料復雜結構樣件3D打印奠定了理論基礎, 使FDM工藝能夠更加廣泛應用于戰機機身支撐結構、 機載武器等復雜結構件。 通過合理規劃打印路徑, 改變打印過程中的層間間距和線間間距, 改善了各向異性材料的應力分布, 提升了復合材料樣件的層間結合能力以及層間剪切強度, 并有效改善了成型樣件的表面質量。 此外, 合理的路徑規劃以及算法優化可有效改善連續纖維增強復合材料的力學性能和制造速度, 對復合材料樣件成型質量和成型效率至關重要。
4總結
戰爭形式的變化深刻影響著武器裝備的發展方向[69-70], 分布式作戰[71- 72]和蜂群戰術[73-74]將成為未來戰爭的重要手段, 以低慢小為特點的機載無人武器將成為航空裝備的重要發展方向[75]。 這就要求機載武器的結構具有輕質、 高強、 快速制造與修復的特點, 基于FDM工藝的連續纖維增強復合材料3D打印技術是實現先進復合材料快速制造的主要方法之一。 本文基于FDM工藝對連續纖維增強復合材料成型過程中打印材料、 打印設備及工作方式的研究現狀進行闡述, 并結合相關工藝參數、 浸漬過程以及路徑規劃算法優化進行分析, 對該領域研究現狀以及今后發展提出總結建議:
(1) 在現有研究中, 針對打印材料、 打印過程中不同工藝參數組合進行設計, 在此條件利用FDM工藝制備出復合材料樣件的部分力學性能得到明顯提升, 但對于全面工藝參數的組合設計、 整體力學性能的增強并沒有展開具體研究。 因此, 針對工藝參數的全面設計和力學性能的整體提升是下一步的研究方向。
(2) 通過對在浸漬過程中提供高溫高壓條件、 利用輔助設備提高浸漬效果、 在打印過程中優化纖維鋪設方式使復合材料纖維體積分數提升、 內部孔隙率下降、 界面結合能力以及力學性能提高, 但與傳統成型工藝制備的復合材料樣件相比仍存在一定差距。 進一步提升浸漬效果以改善連續纖維增強復合材料層間界面結合能力和內部孔隙率是今后探索的主要方向。
(3) 針對連續纖維增強復合材料FDM工藝, 當前沒有通用型的打印設備, 尤其是與之適配的上層應用軟件更為稀缺, 導致當前一些改善力學性能的路徑優化算法無法得到實驗驗證。 此外, 適用于少數增強纖維的打印設備同樣存在打印速度低、 打印孔隙率大、 打印圖案受限、 用戶自主設計性低等問題, 極大限制了該行業的發展。 在今后的研究中, 需要開發出具有自主知識產權的打印系統以及上層切片軟件, 以適應優化算法和復雜路徑規劃, 提高打印復雜結構復合材料樣件的合理性。 此外, 需要通過模塊化設計, 將不同種類熱塑性樹脂基體材料、 不同直徑絲材進行整合, 實現多種材料復合設計的樣件的制備。
(4) 當前針對連續纖維增強樹脂基復合材料3D打印樣件的力學性能測試主要按照傳統工藝制備的纖維增強復合材料樣件力學測試標準進行, 該標準缺乏對3D打印成型工藝特點的考慮, 目前適用于3D打印樣件的力學測試標準僅包括ISO / ASTM DIS 52903“塑料材料基于材料擠壓的增材制造的標準規范”和 ISO/ASTM NP 52905“增材制造產品的無損檢測”兩個國際標準[29], 并且仍處于不斷完善階段。 因此, 3D打印行業缺乏一個可行的力學性能標準測試方法適用于連續纖維增強樹脂基復合材料樣件, 這是今后發展的重要方向。
參考文獻:
[1] 羅楚養, 張朋, 李偉東, 等. 高溫復合材料在空空導彈上的應用研究[J]. 航空科學技術, 2017, 28(1): 19-24.Luo Chuyang, Zhang Peng, Li Weidong, et al. Application Research of High Temperature Composite on Airborne Missile[J]. Aeronautical Science & Technology, 2017, 28(1): 19-24.(in Chinese)
[2] 羅楚養, 孫毓凱, 王文博, 等. 空空導彈結構技術的研究進展[J]. 航空兵器, 2019, 26(5): 1-10.Luo Chuyang, Sun Yukai, Wang Wenbo, et al. Research Progress on Structure Technology of Air-to-Air Missile[J]. Aero Weaponry, 2019, 26(5): 1-10.(in Chinese)
[3] Hou Z H, Tian X Y, Zhang J K, et al. 3D Printed Continuous Fibre Reinforced Composite Corrugated Structure[J]. Composite Structures, 2018, 184: 1005-1010.
[4] 陳向明, 姚遼軍, 果立成, 等. 3D打印連續纖維增強復合材料研究現狀綜述[J]. 航空學報, 2021, 42(10): 167-191.Chen Xiangming, Yao Liaojun, Guo Licheng, et al. 3D Printed Continuous Fiber-Reinforced Composites: State of the Art and Perspectives[J]. Acta Aeronautica et Astronautica Sinica, 2021, 42(10): 167-191.(in Chinese)
[5] Mohamed O A, Masood S H, Bhowmik J L. Experimental Investigations of Process Parameters Influence on Rheological Behavior and Dynamic Mechanical Properties of FDM Manufactured Parts[J]. Materials and Manufacturing Processes, 2016, 31(15): 1983-1994.
[6] 陳威, 張秋菊. 連續纖維增強熱塑性復合材料3D打印研究進展[J]. 材料科學與工藝, 2022, 30(1): 21-34.Chen Wei, Zhang Qiuju. Research Progress on 3D Printing of Continuous Fiber Reinforced Thermoplastic Composites[J]. Materials Science and Technology, 2022, 30(1): 21-34.(in Chinese)
[7] 江晟達, 羅楚養, 張朋, 等. 基于RTM技術的碳纖維/聚酰亞胺復合材料舵面一體化制備與驗證[J]. 復合材料學報, 2020, 37(9): 2152-2162.Jiang Shengda, Luo Chuyang, Zhang Peng, et al. Integration Manu-facturing and Testing Verification for RTMable Carbon Fiber/Polyimide Composite Rudder[J]. Acta Materiae Compositae Sinica, 2020, 37(9): 2152-2162.(in Chinese)
[8] 羅楚養, 吳催生, 魏仲委, 等. 高溫復合材料舵面研制與試驗驗證[J]. 復合材料學報, 2014, 31(5): 1312-1320.Luo Chuyang, Wu Cuisheng, Wei Zhongwei, et al. Manufacturing and Testing Verification for High Temperature Composite Rudder[J]. Acta Materiae Compositae Sinica, 2014, 31(5): 1312-1320.(in Chinese)
[9] 申鵬飛, 吳煒, 黃益民, 等. 空空導彈復合材料舵面顫振分析[J]. 航空兵器, 2021, 28(4): 97-102.Shen Pengfei, Wu Wei, Huang Yimin, et al. Flutter Analysis on Composite Rudder of Air-to-Air Missile[J]. Aero Weaponry, 2021, 28(4): 97-102.(in Chinese)
[10] 張國慶, 羅楚養, 胡凱征. 耐高溫復合材料艙體口蓋設計方法研究[J]. 機械設計與制造, 2021(2): 23-26.Zhang Guoqing, Luo Chuyang, Hu Kaizheng. Study on Design Method of High Temperature Composite Material Hatch Cover[J]. Machinery Design & Manufacture, 2021(2): 23-26.(in Chinese)
[11] 莊羊澎, 文子豪, 江晟達, 等. 耐高溫復合材料舵面根部結構設計與驗證[J]. 復合材料科學與工程, 2022(2): 45-51.Zhuang Yangpeng, Wen Zihao, Jiang Shengda, et al. Design and Testing of Root Junctional Structure of High Temperature Compo-site Rudders[J]. Composites Science and Engineering, 2022(2): 45-51.(in Chinese)
[12] 陳博. 國內外復合材料工藝設備發展述評之八——熱壓罐成型[J/OL]. 復合材料科學與工程, doi: 10.19936/j.cnki.2096-8000. 20220128.032.Chen Bo. A Review of the Development of Composite Process Equipment at Home and Abroad-Autoclave Molding[J/OL]. Composites Science and Engineering, doi: 10.19936/j.cnki.2096-8000.20220128.032. (in Chinese)
[13] 陳博. 國內外復合材料工藝設備發展述評之六——模壓成型[J/OL]. 復合材料科學與工程, doi: 10.19936/j.cnki.2096-8000. 20211128. 032.?Chen Bo. A Review of the Development of Composite Process Equipment at Home and Abroad-Compression Molding[J/OL]. Composites Science and Engineering, doi: 10.19936/j.cnki.2096-8000.20211128.032. (in Chinese)
[14] 陳博. 國內外復合材料工藝設備發展述評之七——液體模塑成型[J/OL]. 復合材料科學與工程, doi: 10.19936/j.cnki.2096-8000. 20211228.032.?Chen Bo. A Review of the Development of Composite Process Equipment at Home and Abroad-Liquid Composite Molding[J/OL]. Composites Science and Engineering, doi:? 10.19936/j.cnki.2096-8000.20211228.032. (in Chinese)
[15] 陳博. 國內外復合材料工藝設備發展述評之五——拉擠成型[J/OL]. 復合材料科學與工程, doi: 10.19936/j.cnki.2096-8000.20211028. 032.Chen Bo. A Review of the Development of Composite Process Equipment at Home and Abroad-Pultrusion Process[J/OL]. Composites Science and Engineering, doi: 10.19936/j.cnki.2096-8000.20211028.032. (in Chinese)
[16] 陳博. 國內外復合材料工藝設備發展述評之二——纖維纏繞成型[J/OL]. 復合材料科學與工程, doi: 10.19936/j.cnki.2096-8000. 20210731.032.Chen Bo. A Review of the Development of Composite Process Equipment at Home and Abroad-Filament Winding Molding [J/OL]. Composites Science and Engineering, doi: 10.19936/j.cnki.2096-8000.20210731.032. (in Chinese)
[17] Ngo T D, Kashani A, Imbalzano G, et al. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges[J]. Composites Part B: Engineering, 2018, 143: 172-196.
[18] Vyavahare S, Teraiya S, Panghal D, et al. Fused Deposition Mo-delling: A Review[J]. Rapid Prototyping Journal, 2020, 26(1): 176-201.
[19] Bettini P, Alitta G, Sala G, et al. Fused Deposition Technique for Continuous Fiber Reinforced Thermoplastic[J]. Journal of Materials Engineering and Performance, 2017, 26(2): 843-848.
[20] Song Y, Li Y, Song W, et al. Measurements of the Mechanical Response of Unidirectional 3D-Printed PLA[J]. Materials & Design, 2017, 123: 154-164.
[21] Aliheidari N, Tripuraneni R, Amell A, et al. Fracture Resistance Measurement of Fused Deposition Modeling 3D Printed Polymers[J]. Polymer Testing, 2017, 60: 94-101.
[22] 高堯, 屠澤洋, 劉雙姓, 等. FDM工藝參數對聚乳酸/石墨烯復合材料制件彎曲性能的影響[J]. 工程塑料應用, 2022, 50(4): 76-80.
Gao Yao, Tu Zeyang, Liu Shuangxing, et al. Influences of FDM Process Parameters on Bending Performance of PLA/Graphene Composite Products[J]. Engineering Plastics Application, 2022, 50(4): 76-80.(in Chinese)
[23] Araya-Calvo M, Lopez-Gomez I, Chamberlain-Simon N, et al. Evaluation of Compressive and Flexural Properties of Continuous Fiber Fabrication Additive Manufacturing Technology[J]. Additive Manufacturing, 2018, 22: 157-164.
[24] Caminero M A, Chacon J M, Garcia-Moreno I, et al. Interlaminar Bonding Performance of 3D Printed Continuous Fibre Reinforced Thermoplastic Composites Using Fused Deposition Modelling[J]. Polymer Testing, 2018, 68: 415-423.
[25] Liu G, Xiong Y, Zhou L.Additive Manufacturing of Continuous Fiber Reinforced Polymer Composites: Design Opportunities and Novel Applications[J]. Composites Communications, 2021, 27: 100907.
[26] Yao Y, Li M, Lackner M, et al. A Continuous Fiber-Reinforced Additive Manufacturing Processing Based on PET Fiber and PLA[J]. Materials (Basel, Switzerland), 2020, 13(14): 3044.
[27] 劉甲秋, 伊翠云, 彭德功, 等. 連續纖維復合材料增材制造的發展研究[J]. 纖維復合材料, 2020, 37(3): 91-94.
Liu Jiaqiu, Yi Cuiyun, Peng Degong, et al. Research on the Additive Manufacturing of Continuous Fiber Reinforced Composites[J]. Fiber Composites, 2020, 37(3): 91-94.(in Chinese)
[28] 鄭東昊, 楊立寧, 劉利劍, 等. 連續碳纖維增強復合材料3D打印噴頭設計[J]. 河北科技大學學報, 2021, 42(6): 613-618.Zheng Donghao, Yang Lining, Liu Lijian, et al. Design of Three-Dimensional Printing Nozzle of Continuous Carbon Fiber Reinforced Composite[J]. Journal of Hebei University of Science and Technology, 2021, 42(6): 613-618.(in Chinese)
[29] Li H M, Liu B S, Ge L, et al. Mechanical Performances of Continuous Carbon Fiber Reinforced PLA Composites Printed in Vacuum[J]. Composites Part B: Engineering, 2021, 225: 109277.
[30] Matsuzaki R, Ueda M, Namiki M, et al. Three-Dimensional Printing of Continuous-Fiber Composites by In-Nozzle Impregnation[J]. Scientific Reports, 2016, 6: 23058.
[31] 田小永, 劉騰飛, 楊春成, 等. 高性能纖維增強樹脂基復合材料3D打印及其應用探索[J]. 航空制造技術, 2016, 59(15): 26-31.Tian Xiaoyong, Liu Tengfei, Yang Chuncheng, et al. 3D Printing for High Performance Fiber Reinforced Polymer Composites and Exploration on Its Applications[J]. Aeronautical Manufacturing Technology, 2016, 59(15): 26-31.(in Chinese)
[32] Wang Y C, Shi J, Liu Z H. Bending Performance Enhancement by Nanoparticles for FFF 3D Printed Nylon and Nylon/Kevlar Composites[J]. Journal of Composite Materials, 2021, 55(8): 1017-1026.
[33] Yang C C, Tian X Y, Liu T F, et al. 3D Printing for Continuous Fiber Reinforced Thermoplastic Composites: Mechanism and Performance[J]. Rapid Prototyping Journal, 2017, 23(1): 209-215.
[34] Rijckaert S, Daelemans L, Cardon L, et al. Continuous Fiber-Reinforced Aramid/PETG 3D-Printed Composites with High Fiber Loading through Fused Filament Fabrication[J]. Polymers, 2022, 14(2): 298.
[35] Terekhina S, Egorov S, Tarasova T, et al. In-Nozzle Impregnation of Continuous Textile Flax Fiber/Polyamide 6 Composite during FFF Process[J]. Composites Part A: Applied Science and Manufacturing, 2022, 153: 106725.
[36] 劉騰飛, 田小永, 薛蓮. 連續碳纖維增強尼龍6復合材料3D打印裝備與參數調控[J]. 機械工業標準化與質量, 2020(3): 27-30.
Liu Tengfei, Tian Xiaoyong, Xue Lian. 3D Printing Equipment and Parameter Control of Continuous Carbon Fiber Reinforced Nylon 6 Composite[J]. Machinery Industry Standardization & Quality, 2020(3): 27-30.(in Chinese)
[37] Sugiyama K, Matsuzaki R, Ueda M, et al. 3D Printing of Composite Sandwich Structures Using Continuous Carbon Fiber and Fiber Tension[J]. Composites Part A: Applied Science and Manufacturing, 2018, 113: 114-121.
[38] Pandelidi C, Bateman S, Piegert S, et al. The Technology of Continuous Fibre-Reinforced Polymers: A Review on Extrusion Additive Manufacturing Methods[J]. The International Journal of Advanced Manufacturing Technology, 2021, 113(11/12): 3057-3077.
[39] Samykano M, Selvamani S K, Kadirgama K, et al. Mechanical Property of FDM Printed ABS: Influence of Printing Parameters[J]. The International Journal of Advanced Manufacturing Technology, 2019, 102(9/10/11/12): 2779-2796.
[40] Vicente C M S, Martins T S, Leite M, et al. Influence of Fused Deposition Modeling Parameters on the Mechanical Properties of ABS Parts[J]. Polymers for Advanced Technologies, 2020, 31(3): 501-507.
[41] Luzanin O, Movrin D, Stathopoulos V, et al. Impact of Processing Parameters on Tensile Strength, In-Process Crystallinity and Mesostructure in FDM-Fabricated PLA Specimens[J]. Rapid Prototyping Journal, 2019, 25(8): 1398-1410.
[42] Christiyan K G J, Chandrasekhar U, Venkateswarlu K. Flexural Properties of PLA Components under Various Test Condition Manufactured by 3D Printer[J]. Journal of the Institution of Engineers (India): Series C, 2018, 99(3): 363-367.
[43] Chapman G, Pal A K, Misra M, et al. Studies on 3D Printability of Novel Impact Modified Nylon 6: Experimental Investigations and Performance Evaluation[J]. Macromolecular Materials and Engineering, 2021, 306(2): 2000548.
[44] Li H, Zhang S, Yi Z R, et al. Bonding Quality and Fracture Analysis of Polyamide 12 Parts Fabricated by Fused Deposition Modeling[J]. Rapid Prototyping Journal, 2017, 23(6): 973-982.
[45] 王智, 于寧, 黎靜. 熔融沉積纖維增強復合材料的研究進展[J]. 材料導報, 2021, 35(15): 15197-15204.Wang Zhi, Yu Ning, Li Jing. Research Progress in Fused Deposition Modeling of Fiber-Reinforced Composites[J]. Materials Reports, 2021, 35(15): 15197-15204.(in Chinese)
[46] Cersoli T, Yelamanchi B, MacDonald E, et al. 3D Printing of a Continuous Fiber-Reinforced Composite Based on a Coaxial Kevlar/PLA Filament[J]. Composites and Advanced Materials, 2021, 30: 26349833211000058.
[47] Ning F D, Cong W L, Qiu J J, et al. Additive Manufacturing of Carbon Fiber Reinforced Thermoplastic Composites Using Fused Deposition Modeling[J]. Composites Part B: Engineering, 2015, 80: 369-378.
[48] 王麗娟. 3D打印連續纖維增強聚酰胺復合材料機械性能研究[J]. 功能材料, 2020, 51(10): 10157-10160.Wang Lijuan. Mechanical Properties of 3D Printing Continuous Fiber Reinforced Polyamide Composites[J]. Journal of Functional Materials, 2020, 51(10): 10157-10160.(in Chinese)
[49] Mathur K, Kabir S M F, Seyam A-F M. Tensile Properties of 3D Printed Continuous Fiberglass Reinforced Cellular Composites[J]. The Journal of the Textile Institute, 2022, 113(1): 60-69.
[50] Yu T Y, Zhang Z Y, Song S T, et al. Tensile and Flexural Beha-viors of Additively Manufactured Continuous Carbon Fiber-Reinforced Polymer Composites[J]. Composite Structures, 2019, 225: 111147.
[51] Dickson A N, Barry J N, Mcdonnell K A, et al. Fabrication of Continuous Carbon, Glass and Kevlar Fibre Reinforced Polymer Composites Using Additive Manufacturing[J]. Additive Manufacturing, 2017, 16: 146-152.
[52] Chacon J M, Caminero M A, Nunez P J, et al. Additive Manufacturing of Continuous Fibre Reinforced Thermoplastic Composites Using Fused Deposition Modelling: Effect of Process Parameters on Mechanical Properties[J]. Composites Science and Technology, 2019, 181: 107688.
[53] OConnor H J, Dowling D P. Low-Pressure Additive Manufacturing of Continuous Fiber-Reinforced Polymer Composites[J]. Polymer Composites, 2019, 40(11): 4329-4339.
[54] 劉衛兵, 錢素娟, 劉志東. 3D打印用高分子材料及打印成型工藝參數優化研究進展[J]. 合成樹脂及塑料, 2020, 37(2): 85-89.Liu Weibing, Qian Sujuan, Liu Zhidong. Research Progress and Optimization of Process Parameters of Polymer Materials for 3D Printing[J]. China Synthetic Resin and Plastics, 2020, 37(2): 85-89.(in Chinese)
[55] 崔永輝, 虞立果, 賈明印. 連續纖維增強PLA復合材料3D打印制備技術研究[J]. 纖維復合材料, 2020, 37(4): 95-100.Cui Yonghui, Yu Liguo, Jia Mingyin. Study on 3D Printing Technology of Continuous Fiber Reinforced PLA Composite[J]. Fiber Composites, 2020, 37(4): 95-100.(in Chinese)
[56] Akhoundi B, Nabipour M, Kordi O, et al. Calculating Printing? Speed in Order to Correctly Print PLA/Continuous Glass Fiber Composites via Fused Filament Fabrication 3D Printer[J/OL]. Journal of Thermoplastic Composite Materials, doi: 10.1177/0892705721997534.
[57] 張帆, 譚躍剛, 馬國鋒, 等. 連續碳纖維復合材料3D打印的成型工藝研究[J]. 機械設計與制造, 2019(7): 96-98.Zhang Fan, Tan Yuegang, Ma Guofeng, et al. Research on the Forming Process of Continuous Carbon Fiber Composite 3D Printing[J]. Machinery Design & Manufacture, 2019(7): 96-98.(in Chinese)
[58] Chen K, Yu L G, Cui Y H, et al. Optimization of Printing Parameters of 3D-Printed Continuous Glass Fiber Reinforced Polylactic Acid Composites[J]. Thin-Walled Structures, 2021, 164: 107717.
[59] Mosleh N, Rezadoust A M, Dariushi S. Determining Process-Window for Manufacturing of Continuous Carbon Fiber-Reinforced Composite Using 3D-Printing[J]. Materials and Manufacturing Processes, 2020, 36(4): 409-418.
[60] Ren F, Zhang C, Yu Y, et al. A Modeling Approach to Fiber Fracture in Melt Impregnation[J]. Applied Composite Materials, 2017, 24(1): 193-207.
[61] Ren F, Yu Y, Yang J J, et al. A Mathematical Model for Conti-nuous Fiber Reinforced Thermoplastic Composite in Melt Impregnation[J]. Applied Composite Materials, 2017, 24(3): 675-690.
[62] Wang F J, Wang G S, Ning F D, et al. Fiber-Matrix Impregnation Behavior during Additive Manufacturing of Continuous Carbon Fiber Reinforced Polylactic Acid Composites[J]. Additive Manufacturing, 2021, 37: 101661.
[63] Qiao J, Li Y R, Li L Q. Ultrasound-Assisted 3D Printing of Continuous Fiber-Reinforced Thermoplastic (FRTP) Composites[J]. Additive Manufacturing, 2019, 30: 100926.
[64] Yu L G, Chen K, Xue P, et al. Impregnation Modeling and Preparation Optimization of Continuous Glass Fiber Reinforced Polylactic Acid Filament for 3D Printing[J]. Polymer Composites, 2021, 42(11): 5731-5742.
[65] 張帆, 尚雯, 譚躍剛. 連續碳纖維復合材料3D打印的切片方向調控[J]. 機械設計與制造, 2019(10): 170-173.Zhang Fan, Shang Wen, Tan Yuegang. Slicing Direction Control Algorithm for Continuous Carbon Fiber Composite 3D Printing[J]. Machinery Design & Manufacture, 2019(10): 170-173.(in Chinese)
[66] 黃志鵬. 基于FDM技術的3D打印分層及路徑規劃的研究[D]. 杭州: 杭州電子科技大學, 2021.Huang Zhipeng. Research on 3D Printing Layering and Path Planning Based on FDM Technology[D]. Hangzhou: Hangzhou Dianzi University, 2021. (in Chinese)
[67] 易雪濤, 譚躍剛, 王茂森, 等. 連續碳纖維復合材料選擇性增強的3D打印切片方法研究[J]. 數字制造科學, 2021, 19(1): 16-21.Yi Xuetao, Tan Yuegang, Wang Maosen, et al. Selective Enhancement Slicing Method for 3D Printing of Continuous Carbon Fiber Composite Material[J]. Digital Manufacture Science, 2021, 19(1): 16-21.(in Chinese)
[68] Wang T, Li N Y, Link G D, et al. Load-Dependent Path Planning Method for 3D Printing of Continuous Fiber Reinforced Plastics[J]. Composites Part A: Applied Science and Manufacturing, 2021, 140: 106181.
[69] 張曼曼, 姜毅, 楊昌志, 等. 未來空戰對抗環境及作戰樣式研究[J]. 空天防御, 2021, 4(3): 105-109.Zhang Manman, Jiang Yi, Yang Changzhi, et al. Confrontation Environment and Combat Mode of Future Air Combat[J]. Air & Space Defense, 2021, 4(3): 105-109.(in Chinese)
[70] 栗飛, 劉琪, 郭正玉, 等. 美國制空作戰能力演變對空空導彈發展的啟示[J]. 航空兵器, 2021, 28(4): 11-15.Li Fei, Liu Qi, Guo Zhengyu, et al. Implications of Evolution of US Air Combat Capability for Development of Air-to-Air Missile[J]. Aero Weaponry, 2021, 28(4): 11-15.(in Chinese)
[71] 王超磊, 樊會濤. 美軍新型制空作戰概念研究[J]. 航空兵器, 2022, 29(3): 8-13.Wang Chaolei, Fan Huitao. Research on New Air Combat Concepts of US Military[J]. Aero Weaponry, 2022, 29(3): 8-13.(in Chinese)
[72] 葛佳昊,? 劉莉,? 王軍.? 拒止環境下巡飛武器分布式智能作戰關鍵技術研究[J/OL].戰術導彈技術, doi: 10.16358/j.issn.1009-1300.20220574.Ge Jiahao, Liu Li, Wang Jun. Research on Key Technologies of Distributed Intelligent Operation of Loitering Weapon Systems in? Denial Environment[J/OL]. Tactical Missile Technology, doi: 10.16358/j.issn.1009-1300.20220574. (in Chinese)
[73] 劉箴,? 吳馨遠,? 許潔心. 無人機集群作戰系統的新發展及趨勢分析[J].彈箭與制導學報,? doi: 10.16358/j.issn.1009-1300.20220574.Liu Zhen, Wu Xinyuan, Xu Jiexin. New Development and Trend Analysis of UAV Swarming Operation System[J]. Journal of Projectiles, Rockets, Missiles and Guidance, doi: 10.16358/j.issn.1009-1300.20220574. (in Chinese)
[74] 谷康. 外軍無人蜂群作戰概念研究進展及分析[J]. 航空兵器, 2022, 29(1): 52-57.Gu Kang. Research Progress and Development Analysis of Foreign Army Drone Swarm Operation[J]. Aero Weaponry, 2022, 29(1): 52-57.(in Chinese)
[75] 紫玉,車易.美國國防預先研究計劃局著眼未來開發機載無人機[J].飛航導彈, 2015(1):? 1-2.Zi Yu, Che Yi. The US Defense Advanced Research Projects Agency is Looking to the Future to Develop Airborne Drones[J]. Aerodynamic Missile Journal, 2015(1): 1-2.(in Chinese)
Progress in 3D Printing of Continuous Fiber Reinforced
Composites Based on Fused Deposition Modeling
Yu Lintao Nie Xiangfan Luo Chuyang
(1. School of Aeronautics, Chongqing Jiaotong University, Chongqing 400074, China;
2. The Green Aerotechnics Research Institute of Chongqing Jiaotong University,
Chongqing 401120, China; 3. Aviation Engineering School,? Air Force Engineering University, Xian 710038, China;
4. Center for Civil Aviation Composites, Donghua University, Shanghai 201620, China)
Abstract: The fused deposition molding (FDM) process is a 3D printing molding process that has received extensive attention and research because of its free molding, strong designability and rapid prototyping. This further expands the application of continuous fiber reinforced composites. This paper reviews the forming principle, process method, equipment and printing materials of the FDM process for continuous fiber reinforced composites. The effects of process parameters, impregnation state and path planning algorithm on the mechanical properties and surface quality of 3D printed continuous fiber reinforced composite samples are analyzed. The problems encountered in the current FDM process and technology development are summarized, and suggestions for the key directions of future development are proposed.
Key words:? composite; 3D printing; continuous fiber; fused deposition modeling; aircrafts
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
焊接(2015年9期)2015-07-18 11:03:53
應用化工(2014年10期)2014-08-16 13:11:29