自動反拉式換位夾持苧麻剝麻機設計與參數優化
2023-07-14 14:27:42蒲應俊楊明金呂江南
農業工程學報 2023年9期
蒲應俊 ,柳 藝 ,楊明金 ,楊 仕 ,沈 成 ,呂江南 ,楊 玲 ※
(1. 西南大學工程技術學院,重慶 400715;2. 農業農村部南京農業機械化研究所,南京 210014;3. 中國農業科學院麻類研究所,長沙 410205)
0 引言
苧麻是中國南方丘陵山區特有的以紡織為主要用途的重要特色經濟作物,其種植面積和產量均居世界首位[1]。苧麻為多季生植物,年均收獲3 次[2-3],莖稈在收割后需要經過剝麻、開纖脫膠、干燥等工藝處理,獲得的韌皮部纖維用作優質紡織原料[4],但其剝麻環節勞動強度大、人力成本高、生產效率低。為了降低苧麻生產成本,提高作業效率,增加麻農收入,各苧麻主產區采用機械化剝麻設備替代人工[5-7],而廣泛使用的苧麻剝麻機仍依靠人力喂入及反拉以完成剝麻作業,其安全性差、剝麻質量不穩定[8]。因此,研發苧麻自動剝麻機對促進苧麻產業發展具有重要意義。
目前,國內研究學者針對苧麻剝麻機的剝麻裝置設計及其工作性能開展了大量研究。苧麻剝麻機主要有以下五種:單滾筒反拉式剝麻機[9]、雙滾筒反拉式剝麻機[10]、多滾筒直喂式剝麻機[11]、仿手工刮剝麻機[12]和橫喂式剝麻機[13]。早期由中國農業科學院麻類研究所研制的6BZ-400 型苧麻剝麻機為單滾筒人力反拉式剝麻機,基本實現了苧麻剝麻功能[8]。在此基礎上,顏波等[14]研制的凹板式山地苧麻剝麻機仍采用單滾筒反拉式結構,通過縮小滾筒尺寸并在剝麻滾筒下方安裝一副凹板,利用凹板與滾筒之間的間隙實現剝麻,但鮮莖出麻率較低。龍超海等[15]研制的4BM-260 型苧麻剝麻機為雙滾筒人力反拉式剝麻機,利用雙滾筒刮板嚙合區域剝麻,有效提高了鮮莖出麻率。上述兩種機型均采用人力喂入并反拉以實現苧麻剝麻功能,但其勞動強度大、安全性差。隨著苧麻種植朝著良種化、區域化、規模化發展,如何實現高效自動剝麻成為今后研究重點。蘇工兵等[16]研制了全自動苧麻莖稈分離機,采用PLC 控制多輥聯動剝麻作業,實現了苧麻剝麻、打麻、擠膠等多種功能。王瑛等[11]研制的苧麻自動剝麻機為多滾筒直喂式剝麻機,該機通過壓麻輥、剝麻輥、夾麻輥、拉麻輥、梳麻輥等裝置實現了壓、刮、打、夾、梳等多道剝麻工序一次性完成。譚新建等[12]研制的提拉式苧麻剝麻機,提出了縱向劈裂和橫向提拉的剝麻新方法,設計了劈麻組合刀具和提麻機構,但其作業效率較低。饒正良[17]研制的橫喂式雙向自動苧麻三脫機采用左右兩套剝麻裝置,通過機械手代替人手實現喂入與反拉,人力成本低,但存在機械手漏抓、莖稈剝麻不完全等問題。向偉等[18-19]研制的連續夾持輸送式苧麻剝麻機,采用橫向連續式喂入剝打方法,兩副單滾筒剝麻裝置分別剝制苧麻梢部和基部,采用鏈輪交替夾持輸送莖稈,具有較高生產效率。但上述自動化苧麻剝麻機整機尺寸大、滾筒數量多、傳動系統復雜、成本較高。因此,根據苧麻產業集中于南方丘陵山區的實際需求,亟需開發成本低、易操作、結構輕簡、性能優的自動反拉式苧麻剝麻機。
為解決上述問題,本文結合苧麻剝麻工藝要求,基于雙滾筒反拉式結構,以經濟實用、高效省力為目的,設計一種自動夾持喂入及反拉的苧麻剝麻機。通過對剝麻滾筒、夾持裝置、換位機構等關鍵部件的結構和工作參數進行理論分析,確定影響剝麻質量的關鍵因素;構建苧麻莖稈在喂入及反拉剝麻過程中的運動學模型,通過非線性動力學仿真分析并結合正交試驗,探究苧麻莖稈夾持喂入及反拉與雙滾筒剝麻的互作機制,明確自動反拉式換位夾持裝置的最優工作參數,以期為輕簡型苧麻自動剝麻機的研制提供理論依據。
1 苧麻物理力學特性
苧麻的外形尺寸和力學特性是設計反拉式換位夾持裝置的主要依據。本文選用2022 年7 月產自四川省達州市大竹縣“川苧11 號”苧麻鮮莖,其莖稈橫截面為圓筒形,從基部到梢部逐漸變細,橫截面由外到內為青皮層、韌皮部、木質部、中心髓部等,成熟期中心髓部中空,韌皮部中包含纖維,如圖1 所示。隨機選取去葉通直無病害鮮莖50 根,用卷尺測量總長,長度平均值為1 452.6 mm。用游標卡尺分別測得梢部、中部和基部的直徑、韌皮部厚度、木質部外徑和木質部厚度,由式(1)可計算苧麻莖稈木質部和韌皮部所占莖稈的體積比Vx、Vb,結果如表1 所示。
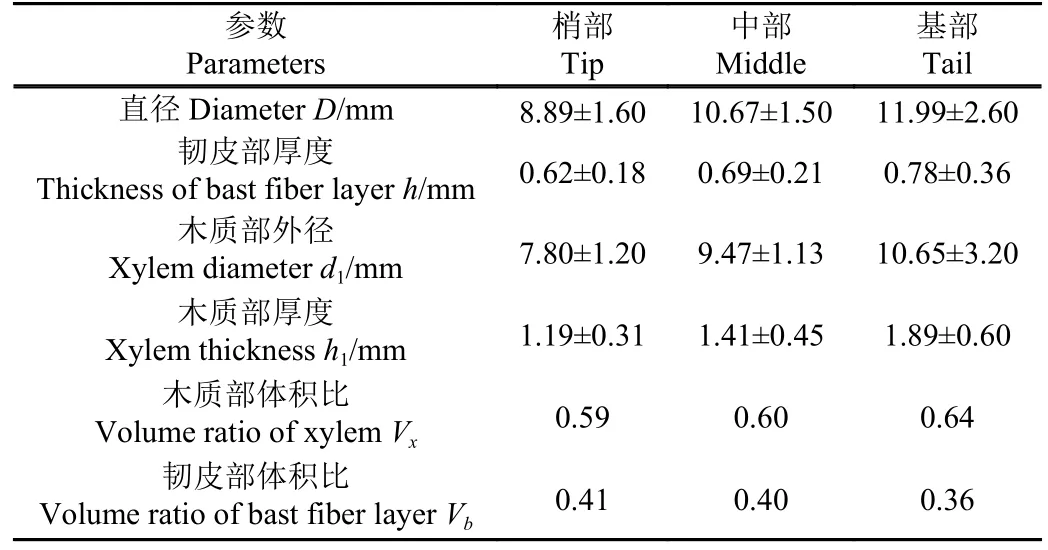
表1 苧麻莖稈尺寸Table 1 Dimension of ramie stalk

圖1 苧麻及莖稈結構組成Fig.1 Ramie and stalk structure composition
式中d為空心內徑,mm;d1為木質部外徑,mm;h1為木質部厚度,mm;D為莖稈直徑,mm;h為韌皮部厚度,mm。
苧麻在剝麻過程中主要受到拉伸和壓縮載荷作用。使用ZQ-990L 型電子萬能試驗機對苧麻莖稈各向(軸向、徑向)及各部分(莖稈、韌皮部和木質部)進行拉伸、壓縮、彎曲等力學試驗[20-24],如圖2 所示。韌皮部拉伸試驗樣本制備方法:將麻皮從莖稈剝離,使用刀片刮去青皮層,樣本長80 mm、寬5 mm,截面為長方形,含水率對力學性能影響較大,需裝入密封袋,防止水分流失。木質部壓縮試驗樣本制備方法:選取同一部位莖稈,使用刀片截取10 mm 長度的莖稈,再剝離麻皮,截面為圓筒形,裝入密封袋。
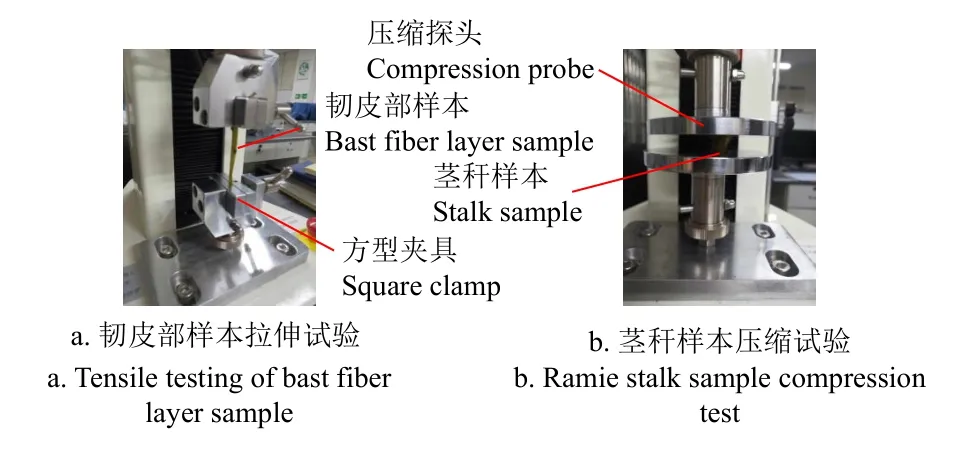
圖2 苧麻莖稈力學性能試驗Fig.2 Mechanical property test of ramie stalks
苧麻莖稈視為正交各向異性材料,建立三維坐標系,苧麻莖稈軸向為X,徑向為Y和Z,如圖1b 所示。通過試驗得到軸向彈性模量、徑向彈性模量和異性面彎曲剪切模量,假定同性泊松比為0.3,所得參數代入式(2)得到同性面扭剪模量,代入式(3)得到異性面泊松比[25],各部分力學特性參數如表2 所示。
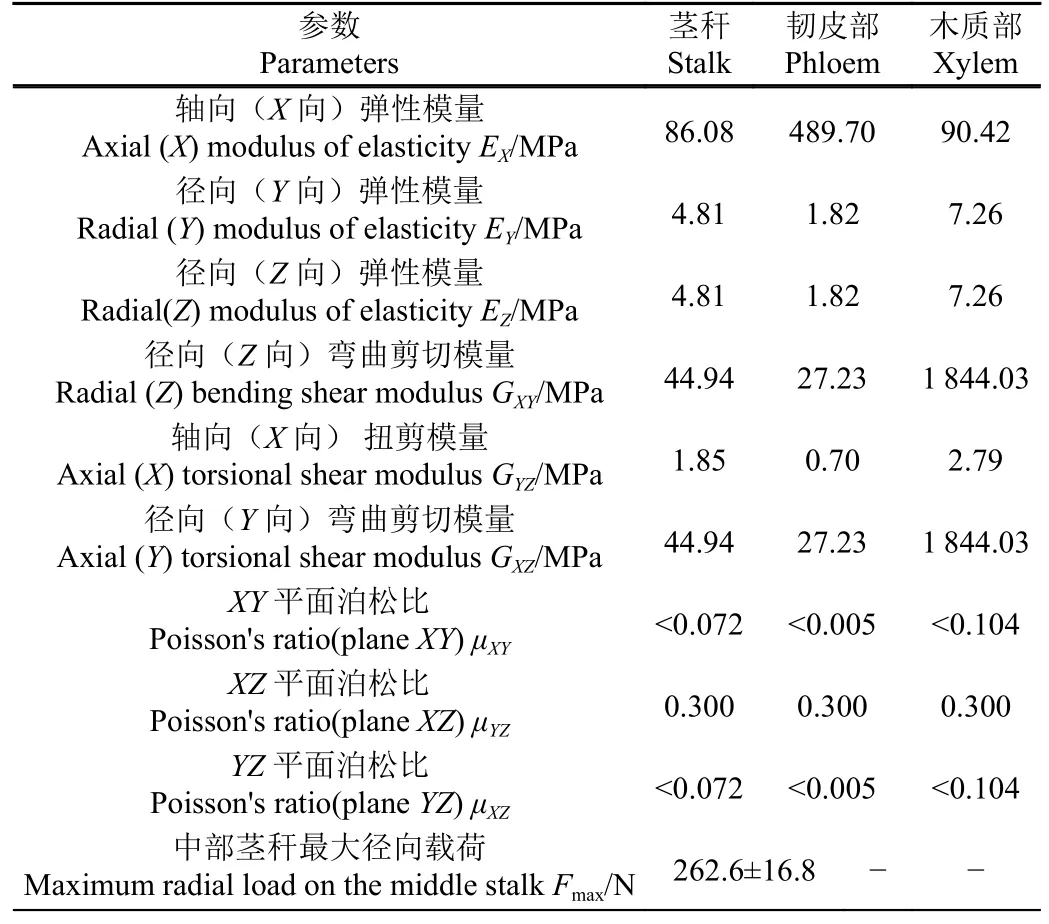
表2 苧麻莖稈、韌皮部、木質部力學特性參數Table 2 Mechanical properties of ramie stalk,fiber and xylem
苧麻韌皮部無法做彎曲試驗,其彎曲剪切模量由式(4)計算得出[25]。
式中GXY2為苧麻韌皮部彎曲剪切模量,MPa;GXY1為苧麻莖稈彎曲剪切模量,MPa;GXY3為苧麻木質部彎曲剪切模量,MPa。
2 整機結構及工作原理
2.1 整機結構
本文設計的自動反拉式換位夾持苧麻剝麻機先從莖稈基部開始喂入剝打,隨后將夾持裝置反拉后換向,進而送入莖稈梢部剝打,然后反拉得到整條韌皮部。該剝麻機主要由橫向輸送裝置、換位夾持裝置、雙滾筒剝麻裝置、輔助上料板、機架等組成,如圖3 所示。橫向輸送裝置含有兩排平行布置的滑塊導軌與傳送同步帶,滑塊上安裝換位夾持裝置;換位夾持裝置包括前后兩組夾持機構以及換位電機;雙滾筒剝麻裝置由一對剝麻滾筒與喂料口組成。
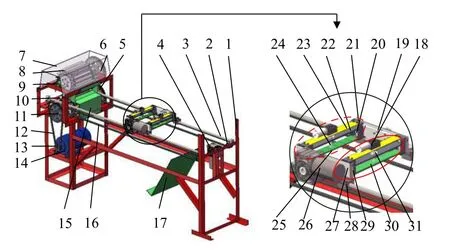
圖3 自動反拉式換位夾持苧麻剝麻機結構示意圖Fig.3 Structure diagram of ramie stripping machine with automatic reverse pulling type shift clamping
2.2 工作原理
剝麻機利用苧麻韌皮部與木質部的力學性能差異,通過高速旋轉剝麻滾筒擊碎木質部,經過反拉莖稈刮去木質部與青皮層。剝麻機作業主要有莖稈上料、基部剝麻、梢部剝麻和收取韌皮4 個工序。作業時,橫向輸送裝置將換位夾持裝置移至輔助上料板上方,直流減速電機Ⅱ旋轉-45°(以順時針方向為正)后,夾具口與輔助上料板平行,將莖稈基部從A 端夾持機構夾具口上料,使莖稈下滑至輔助上料板擋板處停止,由A 端夾持機構夾緊莖稈,完成上料;然后直流減速電機Ⅱ旋轉45°,換位夾持裝置恢復水平狀態,由橫向輸送裝置將其送入雙滾筒剝麻裝置,使莖稈基部與部分中部木質部被擊碎,再帶動換位夾持裝置反向移動,將莖稈基部拉出剝麻滾筒,使木質部與青皮層被刮去,完成莖稈基部剝打;接著由橫向輸送裝置將換位夾持裝置移動至導軌中部,A、B 端夾持機構同時夾緊莖稈,直流減速電機Ⅱ旋轉-180°,使A、B 端夾持機構換位,再將梢部喂入剝打并反拉,從而完成莖稈梢部剝打;最后將換位夾持裝置停留至導軌中部以便收取韌皮部;在連續作業情況下,換位夾持裝置橫移至輔助上料板上方的同時,直流減速電機Ⅱ同步旋轉-225°,A、B 端夾持機構恢復至上料狀態位置;若需停止工作,換位夾持裝置停留在導軌中部時,直流減速電機Ⅱ旋轉180°,整機復位。
換位夾持裝置主要由A 端夾持機構、B 端夾持機構、翻轉換向機構、柔性橫移機構等組成,其結構示意圖如圖3 中放大圖所示。其中A、B 端夾持機構由夾板、直流減速電機Ⅰ、絲杠、電機支撐板等組成,直流減速電機Ⅰ通過絲杠傳動將夾板下壓夾緊苧麻莖稈;柔性橫移機構由橫移側板、彈力繩、圓柱導軌Ⅱ等組成,A、B端夾持機構在橫移側板中沿圓柱導軌Ⅱ移動;工作時,A 端夾持機構前移使苧麻喂入雙滾筒剝麻機構,同時B端夾持機構在碰到喂料口時自動后移,反拉時,B 端夾持機構在彈力繩作用下復位;翻轉換向機構主要由直流減速電機Ⅱ、柔性橫移機構組成,直流減速電機Ⅱ帶動柔性橫移機構翻轉,實現A、B 端夾持機構換向,并由A、B 端夾持機構前移使苧麻另一端喂入雙滾筒剝麻機構,同時A 端夾持機構松開并在碰到喂料口時后移,反拉時A 端夾持機構在彈力繩作用下復位,剝麻完成后B端夾持機構松開,從而完成苧麻莖稈剝麻過程。
在剝麻過程中,要防止夾具壓碎莖稈導致無法喂入,也要確保莖稈不滑脫,因此在夾緊裝置與苧麻接觸部位布置有V 型橡膠墊,通過增加摩擦系數確保夾緊裝置在較小徑向載荷作用下使苧麻莖稈不滑脫且不被壓碎。對苧麻夾持狀態下的莖稈進行受力分析如圖4 所示。以莖稈軸向為x軸,夾板橫向為y軸,垂直夾板為z軸,將載荷FN視為均布載荷,受力分析如下:
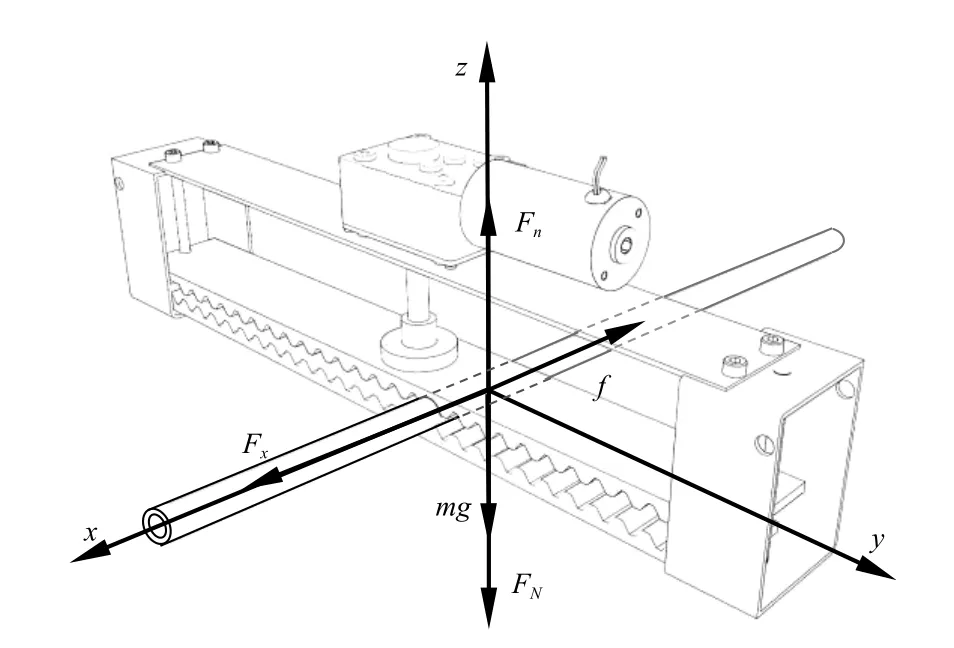
圖4 夾持狀態示意圖Fig.4 Schematic diagram of clamping state
通過受力分析可知,摩擦力f應大于Fx,方可夾緊莖稈;夾緊力FN應小于莖稈最大徑向載荷Fmax,防止壓碎莖稈,因此得到夾緊力FN范圍:
式中μ為夾板與莖稈表面摩擦力系數;Fmax為苧麻莖稈徑向最大載荷,N。
2.3 主要技術參數
結合苧麻鮮莖外形尺寸,計算確定自動反拉式換位夾持苧麻剝麻機的主要技術參數如表3 所示。根據苧麻機械剝麻質量要求的國家標準GB/T7699-1999,確定自動反拉式換位夾持苧麻剝麻機的主要技術指標:鮮莖出麻率大于4%,原麻含雜率低于2%。
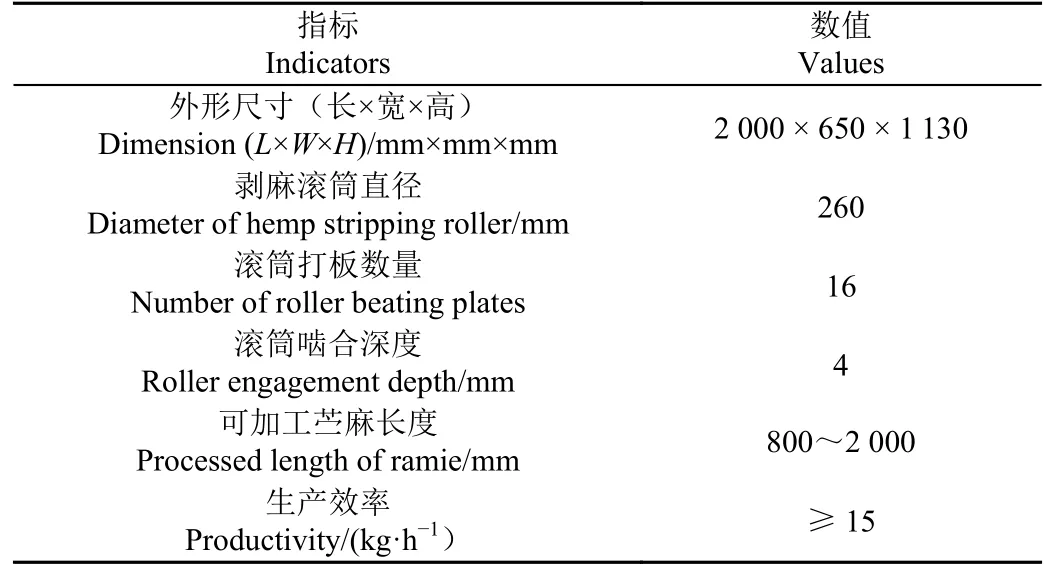
表3 自動反拉式換位夾持苧麻剝麻機主要技術參數Table 3 Main technical parameters of the automatic reverse pulling type shift clamping device for ramie stripping machine
3 苧麻剝打過程參數分析
3.1 苧麻莖稈喂入及反拉受力分析
由于剝麻裝置直接影響苧麻剝打質量[25],根據馬蘭等[26]開展的雙滾筒苧麻剝麻機主要工作部件參數優化分析,本機剝麻裝置采用直徑相同的雙滾筒剝麻方式,由換位夾持裝置夾持莖稈,并通過直流減速電機Ⅱ調整喂入角度,在同步帶的驅動下將莖稈喂入雙滾筒剝麻裝置,雙滾筒剝打示意圖如圖5a 所示。
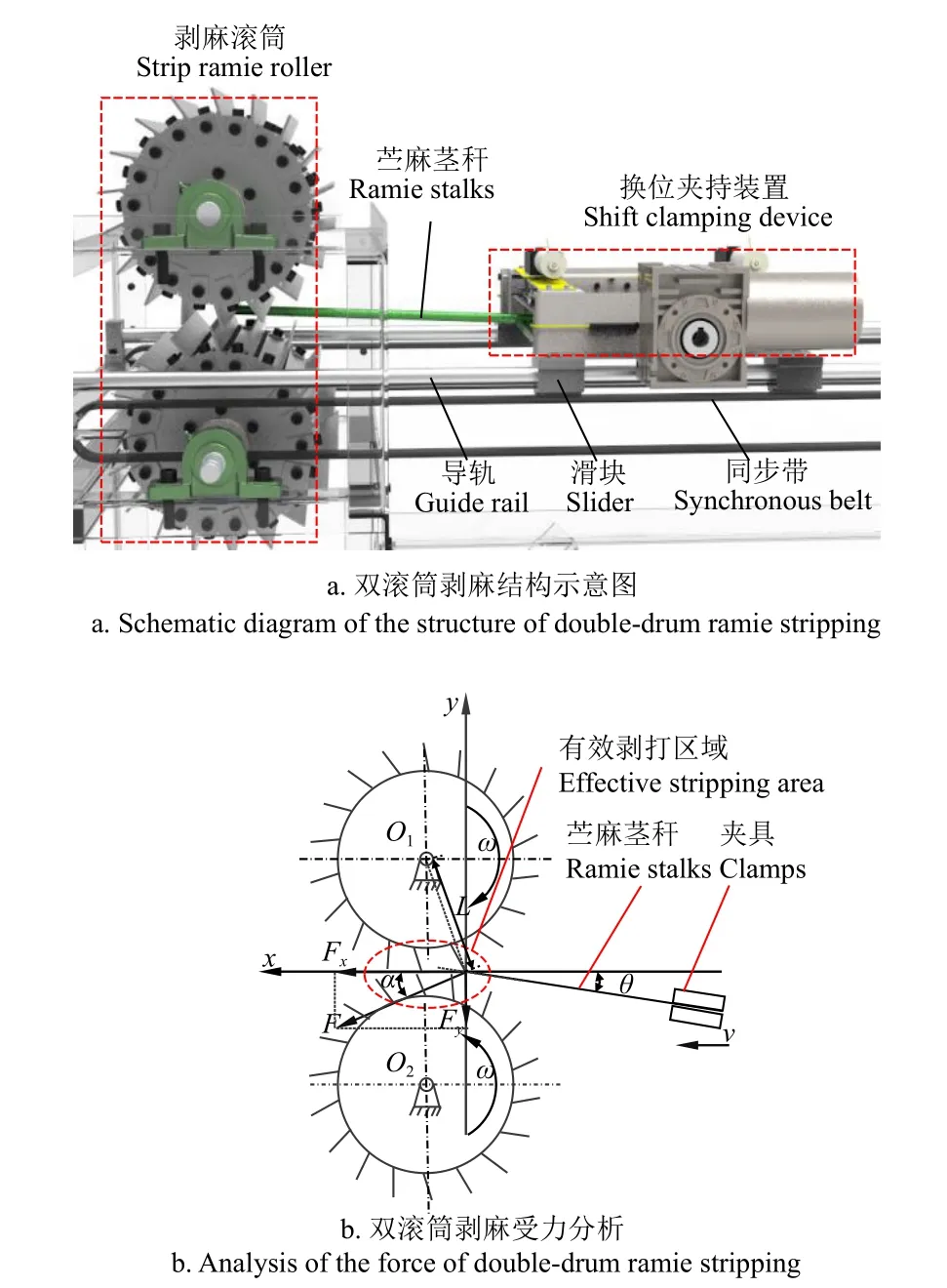
圖5 雙滾筒剝麻示意圖及受力分析Fig.5 Schematic diagram of double-drum ramie stripping and force analysis
參考鄒舒暢等[27]對苧麻莖稈機械分離過程的力學建模與分析,如圖5b 所示。本文對滾筒打板對莖稈的剝離力進行分析,以莖稈受力點為坐標點,以滾筒軸心連線方向為y軸,其垂直方向為x軸,將剝離力沿著x軸、y軸分解,由電機扭矩可計算得到剝麻滾筒打板剝離力F及其分力Fx與Fy,分析可得:
式中T為動力電機扭矩,N·m;P為動力電機功率,kW;i為動力電機帶傳動減速比;n0為動力電機轉速,r/min。
Fy的作用使莖稈木質部折斷,Fx使木質部從韌皮部剝離,并與反拉過程的受力情況有關。苧麻莖稈在外力作用下易發生彎曲,上述受力分析無法直接建立剝離力分力Fx與莖稈喂入角度θ的數學模型。因此,需要通過力學試驗分析苧麻剝離力與莖稈喂入角度間的關系。
將苧麻莖稈置于角度調節平臺上,拉力傳感器與苧麻莖稈一端連接,其另一端放入雙滾筒剝麻裝置喂入口,調節平臺通過調節螺母調節角度,其數值由數顯角度計校準;然后通過絲杠直線模塊實現苧麻莖稈橫向移動,剝離力數值通過PST-50kg 拉力傳感器采集,采樣頻率為0.2 s,剝離力采集系統示意圖如圖6a 所示,其測試平臺如圖6b 所示。
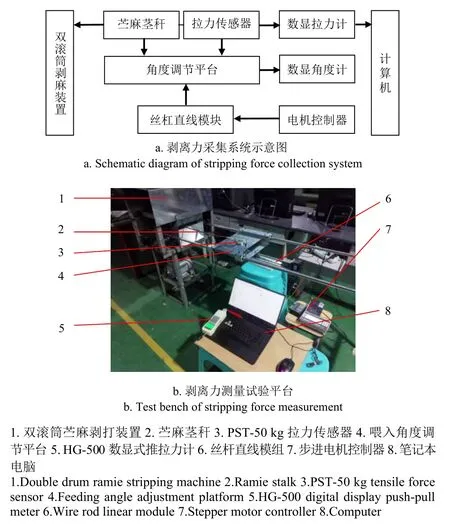
圖6 剝離力測試Fig.6 Stripping force test
參考相關文獻[10,13]以及預試驗,將剝麻滾筒轉速設置為550 r/min,反拉速度設置為0.2 m/s,喂入角度范圍從0~ 20°,遞增區間設置為5°,完成5 次試驗。
喂入方向剝離力是導致苧麻莖稈從夾具滑脫的主要原因,因此分析各組試驗結果中力的最大值更具代表性。將測得的剝離力分力取最大值,試驗結果如圖7 所示,分析得出:喂入角度與剝離力分力Fx二者呈極顯著的線性負相關,決定系數(R2)為0.994,P< 0.01。
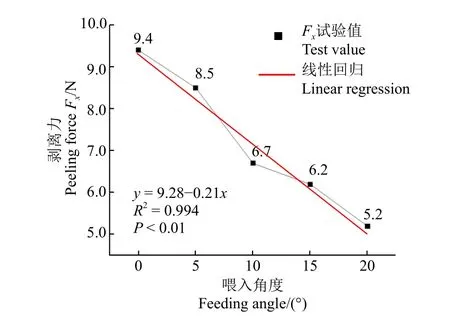
圖7 喂入角度與剝離力回歸分析Fig.7 Regression analysis of feeding angle and stripping force
3.2 雙滾筒苧麻剝打仿真分析
3.2.1 單因素設計
為深入揭示自動反拉剝麻流程中影響剝麻質量的原因以及明確參數范圍,基于有限元法進行單因素仿真試驗[28-30]。自動反拉剝麻流程中主要可調參數為剝麻滾筒轉速、苧麻莖稈喂入反拉速度和喂入角度,為研究剝麻滾筒轉速對剝麻質量的影響,設置固定反拉速度為0.3 m/s,喂入角度為10°,分別以滾筒轉速為200、350、500、650 和800 r/min 開展試驗;為研究反拉速度對剝麻質量的影響,設置固定滾筒轉速為500 r/min,喂入角度為10°,分別以反拉速度為0.1、0.2、0.3、0.4 和0.5 m/s開展試驗;為研究喂入角度對剝麻質量的影響,設置固定滾筒轉速為500 r/min,反拉速度為0.3 m/s,分別以喂入角度為0、5、10、15 和20°開展試驗。
3.2.2 仿真設置與模型建立
蘇工兵[31]利用有限元軟件對苧麻莖稈進行了動載擊打作用下的模擬仿真分析,分析了擊打過程中應力、壓力、擊打深度的變化,在此研究基礎上,參考旋轉滾筒中柔性甘蔗葉片數值模擬分析[32]與桑樹枝條[33]、棉花秸稈[34]和玉米秸稈[35]仿真模型的建立,將苧麻莖稈剝打的有限元分析視作非線性動力學問題,在SolidWorks 建模軟件中建立剝麻滾筒與苧麻莖稈剝打模型,將其輸出為Parasolid 的.x_t 格式文件導入ANSYS/LS-DYNA 軟件中,考慮到SOLID 元件接觸分析的復雜性,需要簡化模型的接觸,通過忽略剝麻滾筒的螺栓和螺母來簡化模型,為減少計算時間并提高精確度,在SpaceClaim 軟件中將苧麻莖稈進行中間面處理,再將莖稈面進行曲面分段切割,將進入剝麻區域的網格加密,剝打模型如圖8 所示。
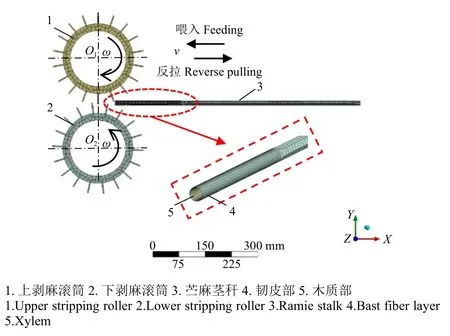
圖8 剝麻滾筒與苧麻莖稈剝打模型示意圖Fig.8 Schematic diagram of the stripping roller and ramie stalk stripping model
分別設置苧麻莖稈韌皮部與木質部的材料屬性,韌皮部密度和木質部密度均由排水法測得,分別為888.94 和867.46 kg/m3;線性彈性選擇Orthotropic Elasticity,根據表2 力學特性參數設置數值。
剝麻滾筒直徑260 mm,剝麻滾筒打板數量16 塊,均設置為剛性體;在預試驗中,相對于苧麻莖稈中部與基部,梢部纖維損失量更大,因此莖稈仿真模型參數以表1 莖稈梢部尺寸作為依據,苧麻莖稈總長設置為700 mm,木質部厚度取平均值1.2 mm,韌皮部厚度取最小值0.4 mm,均設置為柔性體;剝麻滾筒材料設置為結構鋼;此外,將韌皮部與木質部接觸面設置摩擦連接,并分別設置為自表面接觸。整體網格劃分單元尺寸為6 mm,滾筒設置為10 mm,莖稈端部200 mm 為喂入剝打部分,此部分網格加密設置為2 mm,提高計算精度。
根據國家標準GB/T7699-1999,鮮莖出麻率和原麻含雜率是評價苧麻機械剝麻質量的主要評價指標,但是仿真試驗無法直接得出鮮莖出麻率和原麻含雜率。由于苧麻中心髓部與青皮層對剝麻影響較小,因此對該仿真模型進行簡化,通過仿真結果發現可以通過喂入部分木質部節點去除量與韌皮部節點損失量來間接表征苧麻剝打效果。在仿真過程中,若木質部去除節點越多,則表示原麻含雜率較小;韌皮部節點損失量越大,則反映了鮮莖出麻率越低。
3.2.3 仿真結果分析
后處理中,使用LS-PrePost 軟件分析莖稈仿真結果,將木質部去除量、韌皮部損失量作為評價指標,韌皮部節點損失情況如圖9 所示,紅圈中為損失節點。為區分損失節點屬性,在統計韌皮部節點損失數量時,可將仿真結果中木質部模型與滾筒模型進行消隱;統計木質部損失節點時,則取消消隱。
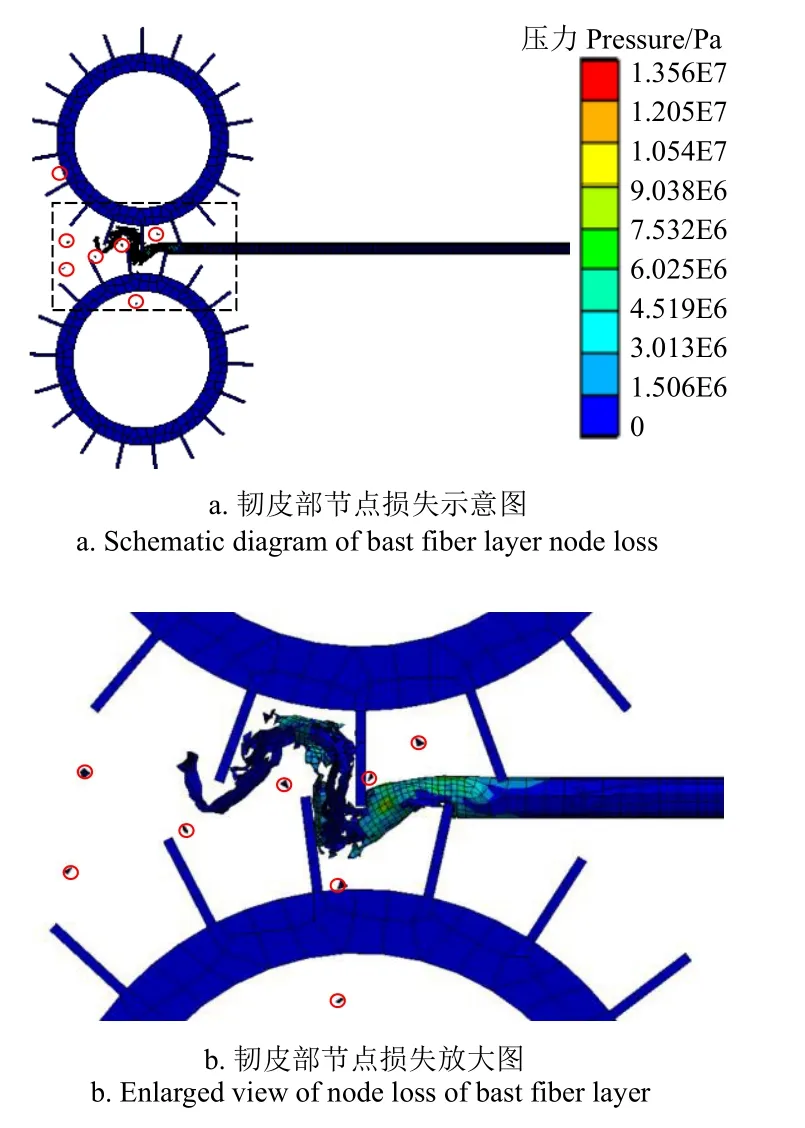
圖9 節點損失情況Fig.9 Node losses situation
仿真結果表明,苧麻莖稈剝打過程中,韌皮部纖維的損失主要發生在反拉莖稈的過程中,當反向拉力大于剝離力時,部分纖維發生斷裂飛出。對各組單因素試驗的仿真過程進行逐幀分析,統計出木質部節點與韌皮部節點的損失量,得到如圖10 所示的不同因素對木質部去除量和韌皮部損失量的影響。
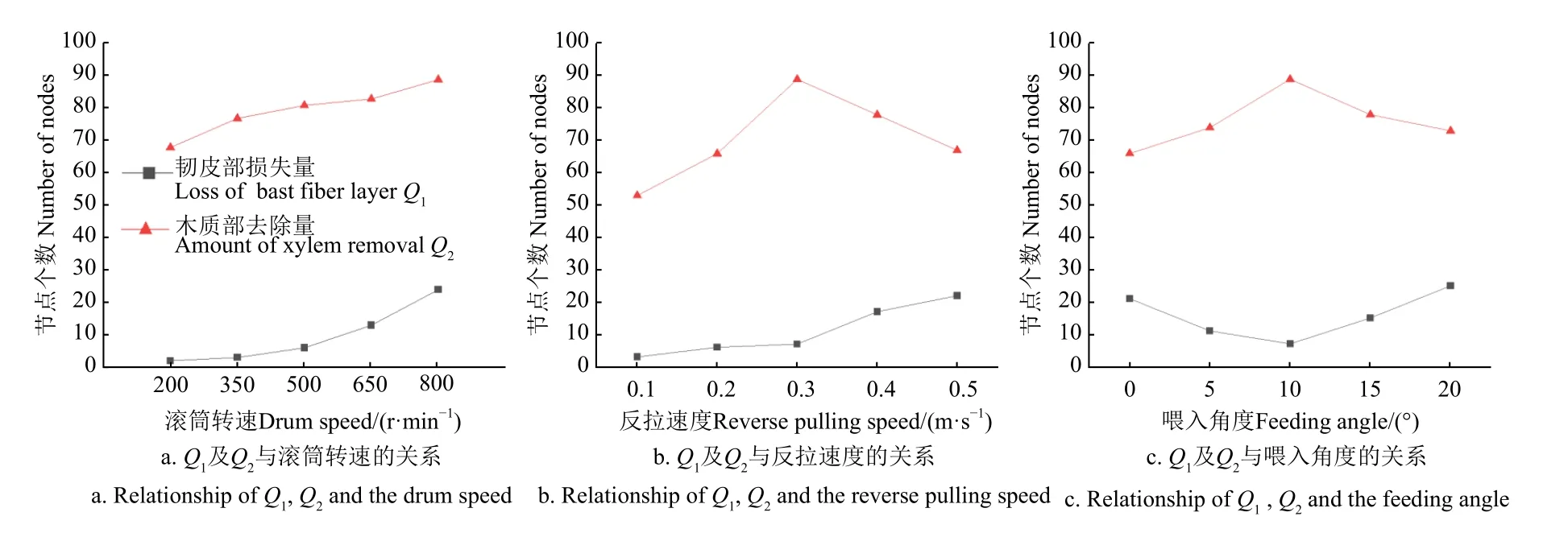
圖10 不同因素對木質部去除量與韌皮部損失量的影響Fig.10 Effects of different factors on amount of xylem removal and loss of bast fiber layer
如圖10a 所示,隨著滾筒轉速增加,韌皮部損失量Q1與木質部去除量Q2整體呈逐漸上升趨勢,當轉速達到350 r/min 以上時,木質部去除量Q2上升平緩,節點損失數在75 個以上,木質部去除量較好;當轉速小于650 r/min 時,韌皮部節點損失數量在15 個以下,韌皮部損失量較低,綜合韌皮部損失量Q1與木質部去除量Q2結果分析,滾筒轉速在350~ 650 r/min 范圍內剝麻效果較好。如圖10b 所示,隨著反拉速度的增加,韌皮部損失量Q1呈現緩慢上升趨勢,而木質部去除量Q2先上升再下降,當反拉速度小于0.3 m/s 時,韌皮部損失量低于10 個,而木質部去除量在反拉速度為0.3 m/s 時到達峰值,然后逐漸下降,因此,反拉速度在0.2~0.4 m/s的剝麻質量較好。如圖10c 所示,隨著喂入角度的增加,韌皮部損失量Q1呈現先下降再上升趨勢,木質部去除量Q2先上升再下降,喂入角度為10°時,韌皮部損失量最小而木質部去除量最大,在5°~ 15°范圍內,韌皮部損失量Q1小于20 個,木質部去除量Q2大于75 個,剝麻效果較好。
4 性能試驗與參數優化
4.1 試驗材料與設備
為確定自動反拉式換位夾持苧麻剝麻機最佳工作參數,于2022 年11 月在西南大學農機實驗室進行樣機性能試驗,如圖11 所示。試驗對象仍選用“川苧11 號”新鮮苧麻莖稈作為試驗材料,莖稈長度為978.4~1 214.3 mm,莖稈直徑為9.08~12.68 mm,莖稈含水率為76.42%~83.71%。
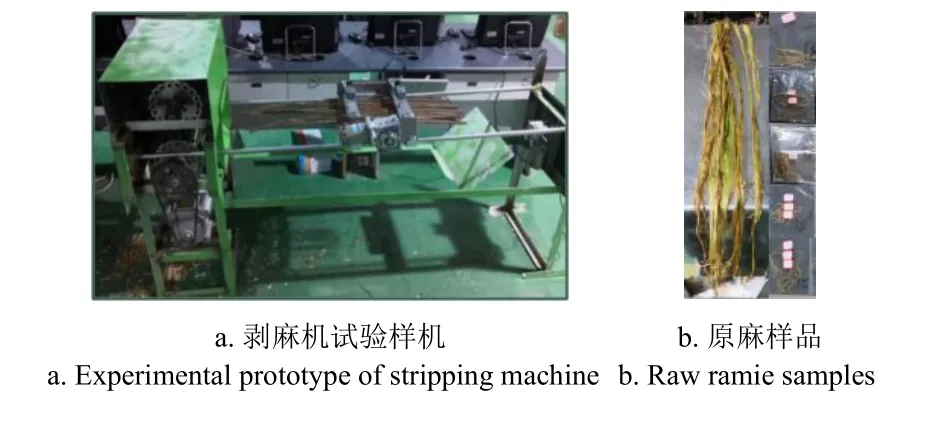
圖11 剝麻機試驗樣機及原麻樣品Fig.11 Experimental prototype of stripping machine and raw ramie samples
主要儀器設備包括:反拉式換位夾持苧麻剝麻樣機,LQ-C20002 型電子秤(量程2 000 g,精度0.01 g),GX30BE型遠紅外干燥箱,游標卡尺等。
4.2 試驗方法與指標
根據自動反拉式換位夾持苧麻剝麻機的參數設計及理論分析,結合單因素仿真分析結果,選取反拉速度、滾筒轉速和喂入角度作為試驗因素,試驗因素水平如表4所示。
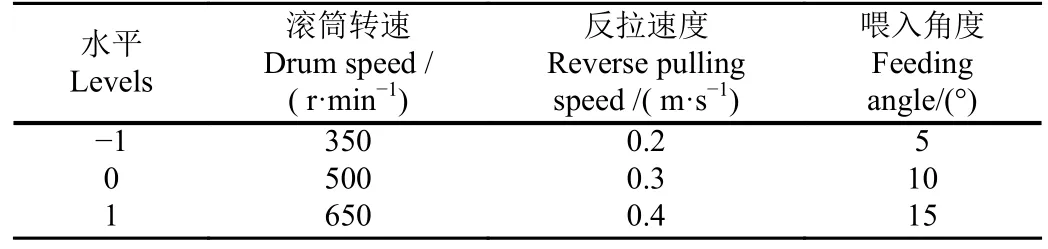
表4 試驗因素水平Table 4 Experiment factors and levels
試驗時,每組試驗剝打10 根苧麻莖稈,3 次重復,結果取平均值。根據國家標準GB/T20793-2015《苧麻精干麻》,結合樣機實際作業情況,確定鮮莖出麻率和原麻含雜率作為評價指標,鮮莖出麻率和原麻含雜率計算公式如下:
式中Y1為鮮莖出麻率,%;Wr為含水率14%的苧麻纖維質量,kg;Wj為去葉苧麻莖稈質量,kg;Y2為原麻含雜率,%;W1為纖維試樣揀前質量,g;W2為纖維試樣揀后質量,g。
4.3 試驗結果與分析
采用Design-Expert 13 軟件對試驗數據進行多元回歸擬合分析,構建鮮莖出麻率Y1、原麻含雜率Y2與喂入角度、滾筒轉速、反拉速度之間的數學模型,檢驗其顯著性,分析交互作用影響規律,試驗結果如表5 所示。
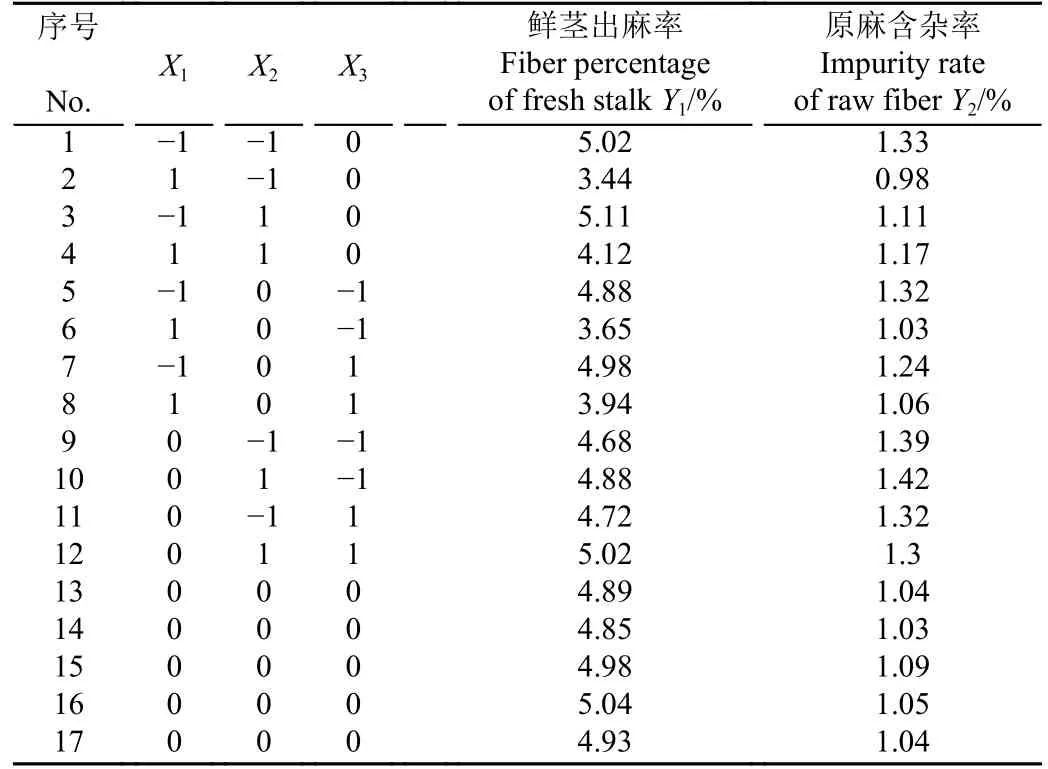
表5 試驗結果Table 5 Experimental results
對表中數據進行多元線性回歸擬合及方差分析,結果如表6 所示。
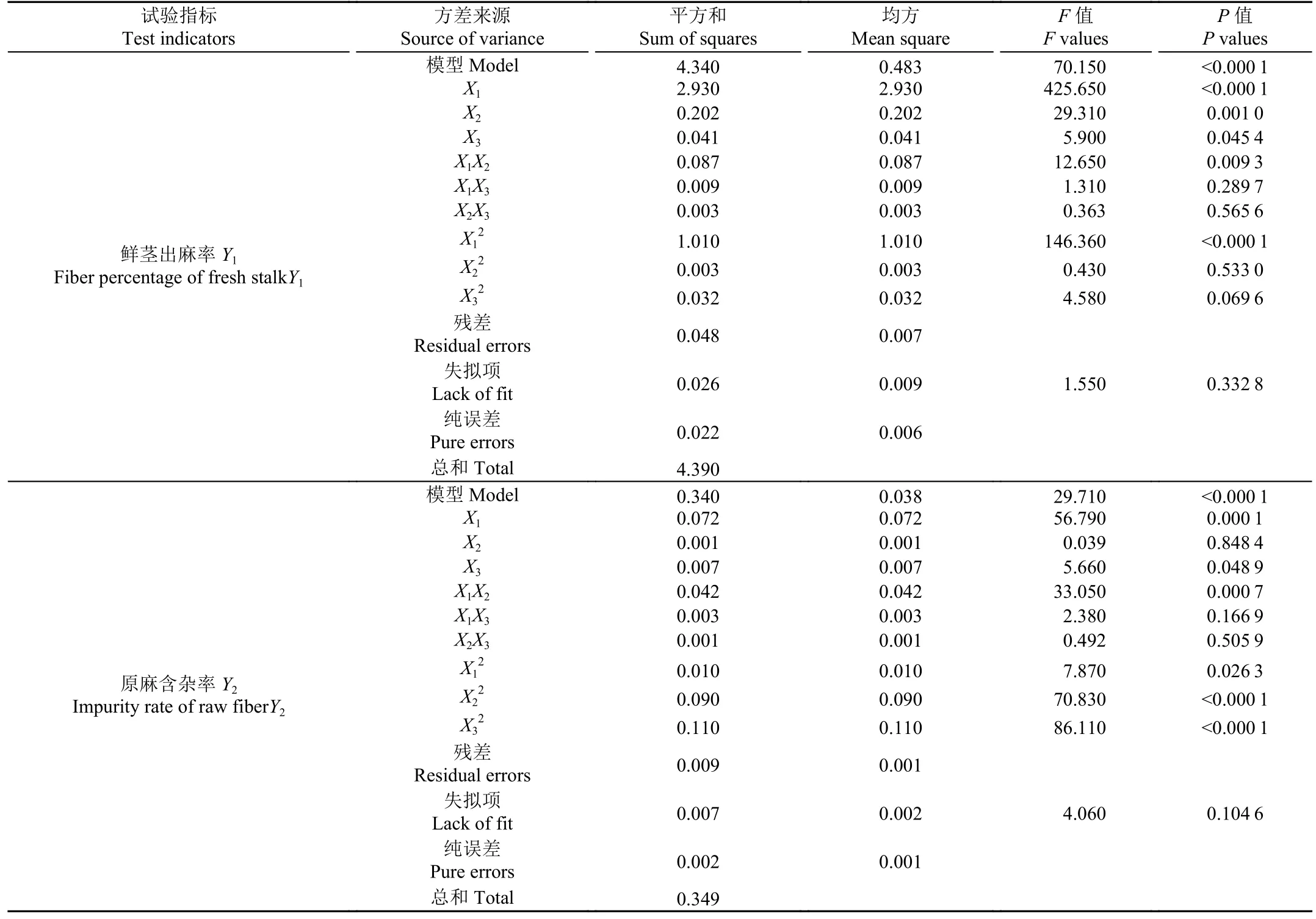
表6 鮮莖出麻率與原麻含雜率方差分析Table 6 Variance analysis of fiber percentage of fresh stalk and impurity rate of raw fiber
對鮮莖出麻率Y1數據分析可知,在P<0.05 水平上X1、X2、X3、X1X2、X12 的系數顯著,其余的不顯著;鮮莖出麻率模型顯著,失擬不顯著,剔除不顯著變量項后,回歸方程為
喂入角度X1和滾筒轉速X2的交互作用對鮮莖出麻率與原麻含雜率有顯著影響,如圖12a 所示。當喂入角度和反拉速度不變時,鮮莖出麻率隨滾筒轉速增大而降低,其可能原因是隨著滾筒轉速的增加,單位時間內滾筒打板擊打莖稈次數增加,多次擊打導致纖維斷裂造成損失;當滾筒轉速一定時,隨著反拉速度的提高,單位時間內擊打次數減少,纖維損失量降低,鮮莖出麻率提高。另外,鮮莖出麻率在反拉速度和喂入角度取中間水平時最高,其原因可能是隨著喂入角度的改變,滾筒打板擊打部位發生改變,在此角度范圍內的韌皮部受力較小不易發生斷裂。
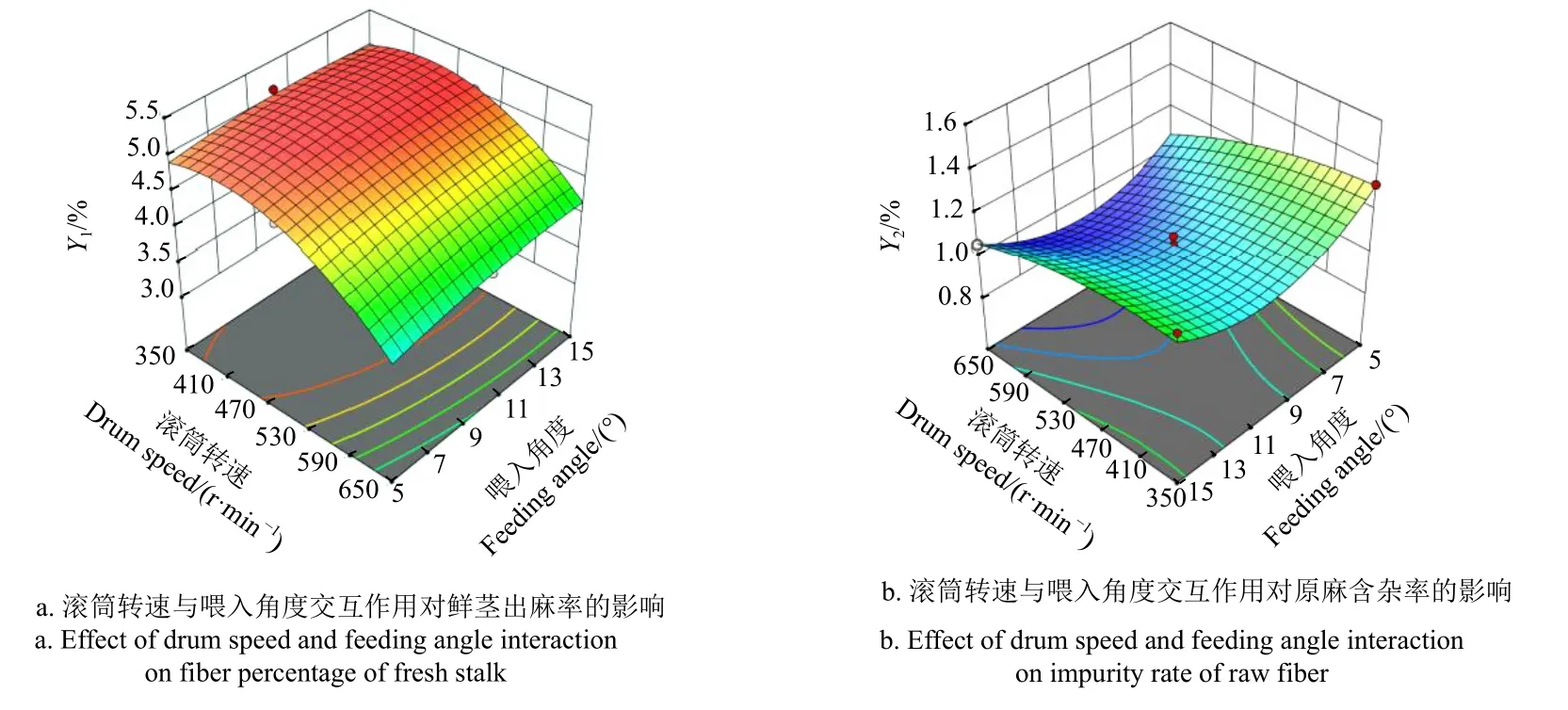
圖12 交互作用對鮮莖出麻率與原麻含雜率的影響Fig.12 Effect of interaction on the fiber percentage of fresh ramie stalk and impurity rate of raw fiber
對原麻含雜率Y2數據分析可知,在P<0.05 水平上X1、X3、X1X2、X12、X22、X32的系數顯著,其余的不顯著;原麻含雜率模型顯著,失擬不顯著,剔除不顯著變量項后,回歸方程為:
由回歸方程Y2可知,喂入角度X1和滾筒轉速X2的交互作用對原麻含雜率有顯著影響,如圖12b 所示。當反拉速度和喂入角度不變時,原麻含雜率隨滾筒轉速增大而降低,其原因可能是單位時間內滾筒打板對莖稈木質部擊打次數增加,木質部碎屑體積減小,反拉時更易脫落,使韌皮部碎屑減少;當滾筒轉速不變時,原麻含雜率在反拉速度和喂入角度取中間水平時最低,其原因可能是在喂入角度處于中間水平時,滾筒打板能更好地作用在莖稈青皮層,多次刮擦將青皮層去除,使得原麻含雜率較小。
在Design-Expert 13 軟件中進行作業參數優化求解,設定約束條件如式(15)所示。
得到最優參數為:剝麻滾筒轉速451.047 r/min,反拉速度0.319 m/s,喂入角度10.728°,此時模型預測的鮮莖出麻率為5.11%,原麻含雜率為1.07%。
為了實現自動反拉式換位夾持苧麻剝麻機工作性能達到最佳,需對樣機試驗中的最優參數進行驗證。采用上述最優參數進行3 次重復試驗,取3 次結果的平均值為試驗值,考慮試驗的可行性,將剝麻滾筒轉速設置為450 r/min,反拉速度為0.32 m/s,喂入角度為11°,在此優化方案下進行試驗驗證。
通過試驗分析可知,鮮莖出麻率試驗值與優化值相對誤差為1.56%,原麻含雜率試驗值與優化值相對誤差小于6.5%,因此參數優化模型準確可靠,在此優化參數作業下,鮮莖出麻率為5.03%,原麻含雜率為1.14%。
5 結論
1)以苧麻鮮莖外形尺寸和力學性能參數為依據,設計了一種自動反拉式換位夾持苧麻剝麻機,對其剝麻裝置和夾持機構進行了結構設計和理論分析,通過單因素力學試驗,得出莖稈喂入角度與苧麻剝離力在喂入方向的分力呈極顯著線性負相關,進而表明喂入角度對剝麻質量有顯著影響。
2)構建了雙滾筒剝麻過程運動學仿真模型,以滾筒轉速、反拉速度和喂入角度為單因素,以木質部去除量和韌皮部損失量為評價指標,利用ANSYS/LS-DYNA 仿真軟件分析不同單因素取值時的剝麻效果。仿真結果表明,當滾筒轉速、反拉速度和喂入角度分別在350~650 r/min、0.2~0.4 m/s、5°~15°范圍內時,苧麻莖稈剝打效果較好。
3)以滾筒轉速、反拉速度、喂入角度為試驗因素,鮮莖出麻率和原麻含雜率作為試驗指標開展了三因素二次回歸正交組合試驗,通過優化試驗得出最優參數為:滾筒轉速451.047 r/min,反拉速度0.319 m/s,喂入角度10.728°,在該條件下的鮮莖出麻率為5.11%,原麻含雜率為1.07%。樣機試驗驗證表明,最優工作參數下的平均鮮莖出麻率和平均原麻含雜率分別為5.03%和1.14%,滿足苧麻剝麻機技術要求。
