
圓柱面點陣自生Al2O3鋁合金粉芯絲材開發及應用
2023-06-28 00:47:48唐論余圣甫鄭博史玉升陳穎
航空學報 2023年9期
唐論,余圣甫,鄭博,史玉升,陳穎
華中科技大學 材料成形與模具技術國家重點實驗室,武漢 430074
功能和材料一體化的鋁合金三維點陣結構具有承載、隔熱、輕質、高比強等諸多特點,已成為高速飛行器曲面熱防護殼體的優選結構設計[1-3]。鋁合金具有優異的比強度、比剛度和延展性,但同時具有很高的導熱性,這使得其制備的點陣熱防護結構的隔熱性較差。如何從材料方面綜合提升鋁合金點陣結構的隔熱和承載性能是目前亟待解決的問題。
陶瓷顆粒復合鋁合金具有低熱導率和高強度的特點,能夠較好的滿足高速飛行器熱防護點陣殼體的隔熱和承載需求[4]。陶瓷顆粒復合鋁合金的制備方法可分為外加法和原位自生法兩大類[5-6]。目前,以粉末冶金法、攪拌鑄造法、機械合金化法等為代表的外加陶瓷顆粒制備方法已較為成熟。然而,外加法難以保證陶瓷顆粒的均勻彌散分布,且外加陶瓷顆粒表面易受污染,導致陶瓷顆粒與基體的結合變差[7]。原位自生法是利用元素與元素或元素與化合物之間的化學反應來實現在基體金屬內原位生成陶瓷相[8]。原位生成的陶瓷顆粒尺寸細小,表面無污染,與基體金屬的界面結合良好,且易實現均勻彌散分布。在原位自生法中,自蔓延高溫合成法制備的材料孔隙率高[9];接觸反應法和熔體直接反應法熔體高溫停留時間長,易導致合金燒損[10-11]。更為重要的是,由于工藝的復雜性和限制,傳統陶瓷顆粒復合鋁合金制備方法均難以直接成形曲面鋁合金點陣結構。
近年來,電弧增材制造制備陶瓷顆粒復合金屬材料已成為一個熱門領域,Jin 等[12]設計了一個包含表面涂覆裝置的基于TiG 的電弧增材制造系統,利用其在成形表面預涂覆TiC 陶瓷顆粒,研究發現與無添加的2219 鋁合金電弧增材制造相比,TiC 陶瓷的加入使得抗拉強度提高了114 MPa;Chen 等[13]采用電弧增材制造方法,通過在成形表面預涂覆含La2O3丙酮涂料來制備鈦合金材料,結果發現La2O3對鈦合金晶粒有強烈的細化作用;Kennedy 等[14]通過表面涂覆ZrN 和TiN 顆粒來制備Ti-6Al-4V 合金材料,加入TiN顆粒后β 晶粒由柱狀晶變為等軸晶,平均晶粒尺寸減小至300 μm;Oropeza 等[15]利用直徑3.2 mm 的TiC 顆粒增強7075 鋁合金焊絲進行了電弧增材制造,抗拉強度和屈服強度分別達到了377 MPa 和235 MPa。目前,電弧增材制造顆粒復合金屬材料普遍通過外加陶瓷顆粒來實現,預涂覆陶瓷顆粒增加了成形方法的復雜度,添加了TiC 的實芯鋁絲材則由于加工性能變差而難以制備成直徑1.2 mm 的絲材,從而限制了成形構件的尺寸。
電弧增材制造專用鋁合金粉芯絲材是采用鋁帶包覆合金粉末拉拔減徑而成的,其粉芯成分可控、制備方法簡單、易于批量生產,是作為具有特殊性能要求構件電弧增材制造的優選絲材[16]。采用粉芯絲材來制備自生陶瓷顆粒復合鋁合金點陣結構能夠彌補現有電弧增材方法中的不足,即利用粉芯絲材作為載體,將自生反應原料加入到粉芯絲材中,利用高溫電弧引燃反應,實現在鋁基體中自反應生成陶瓷顆粒。電弧增材制造專用鋁合金粉芯絲材應有優良的工藝性能,要求其在成形過程中具有電弧穩定、熔滴過渡平穩、飛濺率低、堆積金屬表面平整光亮等特點。但目前對于自生陶瓷顆粒鋁合金粉芯絲材的相關研究鮮見。
開發用于高速飛行器鋁合金殼體上電弧增材制造點陣的自生Al2O3鋁合金粉芯絲材,利用Al 和NiO 在高溫電弧中發生的冶金反應來實現自生納米Al2O3顆粒,研究了不同工藝參數下粉芯絲材的工藝性能,分析了自生Al2O3鋁合金桿件的微觀組織和性能,最后利用開發的粉芯絲材作為成形材料,采用電弧增材制造制備了圓柱面雙層鋁合金點陣結構。
1 粉芯絲材成分設計
用于高超飛行器曲面殼體的鋁合金點陣結構需要兼具承載和隔熱性能,要求電弧增材制造的堆積金屬具有較低的熱導率和足夠強度,而粉芯絲材的合金成分直接決定了堆積金屬的隔熱性能和強度性能[17]。因此,粉芯絲材的合金體系設計采用自反應生成Al2O3以實現隔熱和提高強度。
1. 1 自生Al2O3反應熱分析
Al2O3陶瓷具有較好的隔熱性能,兼具較高的強度、彈性模量和熔點。在鋁合金基體中加入Al2O3陶瓷顆粒能夠降低基體的熱導率,并實現第二相顆粒強化,提高基體的強度性能。自生Al2O3反應為Al 和NiO 的置換反應,通過在粉芯絲材中加入Al 粉和NiO 粉,利用電弧增材制造過程中的冶金反應來實現自生Al2O3陶瓷。Al 對O的親和勢大于Ni 對O 的親和勢,因而理論上Al能將NiO 的Ni 置換出來,生成更為穩定的Al2O3,反應式為
為判斷反應式(1)能否自發進行,需計算反應式(1)在電弧增材制造過程中400~1 200 K 內的吉布斯自由能變。可采用式(2)計算式(1)的吉布斯自由能變:
式中:ΔrGm為吉布斯自由能變;νB為反應式中物質B 的系數;GB為物質B 的吉布斯自由能;T為反應溫度。查得反應式(1)中各物質在不同溫度下的吉布斯自由能[18],由式(2)分別計算,結果見圖1。 由圖可知,反應式(1)的ΔrGm在400~1 200 K 的范圍內均遠小于零,即電弧增材制造過程中反應式(1)在熱力學上是可進行的。
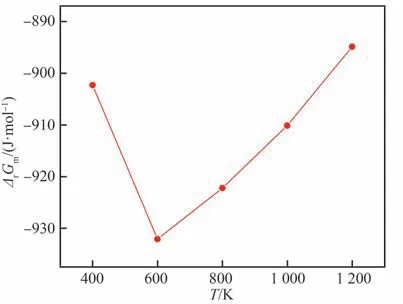
圖1 不同溫度下的吉布斯自由能變Fig. 1 Gibbs free energy change at different temperatures
為了判斷反應式(1)能否在鋁合金電弧增材制造的溫度條件下發生,進行了熱分析(TGDSC)。將Al 粉(250 μm)和NiO 粉(45 μm)按照反應式(2)配成物質的量之比為2∶3 的混合粉末,放入型號NETZSCH STA449F3 的同步熱分析儀中進行實驗,升溫速率為10 ℃/min,保護氣為純氬,得到Al 和NiO 的TG-DSC 曲線,如圖2所示。
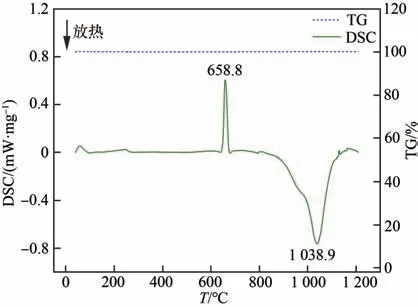
圖2 Al/NiO 冶金反應的TG-DSC 曲線Fig. 2 TG-DSC curve of Al/NiO metallurgical reaction
TG 曲線表示反應隨溫度的失重變化,圖2 中TG 曲線近似一直線,可認為反應過程中Al 粉未發生明顯氧化。DSC 曲線表示反應隨溫度的熱效應變化,圖2 中DSC 曲線在641~680 ℃內出現一明顯吸熱峰,其為Al 粉的熔融,大量熔融發生在峰值溫度658.8 ℃,接近純鋁的熔點。DSC 曲線在851~1 167 ℃內出現一明顯放熱峰,可判定反應式(1)在此溫度范圍內進行,反應的最大速率發生在峰值溫度1 038.9 ℃。根據文獻[19]的報道,反應式(1)的絕熱溫度達到了2 883 ℃,即反應的進行過程是迅速、劇烈的,且反應一旦被引燃,反應產生的熱將使反應自發進行。而電弧弧柱的溫度在5 000 ℃以上,鋁合金熔滴的峰值溫度超過1 100 ℃,因此反應式(1)可以在鋁合金電弧增材制造的溫度條件下可靠進行。
1. 2 合金體系設計
絲材的合金體系決定了堆積金屬的固有強度,在鋁合金的合金體系中,Al-Zn-Mg 和Al-Cu-Mn 三元合金體系均具有較高的強度。Al-Zn-Mg 三元體系中的Zn 和Mg 以金屬粉末的形式加入到絲材的粉芯中,其易在電弧的高溫作用下大量燒損,同時形成大量的金屬蒸汽,不宜作為粉芯絲材的合金體系,而Al-Cu-Mn 合金體系中的Cu 和Mn 熔點較高,不存在上述問題。因此,選用了Al-Cu-Mn 作為鋁合金粉芯絲材的基礎合金體系,鋁合金粉芯絲材化學成分設計見表1。表1 中作為變質劑加入的微量合金元素Ti、V、Zr 具有細化晶粒、改善組織韌性和塑性的重要作用,加入的氟化物稀土CeF3能夠穩定電弧,減少堆積金屬中的氫氣孔。
表1 自生Al2O3鋁合金粉芯絲材化學成分Table 1 Chemical composition of in-situ Al2O3 aluminum alloy powder cored wire
2 粉芯絲材制備和工藝性能
2. 1 粉芯絲材制備
根據表1 中鋁合金粉芯絲材的設計成分進行粉芯組分配比。實驗中采用的粉末為鋁粉、銅粉、錳粉、鈦鐵粉、釩鐵粉、鋯粉、一氧化鎳粉和氟化鈰粉,包覆粉末使用的鋁帶為1060 工業純鋁。粉料按成分配比后,經過均勻混料、120 ℃烘干4 小時后加入到軋制成U 形槽的鋁帶中,鋁帶包覆粉末形成直徑3.8 mm 的初始絲材,經13 次減徑過程得到直徑1.2 mm 的絲材,并最后經過除油劑清洗和烘干,得到成品絲材。
2. 2 粉芯絲材工藝性能
電弧增材制造系統包括福尼斯TPS 4000 CMT 焊接電源、電源控制器、KUKA KR30-HR 型機器人,基板為1060 工業純鋁板。采用3 種工藝參數進行點陣單元桿堆積實驗,實驗參數見表2。
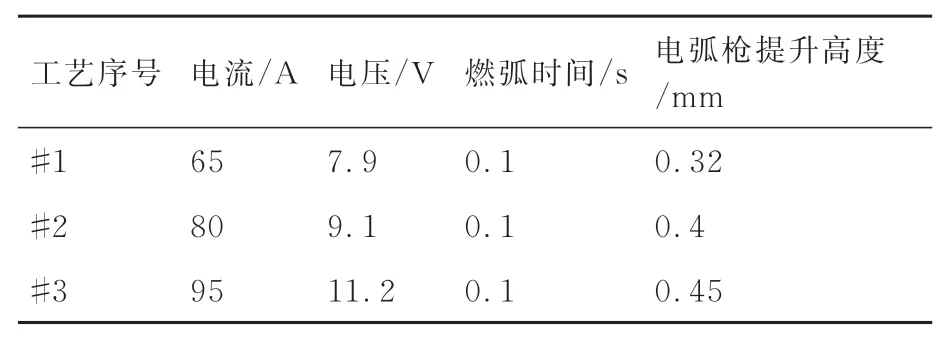
表2 點陣單元桿堆積工藝參數Table 2 Lattice unit rod deposited process parameters
保護氣均為99.99% 的氬氣,氣流量為18 L/min。采用工業顯微鏡觀察單元桿的宏觀形貌,并用GaoSuo 軟件采集圖像。利用型號Eosen CL MC1360-63 的高速攝像機拍攝堆積過程中的熔滴過渡情況,圖像采集頻率為1 000 Hz。采用型號為Form Talysurf PGI830 表面輪廓綜合測量儀對桿件表面成形質量進行測量。采用間接法測量飛濺率,用精度為0.001 g 的電子天平稱取單元桿的質量m1,粉芯絲材堆積前質量m2,粉芯絲材堆積后質量m3,并通過式(3)計算得到飛濺率γ:
2.2.1 熔滴過渡和電弧穩定性
圖3 為工藝#2 下單元桿成形時的熔滴過渡過程。由圖可知,在CMT 控制模式下,絲材與單元桿先發生接觸,絲材回抽并起弧,熔滴在絲材尖端形成后逐漸長大。隨著絲材的送進,熔滴與單元桿發生接觸,絲材強制回抽以完成熔滴過渡。整個熔滴過渡過程平穩,熔滴接觸過渡期間沒有爆斷發生。圖4 為工藝#2 下單元桿成形時的電弧燃燒形態。可以看出,電弧燃燒時具有良好的穩定性和挺度,未出現電弧漂移和偏轉等不良現象。實驗拉制的鋁合金粉芯絲材中含有大量的純Al 粉,而Al 的電離電位僅為7.65,在電弧弧柱中易發生熱電離,從而增強電弧的導電性,并穩定電弧。圖3 和圖4 表明了鋁合金粉芯絲材具有平穩的熔滴過渡過程和良好的電弧穩定性。
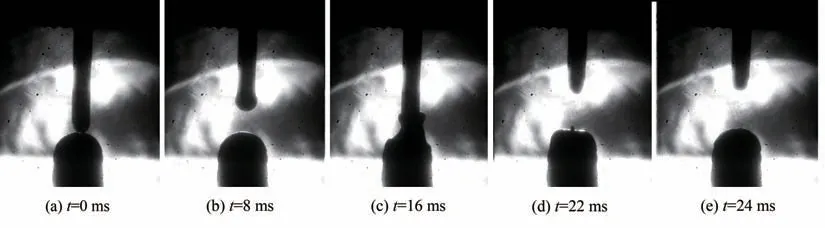
圖3 工藝#2 下單元桿成形時的熔滴過渡過程Fig. 3 Droplet transfer process during forming of unit rod in process #2
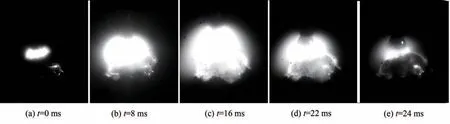
圖4 工藝#2 下單元桿成形時的電弧燃燒形態Fig. 4 Arc combustion pattern during forming of unit rod in process #2
2.2.2 飛濺率
由于單元桿成形過程中的飛濺極細小不易收集,通過測量粉芯絲材堆積前后的質量和單元桿質量來間接求得飛濺率。表3 為3 種工藝參數下單元桿成形時的飛濺率。由表可知,3 種工藝下點陣單元桿的飛濺率均低于0.8%,飛濺率處于很低水平。實驗采用福尼斯CMT 焊接電源,熔滴過渡為強制短路過渡,短路過渡時電流處于較低水平,不會出現細頸爆斷現象,且圖2 中熔滴過渡過程平穩,因此達到了很低的飛濺水平。

表3 不同工藝參數下點陣單元桿的飛濺率Table 3 Spatter rate of lattice unit rod under different process parameters
2.2.3 點陣單元桿宏觀形貌
粉芯絲材成形點陣單元桿的表面質量是評價開發的絲材工藝性能的一個重要方面。圖5(a)、圖5(c)、圖5(e)分別為3 種工藝參數下的點陣單元桿的宏觀形貌。由圖可知,不同工藝下鋁合金粉芯絲材成形的點陣單元桿均表現出表面光亮、無氣孔、無裂紋。圖5(b)、圖5(d)、圖5(f)分別為3 種工藝參數下的點陣單元桿的表面波紋度測量結果。由圖中波紋度數據計算得到,工藝#1 下單元桿的粗糙度為9.10 μm,桿表面的波峰和波谷最大差為80 μm;工藝#2 下單元桿的粗糙度為9.60 μm,桿表面的波峰和波谷最大差為94 μm;工藝#3 下單元桿的粗糙度為10.40 μm,桿表面的波峰和波谷最大差為99 μm。綜合單元桿宏觀形貌和表面粗糙度可知,制備的鋁合金粉芯絲材在不同工藝下成形的單元桿均具有較好的成形質量,粉芯中加入的NiO 粉末并未對熔池的鋪展性和流動性造成不良影響。
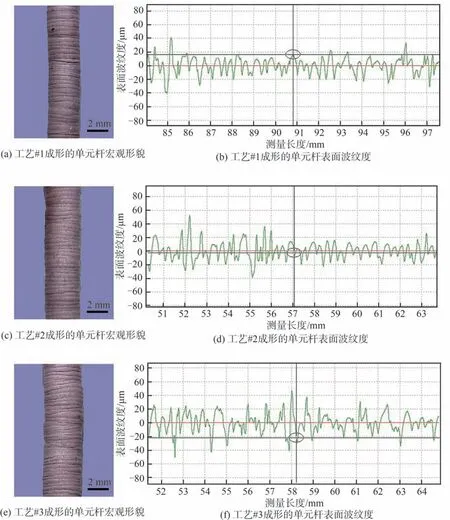
圖5 單元桿宏觀形貌和表面粗糙度測量結果Fig. 5 Macro morphology and measurement results of surface roughness of unit rod
3 自生Al2O3單元桿組織與性能
利用研制的含1.5%NiO 鋁合金粉芯絲材成形了單元桿,成形參數采用表2 中的#2 工藝,并用不含NiO 的粉芯絲材在相同工藝下成形了單元桿,作為對照組。截取單元桿的縱截面制成金相試樣,在AE200MET 型光學顯微鏡上進行組織觀察。 采用Tecnai G2 F30 型透射電鏡(TEM)觀察自生Al2O3陶瓷顆粒的尺寸和形貌。利用LFA-427 型激光導熱分析儀測量單元桿的熱導率,試樣尺寸如圖6 所示。利用W300B 型萬能實驗機對單元桿進行拉伸試驗,試樣尺寸如圖7 所示。
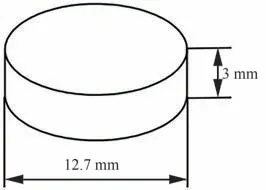
圖6 熱導率測試試樣尺寸Fig. 6 Thermal conductivity test sample size
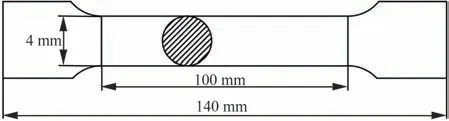
圖7 拉伸試樣尺寸Fig. 7 Tensile sample size
3. 1 單元桿微觀組織
圖8(a)為含1.5%NiO 鋁合金粉芯絲材成形的單元桿金相組織。單元桿的晶粒形貌為等軸晶,平均晶粒尺寸約為27 μm,在晶界和晶粒內部可以觀察到大量灰色析出相,如圖8(a)中紅圈所示。實驗研制的鋁合金粉芯絲材中Cu 元素和Ni元素含量均超過了其在Al 基體中的極限固溶度,未固溶的Cu 和Ni 將以第二相的形式析出,而實現沉淀強化。據相關文獻報道[20-22],晶內析出相應主要為θ-Al2Cu,晶界處共晶相包含(Al+θ-Al2Cu)共晶和(Al+Al3Ni)共晶。圖8(b)為不含NiO 鋁合金粉芯絲材成形的單元桿金相組織,其等軸晶晶粒尺寸較大,平均晶粒尺寸約為46 μm。晶粒尺寸的有效減小含表明自反應式(1)的生成產物促進了鋁基體晶粒的細化。Al-NiO 自生反應生成的Al2O3尺寸十分細小,需要通過透射電鏡觀察和分析。
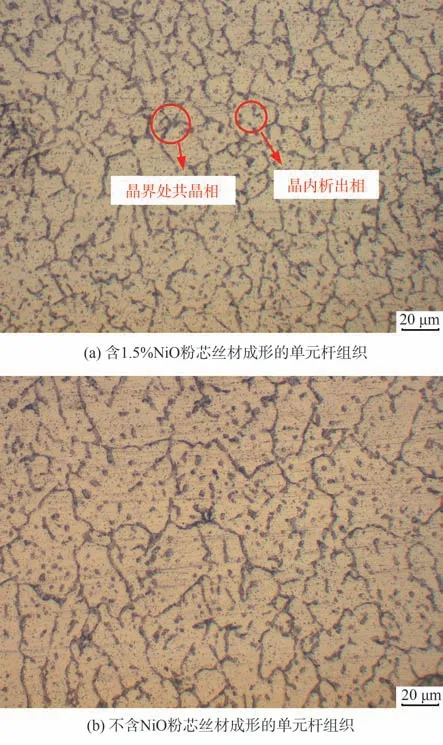
圖8 自生Al2O3單元桿的微觀金相組織Fig. 8 Microstructure of in-situ Al2O3 unit rod
圖9 為Al-Cu 基體組織中生成的納米級顆粒,顆粒粒徑分布在50~300 nm 內,小尺寸顆粒截面呈多邊形,大尺寸顆粒截面則呈長條形,納米顆粒均勻分布在基體組織內,未發現聚集現象。對納米顆粒進行了EDS 能譜測試,測試結果如圖10 所示,納米顆粒的主要元素成分為Al 和O,可以判定其為反應生成的Al2O3相。通過電子衍射分析確定納米Al2O3的晶體結構,標定結果表明其為密排六方α-Al2O3,如圖11(a)所示。高分辨率圖像展示了納米顆粒與Al 基體的結合界面良好,未發現界面存在間隙或裂紋,如圖11(b)所示。在第二相的觀察中,暫未發現自生反應式(1)產物中的Ni 元素與Al 基體反應生成的納米級第二相顆粒。根據Al-Ni 相圖,Ni 元素在Al 基體中的極限固溶度僅為0.24%,大部分Ni元素將與Al 基體生成(Al+Al3Ni)低熔共晶相,而在電弧增材制造多次熱循環的作用下,細小的共晶相會聚集長大,最終尺寸將遠超過納米級,因而未能在納米尺寸中觀察到。
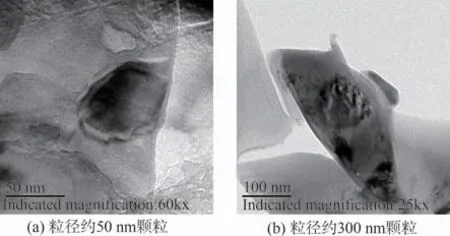
圖9 自生納米Al2O3顆粒微觀形貌Fig. 9 Micromorphology of in-situ Al2O3 Nanoparticles
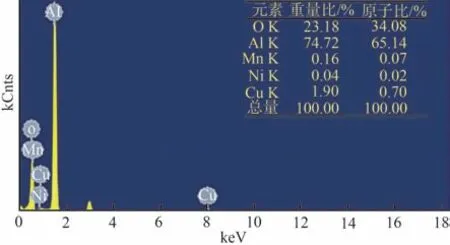
圖10 納米顆粒EDS 能譜測試結果Fig. 10 Nanoparticle EDS test results
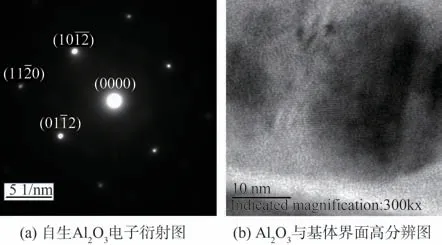
圖11 自生Al2O3電子衍射及與基體界面的高分辨圖Fig. 11 Electron diffraction pattern of in-situ Al2O3 and high-resolution image of interface between Al2O3 and substrate
3. 2 單元桿隔熱和強度性能
表4 為2 種不同NiO 含量單元桿的導熱測試和拉伸試驗結果。含1.5%NiO 鋁合金粉芯絲材成形的單元桿熱導率為103.68 W/(m·K),在不含NiO 的基礎上降低了約25%,鋁基體的隔熱性能有較大提升。含1.5%NiO 鋁合金粉芯絲材成形的單元桿平均抗拉強度達到了288 MPa,較好的延伸率表明Al2O3的生成并未明顯降低單元桿的延伸性。

表4 單元桿的導熱測試和拉伸試驗結果Table 4 Results of heat conduction test and tensile test of unit rod
自生Al2O3鋁合金的熱導率降低是由于金屬和陶瓷的中的導熱機制的不協調而造成的。金屬的熱傳導主要依靠自由電子的運動,而陶瓷顆粒中熱傳導主要依靠晶格的振動,二者導熱機制的不協調使得在鋁基體和陶瓷顆粒的界面處產生很高的熱阻,從而產生熱能損耗,降低了基體的熱導率。在強度性能方面,納米Al2O3陶瓷顆粒對Al-Cu 基體的強化作用主要包括兩個部分:一是高強度和硬度的納米Al2O3顆粒能夠有效的阻礙位錯的運動,實現Orowan 強化,其中尺寸在100 nm 以下的小顆粒是Orowan 強化機制的主要貢獻部分;二是尺寸在100 nm 以上的大顆粒能夠通過與基體的結合界面來承受部分載荷,而實現載荷傳遞強化。此外,據Najarian 等的報道[22],NiO 中被Al 置換出的Ni 元素,一部分會固溶到鋁基體中,一部分會形成(Al+Al3Ni)共晶相。但由于Ni 在Al 中的固溶度很低,且共晶相尺寸較大,其對基體的強化作用較小。
4 粉芯絲材在增材制造圓柱面點陣結構上的應用
4. 1 圓柱面雙層點陣示范件制備
圖12 為圓柱面雙層金字塔點陣結構的三維模型。旋壓成形的圓柱面基底直徑為157 mm、厚度為3 mm、高度為120 mm。第1 層金字塔點陣結構的桿長為16.4 mm、桿徑為3 mm、桿傾角為45°,第2層金字塔點陣結構的桿長為17.6 mm、桿徑為3 mm、桿傾角為45°,圓柱面基底上共包含30 列、5 排、2 層點陣。
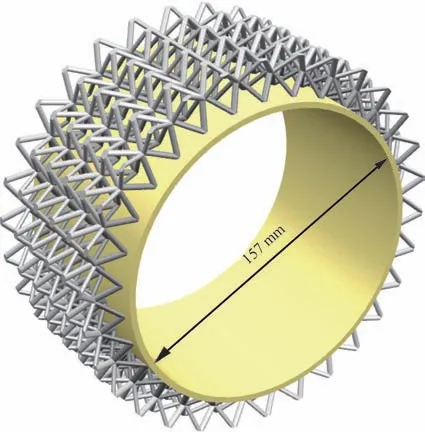
圖12 圓柱面雙層金字塔點陣結構的三維模型Fig. 12 Three-dimensional model of cylindrical double-layer pyramid lattice structure
利用研制的含1.5%NiO 的鋁合金粉芯絲材進行圓柱面雙層金字塔點陣結構電弧增材制造。首先,根據圓柱面點陣結構的三維模型導出相應的STL 模型,將STL 模型導入圓柱面切片軟件中獲得成形路徑點;再將生成的路徑點用KUKA機器人語言編寫成機器人運動程序;最后,利用機器人運動程序,并配合焊接變位機,實現圓柱面點陣結構的電弧增材制造。
圖13 為圓柱面點陣結構的電弧增材制造過程,圓柱面基底的圓心與焊接變位機工作平臺的圓心重合。在每一層的電弧增材過程中,電弧槍每完成一列點陣的成形后,變位機開始旋轉一定的角度,使得下一列點陣旋轉至與上一列點陣相同的成形位置,以確保重力方向對單元桿成形的影響一致。不斷重復上述過程,最終完成點陣結構的成形,圖14 為利用研制的鋁合金粉芯絲材電弧增材制造的圓柱面雙層金字塔點陣結構。利用工業顯微鏡和圖像處理軟件測量了點陣結構的直徑和傾角,與圖12 的實體模型比較后發現,單元桿直徑的誤差在±0.1 mm 以內,傾角誤差在±0.9°以內,表明其具有較好的成形精度。
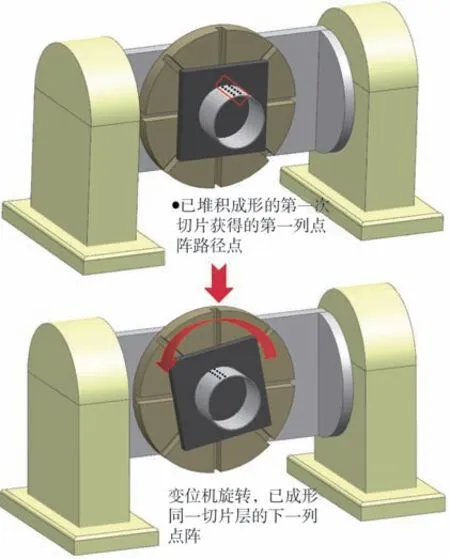
圖13 圓柱面點陣結構的電弧增材制造過程Fig. 13 Wire arc additive manufacturing process of cylindrical lattice structure

圖14 圓柱面雙層金字塔點陣結構Fig. 14 Cylindrical double-layer pyramid lattice structure
4. 2 點陣示范件的隔熱和強度性能
為測試圓柱面自生Al2O3相金字塔點陣結構的隔熱和強度性能,采用含1.5%NiO 的鋁合金粉芯絲材制備了包含3 列、3 排、2 層的點陣結構性能測試件,工藝參數與圓柱面點陣結構示范件一致,下基板和上蓋板材料為1060 純鋁,上蓋板與點陣采用高溫膠粘結,如圖15(a)和圖15(b)所示。隔熱性能測試在管式加熱爐中進行,通過管式加熱爐在點陣測試件的上表面施加均勻熱源,熱源溫度為500 ℃,熱電偶連接在測試件的下表面,每間隔30 s 采集一次下表面的實時溫度,測試件與石英管的間隙用玻璃棉進行填充,以減少熱量從間隙中逸出,如圖15(c)所示。抗壓強度性能通過萬能實驗機進行測試。
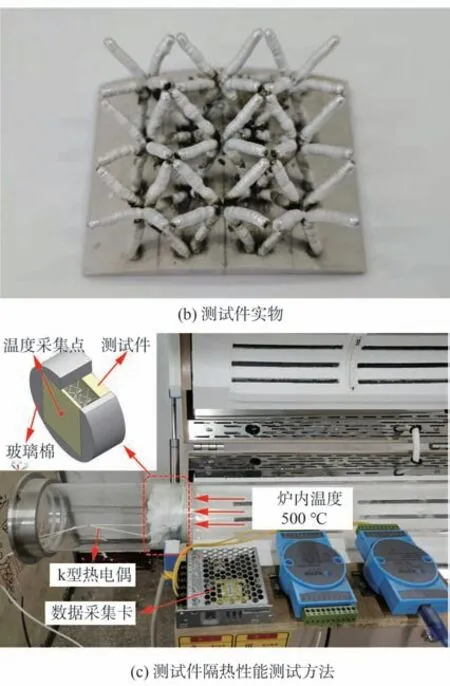
圖15 圓柱面點陣性能測試方法Fig. 15 Cylindrical lattice performance test method
圖16 為測試件下表面的溫度變化曲線。由圖可知,隨著施加熱源的時間延長,點陣測試件下表面的溫度逐漸上升,在600 s 時升至約93 ℃。在設計的測試環境下,點陣測試件上下表面的溫差超過400 ℃,表明其具有較好的隔熱性能。圖17 為點陣測試件的壓縮應力-應變曲線,在壓縮過程中曲線呈穩定上升,在達到峰值點約65 MPa 后逐漸下降,測試件壓縮性能較穩定。
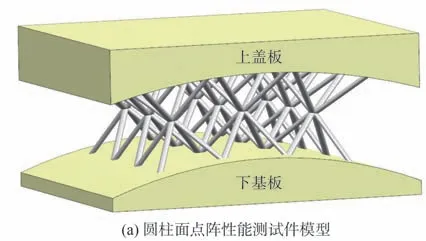
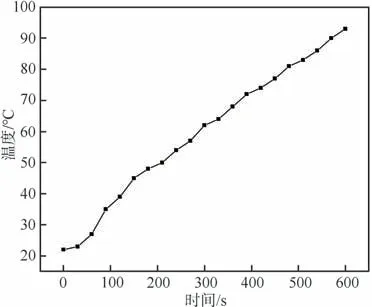
圖16 點陣測試件下表面的溫度變化曲線Fig. 16 Temperature curve for bottom surface of lattice test piece
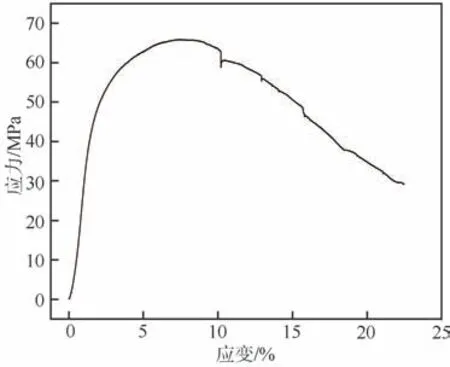
圖17 點陣測試件壓縮應力-應變曲線Fig. 17 Compressive stress-strain curve of lattice test piece
5 結 論
1)基于Al 和NiO 的冶金反應設計了圓柱面點陣電弧增材制造自生Al2O3鋁合金粉芯絲材合金體系,制備出直徑1.2 mm 的鋁合金粉芯絲材,其自生Al2O3反應的最大反應速率溫度為1 038.9 ℃,可在電弧增材制造過程中反應生成Al2O3。
2)研制的自生Al2O3鋁合金粉芯絲材具有良好的工藝性能,點陣單元桿電弧增材制造中電弧穩定、熔滴過渡呈均勻小顆粒過渡、過程平穩、飛濺率小于0.74%、成形的單元桿表面粗糙度小于10.40 μm,滿足電弧增材制造的要求。
3)反應生成的密排六方α-Al2O3在單元桿內呈彌散分布,尺寸在50~300 nm 之間,與鋁基體界面結合良好。電弧增材制造鋁合金單元桿熱導率為103.68 W/(m·K),平均抗拉強度達到了288 MPa。
4)利用研制的自生Al2O3鋁合金粉芯絲材在直徑為157 mm 的圓柱面上電弧增材制造出了兩層金字塔點陣結構,單元桿直徑的誤差在±0.1 mm 以內,傾角誤差在±0.9°以內,具有較好的成形精度。在點陣測試件上表面施加500 ℃均勻熱源600 s 后,測試件下表面溫度低于95 ℃,具有較好的隔熱性能。測試件的抗壓強度約65 MPa,壓縮性能較穩定。
