濾棒物理指標在線測量系統預警方式改進
2023-07-26 00:40:32李乾姚祚李翠蘭李云賞文凡曹正剛
品牌與標準化 2023年3期
李乾 姚祚 李翠蘭 李云 賞文凡 曹正剛
【摘要】濾棒物理指標在線測量系統有利于濾棒生產過程中質量控制,本文對濾棒物理指標在線測量系統預警方式進行了改進,通過單獨快速檢測缺陷項目,能在綜合測試臺第二次檢測結果出現前,完成第一次測量預警的驗證工作。
【關鍵詞】濾棒物理指標;在線測量;預警
【DOI編碼】10.3969/j.issn.1674-4977.2023.03.058
Improved Early Warning Mode of Online Measurement System of Filter Physical Indexes
LI Qian1,YAO Zuo2,LI Cuilan1,LI Yun1,SHANG Wenfan1,CAO Zhenggang1
(1.Huize cigarette factory of Hongyun Honghe Group,Qujing 654200,China;2.〔College of Food and Bioengineering〕Zhengzhou University of Light Industry,Zhengzhou 450066,China)
Abstract:The online measurement system for physical indicators of filter rods is beneficial to quality control during the production process. This article improves the warning method of the online measurement system for physical indicators of filter rods. By separately and quickly detecting defect items,it is possible to complete the verification work of the first measurement warning before the second comprehensive test results appear.
Key words:physical indexes of filter rod;on-line measurement;early warning
ZL29型纖維濾棒成型機組是由許昌煙機公司在德國Hauni公司AF-KDF 4濾棒成型機組技術基礎上研發的一款單通道濾棒生產設備。其額定生產速度為600 m/min,在運行穩定性、濾棒產品穩定性、自動化程度等方面具有較高的水平。為實現濾棒生產過程質量控制,工廠增加在線濾棒取樣與檢驗裝置,實現重量、圓周、圓度和吸阻等物理指標數據的采集及信息處理功能。
1現有取樣方式
1.1濾棒物理指標重要性
濾棒物理指標關系到卷制成型運行穩定性與成品卷煙吸阻、外觀缺陷指標。當圓周超過一定的偏差后,將出現卷煙機濾棒接收裝置入口堵塞、煙支漏氣、水松紙搓接不良等問題;當壓降超標后,將影響煙支感官質量,不利于卷煙產品均質化;當濾棒長度偏上限,將導致煙支煙絲端觸頭,直接影響煙支外觀質量;當濾棒重量波動較大,將影響煙支重量穩定性。
1.2現有取樣方式
會澤卷煙廠ZL29型纖維濾棒成型機組的濾棒輸出方式采用高位內角輸出,傳遞鼓輪組件將濾棒從接收鼓輪傳遞給下傳遞鼓輪,上傳遞鼓輪從下傳遞鼓輪接收濾棒后再輸送給濾棒輸出皮帶,皮帶位置高于接收鼓輪,最后經過濾棒裝盤機進入濾棒高架庫。為及時掌握濾棒成型設備生產過程中濾棒物理指標波動情況,在裝盤機與上傳遞鼓輪連接輸送皮帶中間部位上方安裝類三角形弧形板,弧形板后側安裝一個可以旋轉的煙軸向方向開口空心管,濾棒沿著類三角形弧形板上表面、旋轉空心管無開口面移動后進入裝盤機。當在線測量裝置需要取樣測量時,帶有開口的空心管旋轉一個方向,濾棒進入空心管內,空心管旋轉一定角度后,利用壓縮空氣將濾棒通過輸送彎管向綜合測量臺入口輸送。綜合測試臺入口的圓環套管上方的輸送管安裝一組對射檢測裝置,檢測到濾棒經過后,嵌套在圓環套管內的氣動組件利用壓縮空氣形成反向緩沖,濾棒從高速移動轉變為圓環套管內浮動,在壓縮空氣被關閉后,濾棒依靠自重下落到綜合測量臺測量通道內。出于降低消耗的目標,綜合測試臺設置:每12 s對輸送皮帶上的濾棒進行取樣,連續30支為一組進行物理指標(質量、長度、圓周、吸阻、圓度)統計分析計算。
1.3質量預警方式
現在KDF4成型機生產常規濾棒速度為6000支/分鐘,而每一個濾棒盒可以裝4600支濾棒(均值)。現有的濾棒盒兩端被氣缸夾持,隨著YJ37型裝盤機將一排濾棒不斷平推逐漸降低一個濾棒端面高度,最后通過氣缸兩端的磁性開關觸發濾棒盒滿的信號,進行下一輪裝盤。如果圓周、吸阻、長度指標超限,等待第二次缺陷濾棒依然存在,12 s內可能大約1200支濾棒無法進行二次驗證,需要人工抓一定數量的濾棒到綜合測試臺進行復測,等到測量結果出來,可能產生2000左右濾棒。由于對取樣時間點與濾棒盒的高度未形成關聯,只能估算從濾棒開始取樣到人工復測階段共生產多少支濾棒,進而無法判定缺陷的濾棒具體在那個濾嘴盒內,更無法進行研判缺陷濾棒在濾棒盒內的具體位置,造成質量追溯困難。因此將最近兩盒濾棒直接當成廢棄濾棒處理,造成煙用材料的浪費。由于現有綜合測試臺無報警功能,操作人員如果不一直關注測量結果,可能進入到下一組測量界面,人工不能觀察到最近物理指標波動情況,只有通過歷史測試數據進行追溯,通過取樣時間點到發現問題時間點的時間差乘以成像設備運行速度推理出該缺陷濾棒盒的大概位置。
部分卷煙企業在成型設備上方單獨安裝一塊觸摸顯示屏,便于操作人員能隨時觀看測量過程物理指標變化,該觸摸顯示屏帶報警功能,當綜合測量臺出現缺陷數據時候,報警器將報警,提示操作人員進行關注設備運行狀態,當連續兩次測量的濾棒出現相同缺陷項時,需要操作人員進行人工送檢復測,當復測依然是相同故障缺陷時候,需進行設備調整或者保養操作,工藝質量人員通過MES檢測數據統計結果,結合車間攝像視頻關注操作人員是否按照規定進行操作。這種制度能有效保證不會出現大規模物理指標缺陷的濾棒,但是需要操作人員精力高度集中,如果無法精準判定缺陷產生濾棒所在具體濾棒盒具體位置,就會造成濾棒嚴重的浪費。
2取樣方式改進設計
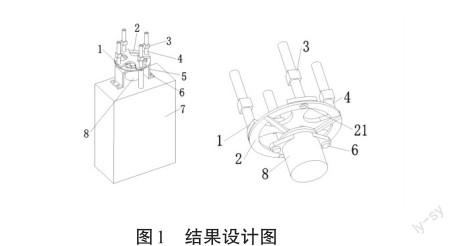
參見圖1,一種濾棒物理指標二次檢驗系統主要由轉盤1、底板2、對射開關3、空心管4、安裝板5、螺栓6、綜合測量臺7、步進電機8、控制器11、步進電機控制器12、激光傳感器9、漫反射開關10組成,對射開關安裝在濾棒采集裝置壓縮空氣減速裝置下面,空心管上面。空心管下部的外螺紋與轉盤環面的螺紋孔進行連接固定,轉盤與步進電機輸出軸利用軸肩與軸鍵配合連接,步進電機穿過安裝板中間部位,利用兩個螺栓進行固定,安裝板通過四個螺栓固定在綜合測量臺頂部。底板對稱軸心線與轉盤軸心線重合,底部通過三個均布的螺栓固定在安裝板上端面。
激光測距傳感器(左)對應著濾棒盒一側頂部,高度為H1,另一個(右)對著濾棒盒盛裝濾棒的中心部位,高度為H2,漫反射開關位于濾棒盒輸送通道一側,且在正在裝濾棒盒后面位置,計數為J,設置工作時間段,在設備工作時間階段,J從0不斷進行累加,J自帶數字顯示屏,實時顯示生產的濾棒盒數,H3為濾棒盒內濾棒即將換濾棒盒的高度。濾棒高度為:H1+濾棒盒高度(H0-H2)。4個空心管分別對應著四臺成型機各個濾棒采集通道,控制器與五臺綜合測試臺數據傳輸,其中一臺為獨立的綜合測試臺,該綜合測試臺根據其他四臺綜合測試臺的缺陷項,進行該項目的單獨測量。
當某一個成型綜合測試臺某一次濾棒取樣,測量結果顯示異常,控制器采集到該缺陷項、缺陷產生的時間、濾棒盒的高度、成型機臺號,啟動獨立綜合測試臺取樣工作,分別取2只濾棒,間隔3 s,濾棒經過發送、減速階段后,對射開關檢測到濾棒信號后,進入到空心管內,步進電機驅動旋轉盤轉動一定角度后,在獨立綜合測試臺測試入口上方停止轉動,由于底板上開設有孔洞,因此濾棒進入綜合測試臺內,而綜合測試臺根據檢測缺陷的項目與機臺信息單獨對其進行項目檢測,如兩只濾棒在正常范圍內,該輪取樣結束,如果異常,兩只濾棒分別對應著該項指標的兩個極限,即一大一小,該測量結束。如果兩只濾棒與某成型綜合測量臺缺陷項偏向一樣,該控制器調用報警器,提醒操作人員進行介入,進行設備保養或者結構參數調整,并自動定位該濾棒所在的濾棒盒以及所處的高度。
某臺綜合測試臺利用濾棒取樣裝置開始用正壓輸送濾棒時候,控制器采集正在裝濾棒的濾棒盒內濾棒高度。N為從濾棒在線取樣點到濾棒裝盤機即將推送到濾棒盒內的通道內所有濾棒數量,根據KFD4成型機到裝盤機具體數量進行設置。濾棒總數量S=(H1+H0-H2)×4600/H3+N。S>4600時,缺陷位置高度H4=[S-INT(S/4600)×4600]×H3/4600,濾棒缺陷所處于盒數:J+INT(S/4600)+1;S<4600時,缺陷位置高度H4=(S/ 4600)×H3,濾棒缺陷所處于盒數:J+1。人工在設備進行停機保養的時候,根據控制顯示的濾棒缺陷所處于盒數與J顯示數據,便能判斷濾棒盒通道哪一盤是缺陷盤。
通過單獨設置綜合測試臺,與每臺成型機綜合測試臺進行互動,快速對缺陷項進行二次驗證,減少出現濾棒缺陷項就報警的情況出現,能自動定位到取樣點缺陷濾棒所在濾棒盒位置以及在某一盒子的具體高度,方便進行質量追溯,降低濾棒被廢棄的數量。
3總結
隨著云平臺、5G+工業互聯網、大數據、自動化技術等在煙草行業的應用,濾棒物理指標在線測量系統每天將產生大約100組測量數據。我們應借用機器學習、神經網絡、深度學習等理論對濾棒生產過程中各種物理指標變化進行智能預測,減少操作人員的干預程度,尤其是濾棒吸阻標偏合格率、濾棒圓周Cpk合格率等指標。
【參考文獻】
[1]陳蕭.煙濾棒成型設備開松機構的工藝參數優化[D].南京:南京理工大學,2010.
[2]冷和.濾棒成型機送絲噴頭改進設計及性能實驗研究[D].昆明:昆明理工大學,2008.
【作者簡介】
李乾,男,1988年出生,工程師,碩士,研究方向為卷煙工藝及質量管理。
(編輯:謝飛燕)
