有機硅凝膠離心脫泡工藝研究
2023-07-17 01:13:38高楊楊馬佳季俊云陳玉玲張巧壽
宇航材料工藝 2023年3期
關鍵詞:方法
高楊楊 馬佳 季俊云 陳玉玲 張巧壽
(北京強度環境研究所,北京 100076)
0 引言
隨著航天型號應用的壓力、振動等多種類型的傳感器任務量的增加,且此類型傳感器多采用灌封式的密閉結構設計,能耐受高量級的振動、沖擊等嚴酷的力學環境,并能適應霉菌、鹽霧、潮濕等惡劣自然環境的要求,同時可提高傳感器內部電子元器件的線路間絕緣,減少電子元器件及殼體內部的振動沖擊,改善傳感器防水、防潮性能。灌封技術已應用在國內外各個領域,在航天系統內也多有應用,例如:航天電纜組件的灌封、電子組裝件灌封、器件的灌封等,均取得了一定的成果,形成多個航天工藝規范標準,國外有NASA、EASA、MIL 等標準,均對灌封技術有所研究。然而目前國內的航天灌封材料較局限,工藝方法也有所不足,因此需對灌封材料及工藝方法進一步研究,以保證能夠滿足航天型號的應用需求。有機硅凝膠是電子產品內部灌封的首選材料,也是增加傳感器整體灌封技術穩定性、可靠性的首選材料[1-4]。王峻松等[9]采用有機硅凝膠對印刷電路板組件灌封;趙懷東[5]等也應用有機硅凝膠進行灌封研究,均表明有機硅凝膠的應用是可行的,可增加電子組件在惡劣環境中工作的可靠性。有機硅凝膠的特點有:(1)可在-60~20 ℃環境下保持彈性;(2)固化時狀態穩定,不受熱影響;(3)固化后不膨脹、不收縮;(4)粘接性強;(5)材料的電氣與化學性能穩定;(6)耐水、耐候[1-4]。
作者在生產中遇到使用有機硅凝膠對傳感器類產品進行內部灌封時產生氣泡的問題[7],在配比后的膠體中呈現氣泡,固化后膠體內部會形成空洞,不僅影響產品外觀,而且影響產品的電氣性、氣密性及機械性,進而導致灌封失效;同時作者發現使用傳統的真空脫泡方法,存在脫泡耗時較長,影響灌封效率,制約了傳感器的批量生產數量,為此作者采用離心脫泡工藝方法對有機硅凝膠進行脫泡方法研究及試驗,達到產品可靠性及穩定性,以滿足傳感器批量生產需求及型號產品使用要求的目的[6]。
1 氣泡產生的原因
灌封過程中和固化后的產品常會有氣泡缺陷困擾,國外對此缺陷也非常重視,NASA-STD-8739.1A標準中就規定了灌封膠內的氣泡的直徑不大于635 μm,且兩個相鄰氣泡之間不能形成導通短路。因此,產生氣泡的機理有以下幾個方面:
(1)有機硅凝膠為雙組分硅膠,配膠攪拌時,會帶入空氣,形成氣泡;
(2)固化過程中,兩組分發生反應,產生氣體分子,形成氣泡;
(3)元器件間的狹縫或死角;
(4)配方中的低分子揮發。
針對以上原因,膠液中的氣泡常來自膠液配比攪拌過程中空氣混入產生的氣泡,可以使用真空設備在膠液配比調膠后進行抽真空排泡。而在傳統的抽真空排泡過程中,膠液內部氣體在壓力作用下,逐漸膨脹上升,若持續抽真空操作,膠液內的氣體會沖破膠層溢出,為避免這種現象發生,此時需打開閥門,使壓力回升,氣泡受回升壓力的作用破裂,膠液下沉[5]。因此反復減壓、放氣,直至氣泡完全排出。膠液灌封后,重復以上過程進行再排泡,重復次數約3~5 次,耗時約2 h,不利于產品的批量生產。經過摸底試驗,離心脫泡技術對解決灌封氣泡問題效果顯著,耗時較少,且適用于產品的批量生產。
2 離心脫泡的原理及方法介紹
2.1 離心脫泡原理
離心脫泡技術是利用高速離心力,使膠液在非真空狀態下實現連續脫泡,能直接接軌生產,提高效率的同時可防止溶液揮發,減少原材料損耗。其原理是當小分子的懸浮液靜置不動時,在重力的作用使得懸浮的小分子逐漸下沉。分子越重、密度越高,下沉越快,反之密度比液體低的分子就會上浮。這就是由于離心機強大的離心力,才能使得這些分子產生沉降運動。
離心力的大小取決于離心轉頭的轉速和分子距離心軸的距離。膠液在機器里面進行高速旋轉時,受到離心力的作用,沿矢量方向產生的比重分離運動與材料自重所產生的向上推動作用,分離氣泡。最終達到膠液完全無氣泡的效果[8]。離心脫泡設備內部結構如圖1所示。
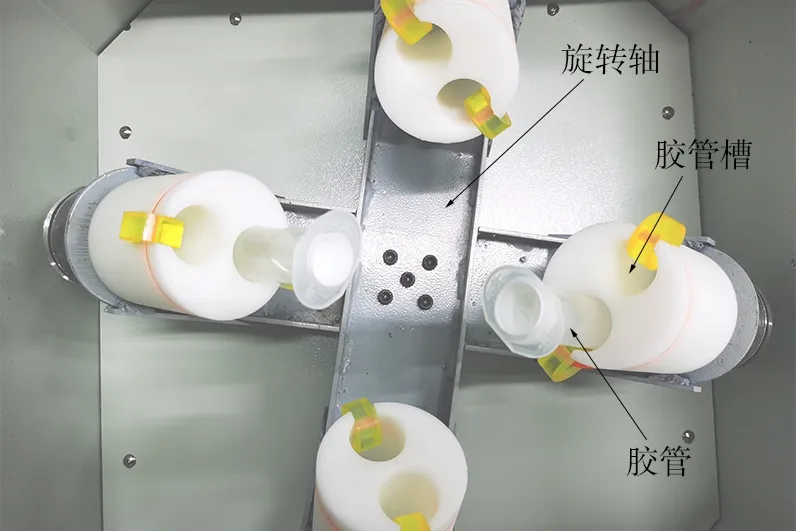
圖1 離心脫泡設備內部結構圖Fig.1 Internal structure drawing of centrifugal defoaming equipment
離心脫泡設備可根據不同膠液特性結合離心脫泡時間及轉速進行膠液脫泡。在膠液配比后將其放置在離心裝置中,為防止離心過程中膠液偏斜,在膠液放置時應對角放置保持均衡,使其重力相同。在離心設備啟動之后,產品在離心力的作用下呈水平狀態。
2.2 離心脫泡的工藝流程及方法
離心脫泡工藝流程分為膠液配比、分樣、放樣、參數設置、脫泡、取樣及灌封7 步。同時離心脫泡設備在工作前,預先設定好參數,包括離心回轉數和離心時間。將膠液放入離心裝置中,在放置時,要注意將質量差異不大的膠液放置在轉盤上的對角位置,然后用手轉動轉盤一圈,確認不會發生碰撞;將設備蓋關閉,打開電源,啟動離心設備。等待離心設備到達運行時間自動停止后,將膠管取出,完成一次離心脫泡。
2.3 離心脫泡參數
2.3.1 設備的脫泡參數及參數范圍試驗
離心回轉數和離心時間是影響離心脫泡質量的主要參數[7]。若想使脫泡效果達到理想狀態,應采取以下措施:(1)預先確定離心設備參數范圍;(2)根據脫泡效果、脫泡效率等對比結果及相關要求再進行具體參數值的優化;(3)參數確認后進行工藝試驗,灌封質量合格后方可投入生產或小批量試生產,再進行批量生產。離心設備參數:離心回轉數(RPM)0~1 250 r/min,離心時間0.3~10 min,二者均可調節且需優化。
采用雙因素優選試驗的設計方法來確定最佳離心脫泡參數范圍[7],經過初步試驗發現,離心回轉數600~800 r/min、離心時間10~16 min時,有機硅凝膠脫泡效果較好。即800 r/min、10 min為最大可選的離心回轉參數,600 r/min、16 min 為最小可選的離心回轉參數。
2.3.2 優化離心參數試驗
通過初步脫泡試驗,在800 r/min、10 min至600 r/min、16 min 內的參數進行設置并選擇。待脫泡質量和效率的最佳范圍確定后,再對參數進行進一步優化。
通過試驗驗證結果,脫泡效果顯著的6組參數為800 r/min、10 min,770 r/min、12 min,740 r/min、12 min,740 r/min、14 min,710 r/min、14 min,710 r/min、16 min,其中回轉數為800、770 r/ min 時,因轉速太快,膠液會從膠管中甩出,且膠液氣泡仍有部分殘留(≥10個),故不選擇該參數值作為優選參數。從速率考慮,740 和710 r/min 完成一次脫泡時間相差4 min,且脫泡效果無明顯差別,故經過反復試驗后,確定優選參數為740 r/ min、12 min。
2.3.3 質量檢查
(1)目視檢查:將執行上述離心參數的試件進行目視檢查,膠液內無氣泡殘留。
(2)固化后檢查:試件膠面平整,過渡自然,無膠液膨脹或高出情況,效果如圖2所示。
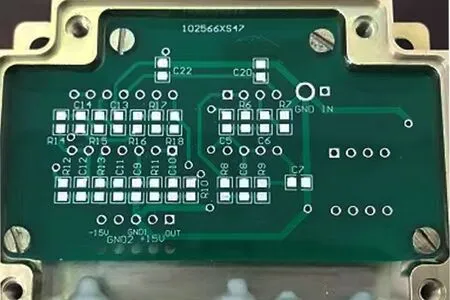
圖2 膠液固化效果圖Fig.2 Effect of gel curing
(3)顯微鏡下檢查:試件剖切后使用30~40 倍在顯微鏡下檢查灌封膠固化后的膠體質量,膠面及膠體均無肉眼可見氣泡、孔洞、凹坑及半熔融液體(圖3)。又將剖后的膠體進行切片處理,使用電子光學顯微鏡放大至150 倍后觀察(圖4),可見微小孔洞最小直徑約24 μm,最大直徑約54 μm,且無橋接情況,測其絕緣均大于200 MΩ,無導通短路情況,符合NASA 標準中規定的直徑不大于635 μm,且兩個相鄰氣泡之間不能形成導通短路的要求。
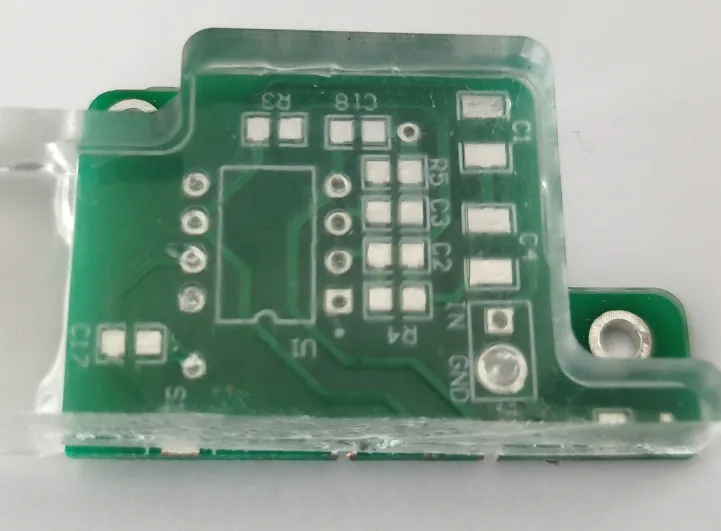
圖3 固化膠液剖切效果后圖Fig.3 Image after cutting effect of solidified glue solution
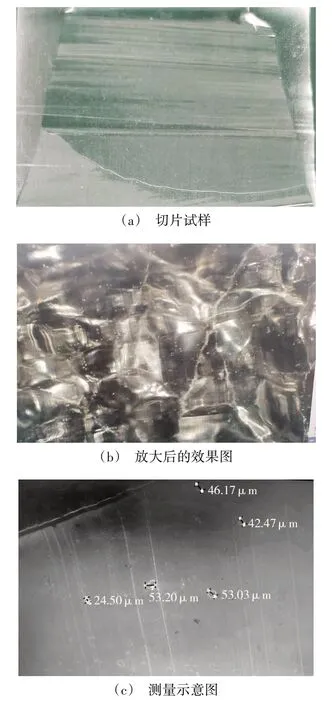
圖4 試樣切片后示意圖Fig.4 Schematic diagram after sample section
結合以上所述,最終將有機硅凝膠的離心脫泡參數確定為740 r/min、12 min,可以滿足灌封質量及技術指標要求。
3 批量驗證及試驗測試
3.1 批量驗證
共投產2 批205 只產品,采取離心脫泡的方法及上述脫泡參數進行脫泡試驗及灌封,均未出現膠液氣泡殘留、膠液溢出膠管等問題,灌封后的產品表面光潔、無膨脹、無膠液半熔融狀,質量可靠、穩定,離心脫泡驗證通過。同時每批次抽取1%,進行振動和沖擊試驗,驗證灌封可靠性。
3.2 振動試驗
為了驗證傳感器采用離心脫泡法灌封后的力學環境適應性,對傳感器進行了振動試驗。試驗前后傳感器直流輸出電壓無變化。試驗結果表明,采用離心脫泡技術灌封的傳感器,輸出性能穩定可靠,各性能指標滿足要求技術,滿足傳感器類產品使用要求。
3.3 沖擊試驗
采用加速度為30g對傳感器進行沖擊試驗,持續進行11 min。試驗結果表明,采用離心脫泡技術灌封的傳感器,輸出性能穩定可靠,各性能指標滿足要求技術,滿足傳感器類產品使用要求。
4 結論
(1)離心脫泡工藝方法通過試驗驗證,確認離心脫泡參數為740 r/min、12 min,可以滿足灌封質量及技術指標要求。
(2)通過對固化后的有機硅凝膠進行切片,使用電子光學顯微鏡放大至150 倍后進行觀察與測量,可見微小孔洞最小直徑約24 μm,最大直徑約54 μm,無橋接情況,絕緣均大于200 MΩ,無導通短路情況,符合NASA 標準中規定的直徑不大于635 μm,且兩個相鄰氣泡之間不能形成導通短路的要求。得出離心脫泡技術能夠有效地將有機硅凝膠內的氣泡的排出,提高灌封質量。
(3)通過批量驗證及振動與沖擊試驗測試,傳感器輸出性能穩定可靠,滿足灌封及技術指標要求。
(4)有機硅凝膠采用離心脫泡的工藝方法效果理想、穩定、有效可行。此工藝方法解決了真空脫泡時間長,反復性高的問題,采取此方法工序耗時短,灌封質量可靠,大大提高了工作效率和產品穩定性,易于實現批量生產,方法新穎,滿足箭上傳感器類產品的使用要求。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56