曲軸件數控加工刀具的無干涉刀位軌跡優化方法
2023-07-14 18:10:27劉飛
計算機應用文摘 2023年12期
關鍵詞:數控加工

摘要:常規無干涉刀位軌跡優化方法通過計算相鄰軌跡間殘余高度實現軌跡優化,容易受到刀具接觸點曲率分布的影響,使得加工耗時較長。因此,文章提出曲軸件數控加工刀具的無干涉刀位軌跡優化方法。通過分析曲軸件結構和刀位走向,確定刀軸矢量組,結合設定的數控加工坐標系,根據后跟傾角計算接觸點曲率分布,基于等效曲率.對刀軸偏置線進行索引.進而實現刀位軌跡的優化。仿真結果表明,該方法能夠極大地縮短加工耗時,提高加工效率。
關鍵詞:曲軸件;數控加工;刀位軌跡;無干涉;優化方法
中圖法分類號:TG659 文獻標識碼:A
1 引言
曲軸類零件的幾何架構復雜,走刀步長、刀具后跟傾角、行距等均是影響曲軸件加工效率的因素。為提高架構效率以及架構質量,需要對刀位軌跡優化方法進行深入研究[1] 。目前,智能優化算法和以網格均勻化技術為核心的優化算法是應用較為廣泛的2 類方法。基于智能的優化算法以偏置法為基礎,通過樣條插值技術計算軌跡控制點,結合葉片模型并采用旋轉尋優的方式實現刀位軌跡優化,但此方法忽略了工件表面粗糙度以及刀具接觸點變化的影響,故優化結果不佳,以至于整個曲軸件加工耗時較長;基于網格均勻化的刀具路徑優化方法通過加工工件邊界和輪廓偏移線生成刀具路徑。該方法的重點是線切割路徑的優化,但尚未對精加工的優化進行研究。因此,其生成的刀具路徑長度不是最短的,將影響加工效率[2] 。本文針對這一系列問題及為切實提高加工效率,提出了一種曲軸件數控加工刀具的無干涉刀位軌跡優化方法,使得加工過程中的排刀方案更加合理,從而提高加工效率。
2 刀具刀位軌跡優化方法設計
2.1 刀軸矢量組的確定
曲軸零部件的類型繁多且結構復雜,為刀具刀位的走向確定加大了難度。因此,在進行刀位軌跡優化之前,先分析曲軸工件的結構組成,簡化優化過程。
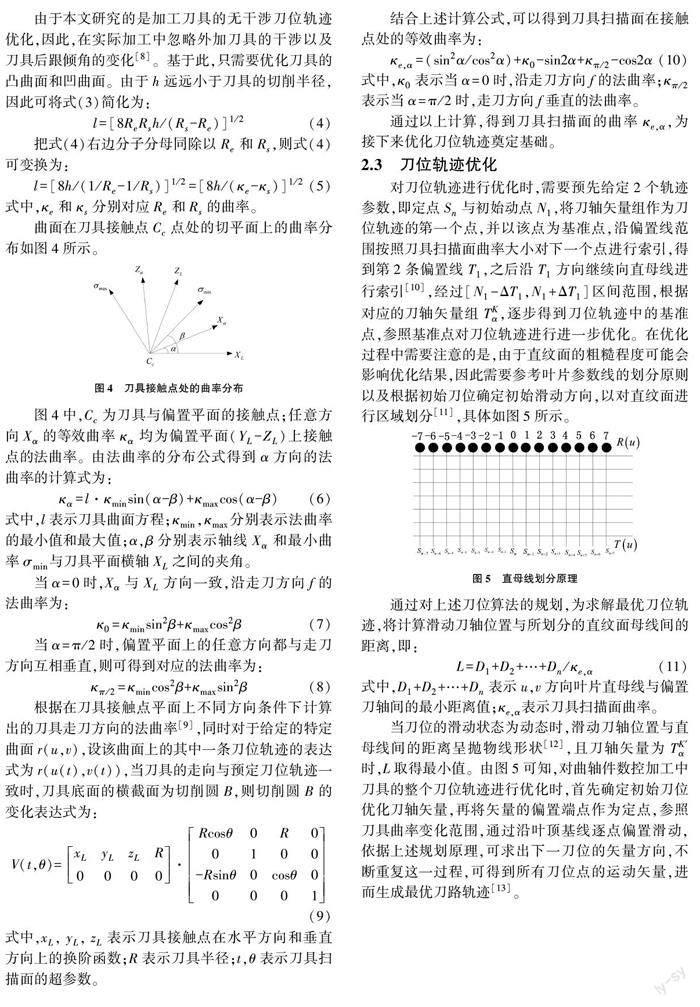
數控加工中的曲軸零部件大多屬于不可展直紋面,主要由葉根線和葉頂線所對應的直母線組成[3] 。由于直紋面與母線所在的等距面均為自由曲面,因此,在確定加工刀位時,要將自由曲面和工件大多軸跡面進行分開計算。曲軸件數控加工刀具的刀位示意圖如圖1 所示。
3 仿真分析
3.1 仿真準備
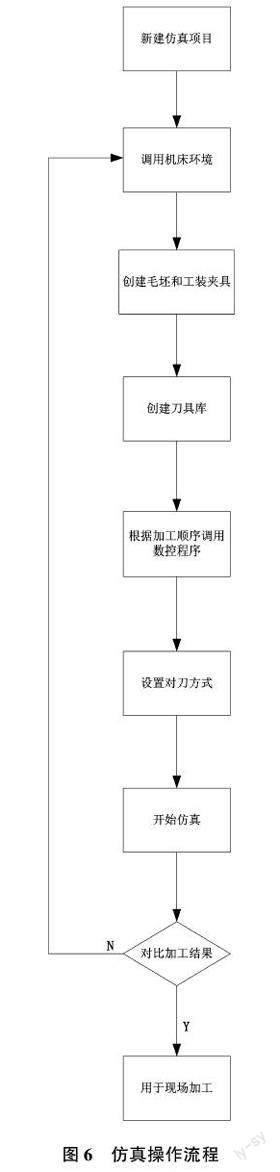
為模擬真實曲軸件數控加工環境,采用數控仿真軟件VERICUT。它是專門用于模擬數控機床加工的仿真與優化軟件,可以對各種系統進行仿真,在仿真過程中對程序進行檢驗、分析、修正等,進而得到最佳仿真結果。仿真操作流程如圖6 所示。
本文搭建的實驗仿真環境包括數控機床及零部件拓撲結構的建立、曲軸件模型的建立、數控加工設備的相關參數的設置及刀具類型庫的創建等。其中,數控機床的拓撲結構包括單一機床基體和組合機床基體、X/ Y/ Z 軸、主軸擺動部件B 軸、工作臺旋轉部件C 軸等部分;實驗中的機床模型直接在仿真軟件附帶的機床模型庫中選用,既簡化了實驗流程,又保證了實際加工的經濟性和便捷性[14] ;數控加工設備的相關參數設置包括零部件碰撞檢測、加工最大誤差、作業行程、軸優先順序以及機床備忘錄等參數;刀具長度、類型、夾持點等共同組成刀具類型庫。
實驗選用的HSC75 linear 加工中心屬于刀具擺動與工作臺回轉類型。機床主要參數如表1 所列。
通過上述實驗平臺的選定及相關參數的設置,根據實際應用需求,在實驗中以超硬PCBN 整體燒結式刀具為數控加工仿真對象,對加工刀具軌跡進行優化仿真,bong 判斷定位軌跡是否合理。
3.2 實驗說明
為使本文刀位軌跡優化方法能夠滿足實際曲軸件數控加工的應用要求,對曲軸件進行建模,并采用將連續短直線表達的刀位軌跡轉換為多條曲線表達的刀位軌跡的形式,對刀位軌跡進行分段加擬合處理,最終生成曲線G 代碼,用于曲軸件數控加工[15] ,刀具葉片下表面模型如圖7 所示。
如圖7 所示,該葉片面積約為5 m2,取刀具半徑R =100 mm,要求殘余高度h′ =0.5 mm,允許最大加工誤差為0.5 mm。
3.3 優化結果實驗分析
由于研究的是無干涉刀位軌跡優化實驗,因此基于上述刀具模型,根據設定的實驗參數,忽略刀具進退刀矢量等輔助參數的影響,采用本文方法對刀具的軌跡進行優化。從曲軸件的曲面造型中提取所有零部件加工表面和相關型面的計算結果,并從刀位文件中取出刀具軌跡信息,將結果進行組合顯示,并將計算優化后的軌跡長度與優化前進行對比分析,結果如表2 所列。
通過對實際刀具葉片模型的計算,利用本文方法對刀具的刀位軌跡進行優化并與優化前的軌跡數據進行了比較。從表2 可以看出,應用該方法生成的刀位軌跡參數相比于優化前均明顯減少,優化后的軌跡長度比優化前縮短了10 713.223 mm,進而減少了加工時間,有效提高了加工效率。
3.4 加工效率實驗分析
在上述優化結果基礎上,為驗證本文方法在加工效率方面的優越,同時將基于智能算法的刀位軌跡優化方法(方法1)、基于網格均勻化的刀位軌跡優化方法(方法2)與本文方法作對比。分別采用不同優化方法對刀位軌跡進行優化,并統計整個曲軸件數控加工工藝中各個程序的加工時間,得到的對比結果如圖8 所示。
通過分析圖8,利用方法1 對刀位軌跡進行優化后,整個曲軸件數控加工耗時為332 min,方法2 的整體加工耗時為456 min,本文方法的加工總時長為134 min。方法1 加工耗時較長的原因是其主要依靠刀具的吃刀深度來界定優化區域邊界,當加工工件的位置變化在不連續的情況下,該方法計算出的吃刀深度存在誤差,因此需要在軌跡優化過程中對誤差進行不斷修正,從而導致軌跡刀位數和長度較大,延長了加工時間;方法2 加工效率低主要是由于在判斷刀具干涉點時,缺少對過切和欠切情況的考慮,因此加工耗時是最長的;而本文方法根據刀位的曲面曲率,分別優化有限個刀位點的坐標值,將優化后的坐標值進行擬合,從而組成了優化后的刀具走刀軌跡。因此,利用本文方法對刀位軌跡進行優化,可極大地縮短加工耗時,達到提高工件加工效率的目的。
4 結束語
本文通過分析曲軸件結構,計算刀軸矢量組和刀具掃描面的等效曲率,完成無干涉刀位軌跡的優化,確保能夠加工出符合性能要求的曲軸零部件。通過數控加工實驗驗證,在曲軸件數控加工中,利用該方法對刀位軌跡進行優化,可大幅度減少刀位軌跡長度,進而提高曲軸件加工效率。
參考文獻:
[1] 呂洲,閆政,白云蛟.基于角點檢測的數控激光切割機刀位軌跡生成研究[J].激光雜志,2022,43(10):173?177.
[2] 侯文晟,孟祥干,劉龍.港機平衡梁腹板噴涂軌跡優化方案[J].港口裝卸,2022(5):9?11+14.
[3] 于永慶,曾勇.圓錐面圓截線路徑的多變量噴涂軌跡優化[J].機械設計與制造,2022(10):295?298+304.
[4] 張學智.加工動、靜渦旋盤渦旋曲面刀具的中心軌跡參數方程推導[J].工具技術,2022,56(5):100?101.
[5] 王鵬,王瑩,王晉鵬,等.基于線接觸加工的曲面與豎直平面相貫處刀位軌跡研究[J].重慶理工大學學報(自然科學),2020,34(2):81?87+139.
[6] 羅哲,王舒眉,閆循良,等.RBCC 動力飛行器上升段軌跡優化設計[J].紅外與激光工程,2022,51(8):488?495.
[7] 楊洪濤,劉月琪,程晶晶,等.自驅動關節臂坐標測量機軌跡優化[J].光學精密工程,2022,30(16):1978?1987.
[8] 孫海波.TC4 鈦合金葉片型面噴丸數值模擬與軌跡優化試驗[J].輕金屬,2022(8):45?50.
[9] 周凱紅,唐進元.復雜曲面寬行數控加工的刀位和刀具姿態綜合整體優化的內蘊幾何學方法[J].機械工程學報,2020,56(11):192?201.
[10] 許昱,賀崢光,薛鵬飛,等.基于熱響應特性的高速飛行器多約束軌跡優化[J].導彈與航天運載技術,2022(4):15?19+24.
[11] 劉勇,王騰,杜喆.柔性機械臂振動與能量最小的多目標軌跡優化[J].機械設計與制造,2022(8):297?300+304.
[12] 郭皓邦,曹拯,雷學林,等.基于MAX?PAC 和Vericut 的機匣復雜流道表面銑削軌跡優化研究[J].制造技術與機床,2022(8):21?26.
[13] 崔佳鵬,吳宇,茍進展.四軸八旋翼無人機入水軌跡優化方法研究[J].無人系統技術,2022,5(3):50?63.
[14] 張慶澤,尹龍遜,張強,等.航天器多約束空間抵近掠飛軌跡優化方法[J].空間控制技術與應用,2022,48(3):49?56.
[15] 左遠征,黃常標,張絮暉.基于遺傳算法的多點切觸刀位優化算法[J].計算機集成制造系統,2022,28(8):2449?2459.
作者簡介:劉飛(1985—),本科,講師,研究方向:數控技術、計算機輔助制造和逆向工程。
猜你喜歡
科技創新與應用(2016年34期)2016-12-23 18:55:29
職業·中旬(2016年9期)2016-12-22 20:21:22
東方教育(2016年3期)2016-12-14 14:46:50
東方教育(2016年4期)2016-12-14 08:03:29
中國新技術新產品(2016年22期)2016-11-29 05:28:05
東方教育(2016年16期)2016-11-25 03:43:51
商情(2016年39期)2016-11-21 09:52:03
科技資訊(2016年18期)2016-11-15 20:12:18