醬香型白酒兩步續糟法工藝研究進展
2023-06-30 01:37:46許德富明紅梅許深皓
釀酒科技 2023年6期
關鍵詞:工藝
張 良,許德富,明紅梅,許深皓
(1.四川輕化工大學,四川自貢 643000;2.瀘州精圣酒業有限公司,四川瀘州 646000)
我國白酒釀造歷史源遠流長[1]。中國白酒按照香型可分為四大基本香型,即米香型、清香型、濃香型、醬香型[2]。醬香型白酒以其獨特的風格深受消費者喜愛,其中以茅臺酒為代表,采用典型的高溫制曲、高溫堆積、高溫發酵工藝進行釀造,具有“醬香突出、幽雅細膩、酒體醇厚、空杯留香持久”的風格特點[3]。
1 醬香型白酒概況及存在的問題
1.1 醬香型白酒發展概況
截至2022 年,中國醬香型白酒產能約為70 萬千升,約占我國白酒總產量的10.43%,占我國白酒總銷售收入的31.69%,實現約870 億元的利潤,發展勢頭強勁。伴隨著醬酒熱潮,很多酒廠紛紛加入其中,研發生產醬香型白酒,其釀造工藝特點總結為“端午制曲、重陽下沙、一年一個大周期、兩次投糧、九次蒸煮、八次發酵、七次取酒”[4]。
1.2 醬香型白酒工藝概況
醬香型白酒常用的生產工藝主要有3 種,即醬香型大曲酒、醬香型麩曲酒、醬香型碎沙酒。
1.2.1 醬香型大曲酒
醬香型大曲酒是市場上占比最高的醬香型白酒,以貴州茅臺酒為典型代表。醬香型大曲酒以南方糯高粱為主要原料,重陽節前后投糧,一年一個生產周期,具有很強的季節性。以小麥制成的高溫大曲作為糖化發酵劑,石壁泥底窖作為發酵容器,具有“高溫制曲、高溫堆積、高溫發酵、高溫流酒、生產周期長、貯存期長”四高兩長的工藝特點,按醬香、醇甜、窖底香3 種典型風格酒體和不同輪次酒體分開單獨貯存、逐年盤勾[5]。
由于地域以及生產條件的不同,北方區域釀酒原料主要采用粳高粱,原料費用得以有效控制。為更好地保持適宜的發酵溫度,用大窖池或紅土窖底的小酒窖代替條石窖作為發酵容器,靈活控制投糧季節,創造適宜的發酵條件。
1.2.2 醬香型麩曲酒
醬香型麩曲酒是采用醬香型大曲酒發酵過程中具有產醬香風味的微生物菌株,通過一系列微生物分離、培養技術,進一步發酵產生的一種獨具特色的醬香型白酒。具有發酵期短、貯存期短、出酒率高“兩短一高”優勢,其工藝有著“四高一散”特點,即高溫潤料、高溫堆積、高溫發酵、高溫流酒、酒醅松散[6]。高粱、小麥全部破碎投料,以石壁泥底窖為發酵容器,麩皮純菌種制曲(白曲、酵母曲、細菌曲),采用母糟為配糟進行發酵,入窖發酵30 d 左右,得到具有典型醬香風格的白酒,但品質遠不如醬香型大曲酒[7]。
1.2.3 醬香型碎沙酒
醬香型碎沙酒以粉碎高粱投料,用小麥制成高溫大曲,輔以小曲等按比例制作成糖化發酵劑,以條石窖為發酵容器,入窖發酵30 d 左右,得到醬香突出的醬香型白酒,其工藝特點概括為:發酵時間短、貯存期短、出酒率高。該工藝吸收了醬香型大曲酒和醬香型麩曲酒的優勢,大幅度降低了生產成本,提高了生產效率,但理化指標與特征成分均低于醬香型大曲酒,該類產品主要承載著醬香型白酒的中低端市場。
1.3 醬香型白酒釀造工藝中存在的問題
隨著中國白酒科學化的發展,科學研究的方法和設備設施等也跟隨進步,對醬香型白酒傳統釀造工藝的認識也更加深入,存在的局限性逐步被發現。
吳廣黔等[8]提供了一種醬香型碎沙酒的釀造方法。將酵母曲、細菌曲、白曲配合高效生物酶類制成特色醬香功能曲,用于釀造原料完全粉碎的醬香型白酒,從而提高醬香型碎沙酒的酒質和出酒率,發酵速度也隨之加快。前提是必須以醬香型大曲酒丟糟為基礎,而且微生物的數量較為單一,部分微生物難以參與到發酵過程中,雖然具有明顯的醬香風味,但存在部分呈香呈味物質缺失,口感也有一定的欠缺。這樣的思路違背了“好白酒喝出健康來”的高品質白酒生產理念,也滿足不了對高品質醬香型白酒的需求。
李長江等[9]在傳統醬香型大曲酒工藝的基礎上,根據當地氣候條件對工藝進行創新和改進。將整粒高粱作為釀酒的原料,目的是減少第一輪、第二輪次生產中的淀粉消耗,并對傳統泡糧工藝進行改進,加以機械化輔助,減少人力和能源成本。將傳統醬香型大曲酒釀造0.9∶1 的曲料比,增加至1∶1 的曲料比,從而增強其糖化與發酵作用。在高溫堆積環節突破傳統醬香型大曲酒工藝,堆積頂溫超過50 ℃,促進了嗜熱菌的繁殖并持續代謝發酵所需要的酶及產生醬香味物質,最后通過延長發酵時間增加基酒的總酸、總酯、總醛等。該工藝客觀上提升了醬香型大曲酒的品質,但本質上與傳統醬香型大曲酒工藝相似,且隨著發酵時間的增加,出酒率會有所降低,生產成本也會有所提高。
趙娟等[10]在南方醬香型大曲酒工藝的基礎上,提供了一種北方醬香型大曲酒的生產工藝,主要概括為:初冬下沙、一次性投糧、整粒高粱浸泡、使用兩種高溫大曲、七次蒸煮、六次發酵、五次取酒。北方相對于南方而言,氣溫更低,且多使用粳高粱,初冬下沙以及整粒高粱浸泡可以減少前期淀粉的消耗,減少第一輪、第二輪次的出酒量,提高大回酒時期的出酒率,接種特質強化醬香麥曲,突出醬香的風格,五次取酒避免了第一輪次和第七輪次酒質量較差的問題。該工藝具有較強的地域性,僅僅適用于山東局部區域,且與芝麻香型白酒風格類同,雖有醬香突出的特征,但酒體風格和傳統醬香型大曲酒有所差異,應用范圍也較狹窄。
2 兩步續糟工藝的理論基礎及其優點
2.1 兩步續糟工藝的理論基礎
第一步續糟工藝主要是為了提高出酒率和降低用曲量,首先讓根霉菌及酵母菌等微生物大量繁殖生長,而后在厭氧條件下,通過根霉菌代謝的糖化型淀粉酶將淀粉較完全地轉化為葡萄糖,酵母菌在細胞內酒化酶作用下將葡萄糖轉化為乙醇,即邊糖化邊酒化[11]。將葡萄糖降解為丙酮酸,在丙酮酸脫羧酶的作用下,將丙酮酸脫羧形成乙醛,乙醛再通過酶的催化作用生成乙醇,同時產生醬香型大曲酒香味前體物質的酶系,為生香發酵提供充分的底物[12]。該工藝實現了用曲量少,出酒率高的目的。
在醬香型大曲酒發酵過程中,含有大量的醋酸、乳酸等有機酸,有機酸對酒精發酵有抑制作用[13]。不同有機酸對酵母酒精發酵的抑制能力不同,當酵母菌進入受抑制狀態后,4 種有機酸形成的酸度值分別為:乳酸>2.4,醋酸>1.5,丁酸>0.5,己酸>0.24,醬香型大曲酒以乳酸、醋酸等物質形成其風味特征,是醬香型大曲酒出酒率較低的因素之一。醬香型大曲酒九次蒸煮、八次發酵、七次取酒、一年一個生產周期[14],在不斷回酒與堆積發酵過程中,乙醇分子易揮發于空氣中,造成乙醇分子的大量流失,是醬香型大曲酒出酒率較低的又一因素。
第二步續糟工藝主要是為了醬香型大曲酒主體香味物質的生成和降低大曲用量。胡國棟等[15]表示,醬香型大曲酒以呋喃化合物、芳香族化合物和吡嗪化合物為特征性成分;趙興秀等[16]從某醬香大曲中分離了5 株產醬香微生物,分析其醬香成分發現吡嗪類物質和酮類物質含量較多,猜測吡嗪類物質和酮類物質對醬香型大曲酒風味貢獻大。目前對醬香味的形成猜測可能與吡嗪類、呋喃類、酮類、酚類化合物以及某些高沸點酸與低沸點酯類物質有關,可能由多種物質復合呈香,在酒體中具有相對含量低、閾值低,呈酸性或中性等特點[17]。
第二步續糟發酵以堆積培菌的母糟為基礎,在高溫的條件下,嗜熱的地衣芽孢桿菌、枯草芽孢桿菌等在生產中產生的某些生物酶[18]、氨基酸和糖通過美拉德反應產生糠醛類、酮醛類、二羰基化合物、呋喃類和吡嗪類化合物,對醬香型大曲酒風格的形成有重要作用[19]。這個階段窖內發酵以細菌代謝為主,總酸、總酯、總醛等醬香型大曲酒主體香味物質大量生成。
兩步續糟工藝相互分離,有利于提高醬香型大曲酒出酒率,提高糟醅生物酶的濃度和酒精濃度,促進醬香型大曲酒中乙酸乙酯、乳酸乙酯等香味物質的生成。
2.2 兩步續糟工藝的優點
兩步續糟工藝在續糟工藝與川法小曲酒釀造工藝的基礎上,設計開發出一套新型醬香型大曲酒釀造工藝,具有用曲量小、酒質穩定等特點。
續糟工藝源于濃香型白酒中的“續糟配料”,即每次丟掉1/4 的老糟,剩下3/4 的老糟再加入1/4 的新糧,新糧老糟無限循環。由于續糟的循環使用,高沸點的高級脂肪酸及其酯類物質不斷積累,在微生物的參與下,通過一系列的生化反應,形成了固有的呈香呈味物質[20]。結合川法小曲酒整粒糧投料和小曲用量小等工藝,節約了醬香型大曲酒生產過程中原料部分破皮環節的能源,顯著降低了大曲用量,削弱了制曲過程曲蟲泛濫等問題。有效規避了傳統醬香型大曲酒工藝中第一輪次、第二輪次和第六輪次、第七輪次酒質澀雜味、枯糟味等缺陷問題,使每次產酒都是和第三輪、第四輪、第五輪次相當的高質量[21]。
3 兩步續糟釀造醬香型大曲酒工藝的研究進展
針對醬香型大曲酒釀造工藝存在的不足,新型醬香型大曲酒釀造工藝將從原料預處理工藝、續糟發酵工藝等方面入手,關鍵工藝控制點如下。
3.1 原料預處理工藝的控制
釀酒原料主要采用瀘州糯高粱,淀粉含量約為62.8%,支鏈淀粉占比超過90%,含有單寧、花青素等成分,其微生物降解的酚元化合物可賦予白酒特有的芳香[22]。
高粱預處理工藝本質上是高粱的清洗除雜和吸水糊化,充分糊化后為下一步培菌糖化打下基礎,有利于微生物在熟糧上繁殖生長。新工藝主要用整粒高粱投料,每甑投糧為1200 kg,采用清蒸清燒工藝,使用蒸酒過程的冷卻熱水浸泡高粱,達到糧粒清洗和膨化的效果;再進行糧粒的蒸煮及復蒸,最終達到糊化的要求,具體的標準為:柔熟、不粘手、水汽干。從而有效避免傳統高粱粉碎工藝在一定程度上帶來的人力、能耗成本的增加,以及噪聲與粉塵污染,改善了傳統預處理環節的工藝時間較長、糧粒受熱不均等問題。
3.2 第一步續糟工藝的控制
兩步續糟工藝分為第一步續糟工藝和第二步續糟工藝,整個生產周期約40 d。第一步續糟工藝是將上一輪蒸餾摘酒后出甑攤晾的母糟做蓋糟(將母糟覆蓋在糧粒表面,起到保溫、保濕作用),糖化結束后糧粒與蓋糟拌和攤晾后入石窖密封完成產酒發酵得到產酒糟。第一步續糟工藝以培菌糖化、產酒發酵兩個工藝為主,培菌糖化時間1~3 d(氣溫高時間短,氣溫低時間長),添加高粱總重量0.3%~0.8%的根霉曲,與麩皮拌和均勻收堆糖化箱,當糖化箱有舒適的蜜香味時,即可入石窖完成產酒發酵;產酒發酵時間5~15 d,以石窖為發酵容器,是液化、糖化、酒化的多邊發酵過程,淀粉被根霉菌、酵母菌分解,最終轉化為乙醇,并為生香發酵留下充足的底物[23]。
3.3 第二步續糟工藝的控制
第二步續糟是將上一輪蒸餾摘酒后出甑攤涼的母糟添加麩皮拌和收堆,培菌制曲得到酒曲糟,與從石窖完成產酒發酵后出窖的產酒糟混合入石壁泥底窖完成生香發酵。第二步續糟工藝以培菌制曲、生香發酵兩個工藝為主,培菌制曲將上一輪蒸餾摘酒后的出甑母糟進行攤涼,每甑糟醅添加10~30 kg 的麩皮和0.5~2 kg 根霉曲進行曲料拌和,收堆培菌制曲,培菌制曲時間1~5 d(氣溫高時間短,氣溫低時間長),當曲料堆心溫度達到40~60 ℃,表面長有1~5 cm 厚灰白色菌絲團,得到酒曲糟;生香發酵時間30 d 左右,將酒曲糟和上一輪出窖產酒糟拌和均勻裝入石壁泥底窖密封,每甑糟醅加入10 %vol~30 %vol 的再制酒10~50 kg(再制酒由上一輪生產的丟糟酒和每甑蒸餾的酒頭、酒尾稀釋而成),開窖即得到上甑糟。在晾堂堆積培菌制曲的過程中,積累了大量的香味物質和產香的前體物質,這些物質對堆積發酵中微生物的生長、繁殖起著至關重要作用[24]。將晾堂堆積微生物帶入石壁泥底窖完成生香發酵,醋酸菌、乳酸菌等微生物以乙醇分子為原料生成醋酸、乳酸等有機酸,與糟醅中乙醇分子進一步演化形成醬香型大曲酒的主要香味成分。具體工藝流程圖見圖1。
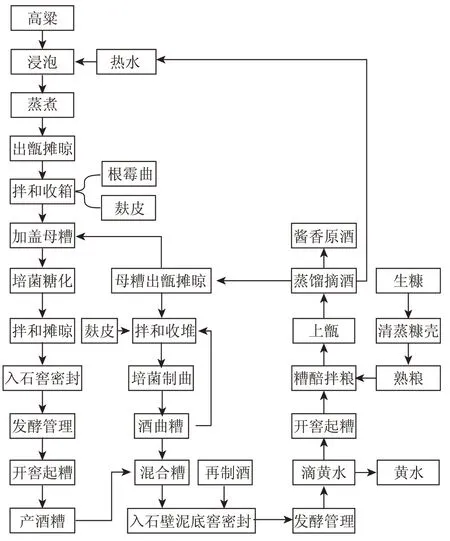
圖1 兩步續糟發酵法釀造醬香型白酒工藝流程圖
3.4 兩步續糟法釀造醬香型白酒工藝特點
通過上述理論研究與長期生產實踐,針對醬香型大曲酒的不足,應當將產酒與生香分開進行[25]。首先進行第一步續糟發酵,利用根霉曲產酒高、發酵時間短的優點,迅速提高糟醅的乙醇濃度,在石窖等不易產酸的窖池內完成產酒發酵,得到產酒糟,理論上能夠在最短時間內最大限度地提高醬香型大曲酒的出酒率。
進行第二步續糟發酵,母糟在晾堂中堆積培菌制曲,相當于“二次制曲”的過程,堆心溫度最高能達到60 ℃,大大促進了以芽孢桿菌為主的嗜熱菌的大量生長繁殖,進一步提高生物酶的濃度和醬香味前驅物質的含量,對生香發酵起到促進作用[26]。同時添加產酒糟實施回酒入窖發酵,提高糟醅中的乙醇濃度,促進酸類、酯類、醇類、醛類等物質的生成,并拌和酒曲糟入石壁泥底窖完成生香發酵。
3.5 新工藝與傳統醬香型白酒工藝對比優勢
(1)兩步續糟法釀造醬香型白酒工藝使用整粒高粱作為釀酒原料,采用熱水浸泡,除去高粱皮殼、泥沙等雜質,無粉塵污染,將高粱的生澀味、塵土味去除較為徹底,為釀造酒體的干凈奠定了基礎。傳統醬香型白酒高粱部分粉碎,第一次投料粉碎比為17%~20%,第二投料粉碎比為27%~30%,粉碎過程存在粉塵污染風險,加95 ℃以上的熱水潤糧除掉高粱的生澀味、塵土味,多次晾堂翻造糧粒過程工人勞動強度較高。
(2)兩步續糟法釀造醬香型白酒生產以根霉曲為主,且使用較少的根霉曲就能取得較好的糖化發酵效果,節約了企業的生產成本,有較高的經濟效益。傳統醬香型大曲酒,需要端午制曲,且制曲工序十分復雜,曲料比一般為1∶1,大曲消耗量大,生產成本較高。
(3)兩步續糟法釀造醬香型白酒在每一個輪次中都會加入上一輪次出窖母糟,微量成分永續積累沉淀,品質越來越優異,且不存在較差輪次的酒質,所產醬香型白酒總酸含量為1.984 g/L,乙酸乙酯含量為3.198 g/L,己酸乙酯含量為0.078 g/L,遠高于優質醬香型白酒的國家標準。傳統醬香型白酒,品質不會隨著時間變化越來越好,且一輪、二輪、七輪次酒酒質較差。
(4)兩步續糟法釀造醬香型白酒工藝一個輪次僅需40 d,一年可生產多個輪次,不受季節的限制且有著較高的出酒率,最終出酒率為39.81%(原酒以55%vol 計)。傳統醬香型白酒一年一個生產周期,出酒率為25 %左右。有效緩解了醬香型白酒市場緊張的局面。
4 展望
醬香型大曲酒釀造工藝是釀酒生產、技術人員智慧的結晶,其工藝精髓是不可替代的經典。但我們也應該在傳承過程中不斷創新,兩步續糟法釀造醬香型大曲酒工藝有著用曲量小、酒質穩定等優勢。本綜述以“兩步續糟”理論構建的兩步續糟法釀造醬香型大曲酒工藝在理論上具有較完整的可行性,兩次續糟工藝將產酒與生香實現了最大限度的能力展現,也簡化了生產流程;結合了清香型小曲酒和濃香型大曲酒的工藝精華,提高了糟醅微生物的繁殖和代謝,加快了微量有機成分的代謝積累,促進了醬香味物質的生成[27]。后續研究會根據兩步續糟工藝對相關技術難題進行攻關,以及提高醬香味物質的生成原理進行進一步實踐研究。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
