淺析斷刀檢測(cè)裝置在數(shù)控機(jī)床中的具體應(yīng)用
2023-07-13 12:39:18張秀軍蒙旭喜盧帥
時(shí)代汽車 2023年13期
張秀軍 蒙旭喜 盧帥

摘 要:在機(jī)床的加工過(guò)程中經(jīng)常會(huì)出現(xiàn)刀具磨損,崩刃和折斷的現(xiàn)象,如果能及時(shí)檢查發(fā)現(xiàn)可以避免下一個(gè)工件使用壞的刀具進(jìn)行加工。但如果發(fā)現(xiàn)不及時(shí)就會(huì)產(chǎn)生大量的報(bào)廢品,這種情況多出現(xiàn)在大批量的流水線生產(chǎn)當(dāng)中,如機(jī)械制造業(yè)等。如何在線自動(dòng)的預(yù)測(cè)及檢測(cè)刀具出現(xiàn)的異常突發(fā)問(wèn)題呢?如何讓機(jī)床具有自動(dòng)的檢測(cè)功能呢?本文結(jié)合生產(chǎn)的實(shí)際應(yīng)用并從最終使用用戶的角度出發(fā),介紹幾種刀具檢測(cè)模塊在機(jī)床中的應(yīng)用,從系統(tǒng)上和結(jié)構(gòu)上闡述各檢測(cè)方式的特性和適用范圍。一個(gè)好的刀具管理系統(tǒng)和在線檢測(cè)技術(shù),不僅能提高加工生產(chǎn)率、降低勞動(dòng)成本,而且對(duì)于產(chǎn)品優(yōu)化組合、減少故障率都會(huì)起到非常關(guān)鍵的作用。
關(guān)鍵詞:刀具在線檢測(cè) 失效模式 視覺(jué)檢測(cè) 電流比較器 振動(dòng)傳感器 扭矩檢測(cè)
Brief Analysis of the Specific Application of Broken Tool Detection Device in CNC Machine Tools
Zhang Xiujun,Meng Xuxi,Lu Shuai
Abstract:In the processing of the machine, tools would often wear, and chipping and breaking phenomenon also happens frequently. But these phenomena can be avoided if check timely. However, if do not check in time, a lot of scrap will be generated, such situation often happens in mass production lines, such as machinery manufacturing. How to predict and detect automatically unexpected problems? How to make machines with automatic detection function? In this paper, the practical application of production from the end user's point of view is studied. Introduction of several test modules in the machine tool's applications, ranging from elaborate systems and structural characteristics of various testing methods and the scope of application are also discussed. A good tool management system and online testing technology, can improve processing productivity, reduce labor costs, and optimize the product mix and reduce the failure rate, which will play a key role.
Key words:line inspection tool, failure mode, visual inspection, current comparator, vibration sensor, torque detection
在機(jī)械制造行業(yè)中,由于產(chǎn)品大部分都是金屬制品,在加工的過(guò)程中切屑力很大,毛坯硬度不均勻的時(shí)候,經(jīng)常出現(xiàn)刀具折斷和崩刃的現(xiàn)象。在自動(dòng)化程度高,長(zhǎng)時(shí)間不間斷的流水線生產(chǎn)中,這種現(xiàn)象更加的明顯,如果發(fā)現(xiàn)不及時(shí)那很容易造成大批量的產(chǎn)品報(bào)廢,嚴(yán)重影響生產(chǎn)的順利進(jìn)行。而在每加工完一件就人工的檢查刀具是否存在問(wèn)題,那相當(dāng)?shù)睦速M(fèi)生產(chǎn)時(shí)間,定期抽檢又不能很好的控制問(wèn)題的發(fā)生。鑒于上述的多方面的客觀因素,產(chǎn)品生產(chǎn)用戶就希望機(jī)床本身具有刀具自動(dòng)在線檢測(cè)功能。在每把刀加工件前先進(jìn)行刀具檢測(cè),機(jī)床確認(rèn)刀具沒(méi)有任何問(wèn)題,仍在壽命周期內(nèi)后,再進(jìn)行切削;或者通過(guò)監(jiān)控加工過(guò)程中某些特殊信息的方式實(shí)時(shí)監(jiān)控刀具的狀態(tài),當(dāng)?shù)毒咄蝗怀霈F(xiàn)異常時(shí)檢測(cè)系統(tǒng)就會(huì)馬上觸發(fā)機(jī)床發(fā)出報(bào)警提示。可見(jiàn)只有通過(guò)這些方法才能在線自動(dòng)的檢測(cè)刀具的工作狀態(tài),保證機(jī)床生產(chǎn)出合格的產(chǎn)品及保證生產(chǎn)效率。
1 刀具負(fù)載模型的建立
切削加工過(guò)程中刀具所受的負(fù)載與很多因素有關(guān),根據(jù)在線檢測(cè)的要求,僅考慮幾個(gè)較大的影響因素,即主軸轉(zhuǎn)速、進(jìn)給速度、切削深度、加工材料的切削性能 4 個(gè)因素,則刀具負(fù)載的模型為
F=f(s,v,h,m)
式中:
F—負(fù)載向量;
h—切削深度;
s—主軸轉(zhuǎn)速;
m—材料的切削性能;
v—進(jìn)給量。
很明顯,上式僅能說(shuō)明負(fù)載與各個(gè)影響因素有關(guān),可以用微分幾何的數(shù)學(xué)方法或?qū)嶒?yàn)的方法建立相應(yīng)的關(guān)系式,但應(yīng)用于在線檢測(cè)效果并不理想。在此,應(yīng)用神經(jīng)網(wǎng)絡(luò)技術(shù)處理該刀具的負(fù)載模型。
2 刀具在線檢測(cè)原理
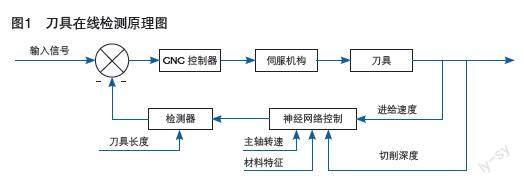
刀具在線檢測(cè)原理如圖1所示。
首先測(cè)出刀具的切削深度和進(jìn)給量,連同主軸轉(zhuǎn)速和加工材料的類型一起輸入神經(jīng)網(wǎng)絡(luò)控制器。由神經(jīng)網(wǎng)絡(luò)控制器進(jìn)行負(fù)載計(jì)算,得出的負(fù)載輸入至檢測(cè)器。檢測(cè)器輸出的結(jié)果與輸入信號(hào)進(jìn)行比較,若該負(fù)載超過(guò)刀具的疲勞條件下的裂紋擴(kuò)展負(fù)載,則減小刀具的進(jìn)給速度,并將進(jìn)給速度的減小量反饋到CNC 控制器,使CNC 控制器做出相應(yīng)的控制,以使得負(fù)載的大小改變到安全的水平。
3 刀具在線檢測(cè)的五種方式
3.1 刀長(zhǎng)檢測(cè)方式
檢測(cè)刀具的長(zhǎng)度有很多種方式,本文介紹兩種比較常見(jiàn)的方法。對(duì)于孔類鉆削機(jī)床檢測(cè)軸向距離比較長(zhǎng)的刀具如鉆頭等有很廣泛的實(shí)際應(yīng)用。
第一種刀長(zhǎng)檢測(cè)方式如圖2所示,利用安裝在機(jī)床加工倉(cāng)頂部(或不影響正常加工的區(qū)域)的接觸式位移傳感器或接近傳感器, 通過(guò)程序控制的方式,在每加工完一個(gè)零件后(或加工前),主軸自動(dòng)移動(dòng)到傳感器的前面,讓傳感器檢測(cè)刀具的長(zhǎng)度。如果刀具發(fā)生折斷,長(zhǎng)度不夠傳感器就沒(méi)有檢測(cè)到刀具的存在,檢測(cè)系統(tǒng)就會(huì)觸發(fā)報(bào)警。從而實(shí)現(xiàn)了刀長(zhǎng)的檢測(cè)。選用的檢測(cè)傳感器精度越高,則就能檢測(cè)出微小的刀尖變化。該方式也可應(yīng)用于主軸刀具的防錯(cuò)檢測(cè),如錯(cuò)誤的安裝了一把過(guò)短的刀具,則系統(tǒng)也會(huì)觸發(fā)報(bào)警。
3.2 視覺(jué)檢測(cè)方式
視覺(jué)檢測(cè)方式是在機(jī)床加工前或后主軸攜帶刀具移動(dòng)到特定的位置后,通過(guò)高分辨率的工業(yè)攝像機(jī)對(duì)刀具進(jìn)行攝像或拍照, 獲得刀具的形狀像素信息,再與存儲(chǔ)在控制模塊中的標(biāo)準(zhǔn)像素信息進(jìn)行如顏色,對(duì)比度,灰度,亮度,邊緣光澤等的對(duì)比,而獲得刀具當(dāng)前的工作狀態(tài),此方式可檢測(cè)刀具的磨損,崩刃和折斷。
此方式需要機(jī)床加工倉(cāng)內(nèi)部環(huán)境比較高,照明條件好,油霧較少,且視覺(jué)系統(tǒng)需要進(jìn)行特殊的防護(hù)。但可以檢測(cè)多種刀具的形狀,使用在某些加工中心中,可以實(shí)現(xiàn)一機(jī)多用。
如圖3所示為日本KEYENCE 3D視覺(jué)系統(tǒng)對(duì)鉆頭刀尖進(jìn)行的圖像捕捉,通過(guò)像素分析刀尖的形狀來(lái)判斷刀具的磨損程度。
基于計(jì)算機(jī)視覺(jué)系統(tǒng)的刀具圖像監(jiān)測(cè)法作為一種直接刀具狀態(tài)監(jiān)測(cè)方法,正受到越來(lái)越多的關(guān)注。這種監(jiān)測(cè)法是非接觸性的,對(duì)于在線監(jiān)測(cè)系統(tǒng)來(lái)說(shuō),利用各次走刀之間的空行程進(jìn)行刀具磨、破損狀態(tài)監(jiān)測(cè),根據(jù)事先建立的監(jiān)控模型對(duì)所獲取的刀具磨損區(qū)域圖像進(jìn)行自動(dòng)判斷,若達(dá)到設(shè)定的閾值,則啟動(dòng)報(bào)警環(huán)節(jié)。
3.3 電流檢測(cè)方式
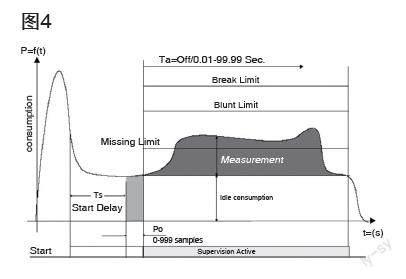
電流的檢測(cè)方式,如圖4,是一種間接的動(dòng)態(tài)的檢測(cè)方式,即在正常的切削過(guò)程中,利用電流比較模塊通過(guò)連接到變頻器或伺服模塊監(jiān)控刀具進(jìn)給軸(或刀具旋轉(zhuǎn)軸)電機(jī)的電流,間接的檢測(cè)刀具的狀態(tài)。因?yàn)檎_M(jìn)入加工循環(huán)后,刀具正常切削工件,進(jìn)給軸電機(jī)的電流會(huì)比較恒定且有規(guī)律,不會(huì)出現(xiàn)明顯的突變 ,而且對(duì)于每一個(gè)工件的加工過(guò)程電機(jī)的電流時(shí)間特性曲線圖應(yīng)該很相似。
進(jìn)入Ta階段,即為刀具開始接觸到工件,隨著刀具進(jìn)入工件的深度曲線圖會(huì)逐漸的上升,當(dāng)?shù)毒吲c工件完全接觸后,曲線圖會(huì)穩(wěn)定在一定的范圍內(nèi)。可通過(guò)時(shí)間設(shè)定的方式,從Ta開始經(jīng)過(guò)了一定的時(shí)間,電流仍沒(méi)有達(dá)到Missing Limit,則說(shuō)明刀具沒(méi)有裝上或刀具已經(jīng)從主軸上脫落。如果整個(gè)電流曲線高于Blunt Limit,則說(shuō)明加工過(guò)程中切削阻力很大,可能刀具已經(jīng)發(fā)生磨損變鈍了或者發(fā)生崩刃的現(xiàn)象了,需要更換刀具。如果在曲線圖上突然有一個(gè)很高的尖峰,且超過(guò)了Break Limit曲線瞬間的突變,則說(shuō)明了刀具發(fā)生了明顯的折斷或崩刃,這樣檢測(cè)系統(tǒng)也會(huì)馬上觸發(fā)報(bào)警。而當(dāng)完成加工后即可關(guān)閉刀具的監(jiān)控系統(tǒng),在下一個(gè)循環(huán)的時(shí)候再重新激活,這樣反復(fù)的關(guān)閉激活,通過(guò)機(jī)床的PLC來(lái)控制即可實(shí)現(xiàn)。另外,為了避免加工過(guò)程中出現(xiàn)誤報(bào)警,各上下限值需要根據(jù)加工經(jīng)驗(yàn)來(lái)設(shè)定,特別是Blunt Limit值,需要根據(jù)刀具的壽命,工件加工質(zhì)量來(lái)確定。
這種刀具檢測(cè)方式,由于沒(méi)有與刀具發(fā)生接觸,檢測(cè)模塊很方便的放置在加工倉(cāng)外面,且能檢測(cè)很多的刀具類型,如鉆頭,車刀,銑刀等。通過(guò)靈活的設(shè)定上限值,可適應(yīng)不同的加工工藝。如圖4仿波形的上限值,對(duì)于檢測(cè)要求很高的精加工及切削量比較少的刀具,仍可以很好的判斷刀具的工作狀態(tài)。如圖5階梯的上限值,可以監(jiān)控加工階梯孔的刀具。
3.4 振動(dòng)檢測(cè)方式
振動(dòng)檢測(cè)方式,即通過(guò)安裝在主軸上的振動(dòng)傳感器,監(jiān)控主軸在加工過(guò)程中的振動(dòng)波形(如果是聲波傳感器則為噪音波形)的特性來(lái)檢測(cè)刀具的狀態(tài)。如圖6為采用德國(guó)ARTIS振動(dòng)檢測(cè)系統(tǒng)的波形圖。其監(jiān)控的原理和電流監(jiān)控方式相類似。刀具在正常的加工過(guò)程中主軸的振動(dòng)特性是一個(gè)有規(guī)律的波形圖,如發(fā)生磨損,崩刀或斷刀主軸的振動(dòng)特性也會(huì)在瞬間發(fā)生變化,超過(guò)設(shè)定值就會(huì)觸發(fā)報(bào)警提示。這樣便可檢測(cè)出刀具的狀態(tài)。如圖7紅色的波峰,很明顯地說(shuō)明刀具出現(xiàn)了異常,發(fā)生折斷或崩刃了。
這種方式多應(yīng)用于加工過(guò)程刀具不需要旋轉(zhuǎn)的機(jī)床中,且具有很好的檢測(cè)效果,如車削。
3.5 扭距檢測(cè)方式
扭距檢測(cè)方式,即是通過(guò)安裝在主軸的小型的力學(xué)傳感器,檢測(cè)主軸的力學(xué)變化,再轉(zhuǎn)化為扭距的檢測(cè)方式。其檢測(cè)原理和上限值的設(shè)定與電流檢測(cè)方式和振動(dòng)檢測(cè)方式類似,在此就不一一介紹了。扭矩檢測(cè)方式廣泛應(yīng)用在加工中刀具需要旋轉(zhuǎn)的機(jī)床,如鉆削,銑削,攻絲,磨削等。
4 結(jié)論
根據(jù)不同的加工工藝,不同的加工環(huán)境,不同機(jī)床結(jié)構(gòu)等,合理地選出相匹配的刀具檢測(cè)方式,不能盲目的所有的加工工藝都選用同一種檢測(cè)方式,因?yàn)榈毒邫z測(cè)系統(tǒng)畢竟是機(jī)床的一個(gè)輔助功能,要做到物有所值,物盡其用即可。只有清楚每一種檢測(cè)方式的功能原理,工件的加工工藝,機(jī)床的機(jī)構(gòu)后,才能選出合適的刀具檢測(cè)方式。
隨著被加工零件的變化和刀具磨損、破損,需要定時(shí)強(qiáng)制性換刀和隨機(jī)換刀。系統(tǒng)運(yùn)行過(guò)程中,刀具頻繁的在各機(jī)床之間、機(jī)床與刀庫(kù)之間進(jìn)行交換,刀具流的運(yùn)輸、管理和監(jiān)控是很復(fù)雜的。因此,需要有一個(gè)先進(jìn)、實(shí)用、功能完善的刀具管理系統(tǒng),以實(shí)現(xiàn)柔性制造系統(tǒng)中刀具的調(diào)度、儲(chǔ)存及信息管理等任務(wù)。切削刀具破損的實(shí)時(shí)監(jiān)控是實(shí)現(xiàn)生產(chǎn)過(guò)程自動(dòng)化、無(wú)人化,保證產(chǎn)品質(zhì)量,提高生產(chǎn)效率,減少設(shè)備故障的重要手段。在刀具破損監(jiān)測(cè)的研究中,各國(guó)學(xué)者提出了很多方案,如采用監(jiān)測(cè)加工部件的表面粗糙度以及尺寸,加工過(guò)程中切削力、振動(dòng)等的變化,以判斷刀具的破、磨損狀況。研究的很多方法尚處于實(shí)驗(yàn)室階段,少數(shù)方法如監(jiān)測(cè)電機(jī)電流、主軸扭矩等開始用于生產(chǎn)實(shí)際。本文提出采用AE信號(hào)和監(jiān)測(cè)主軸電機(jī)電流的雙參數(shù)綜合方法來(lái)判斷切削刀具的破損狀態(tài),該方法受切削條件的影響小,具有監(jiān)測(cè)精度高、系統(tǒng)抗干擾能力強(qiáng)、信號(hào)顯示直觀、靈敏度高、可以實(shí)時(shí)在線檢測(cè)且使用方便等特點(diǎn)。刀具損壞,由于高速銑削刀具價(jià)格較貴,刀具的損壞嚴(yán)重縮短了刀具的使用壽命,增加了高速銑削加工的成本。因此,控制刀具的損壞,加強(qiáng)刀具的檢測(cè)對(duì)高速銑削具有重要意義。
參考文獻(xiàn):
[1]劉啟陽(yáng).Al2Si合金變質(zhì)機(jī)理及共晶硅形態(tài)控制的研究與發(fā)展[J].鑄造,1988,(6):1~3.
[2]劉玉先,肖莉美,劉相法,等.Al2Si合金中共晶硅生長(zhǎng)形態(tài)的研究[J].特種鑄造及有色合金,1995,(6):1~4.
[3]桂滿昌.顆粒增強(qiáng)鋁基復(fù)合材料在汽車上的應(yīng)用.機(jī)械工程材料,1996(6): 30~33.
[4]趙恒先,陳潤(rùn)輝.過(guò)共晶鋁硅合金細(xì)化變質(zhì)的進(jìn)展[J].輕金屬,1992,(2):60~64.
[5]黃良余.Al-Si合金加Sr和Sb變質(zhì)的研究[J].金屬學(xué)報(bào),1986:(4):A310~A316.