基于綜合評價系統的連鑄切割在線優化模型研究
2023-07-27 13:31:32崔亞
科技風 2023年21期

摘?要:連鑄全稱為“連續鑄鋼”,是指鋼水經過連續的澆鑄最終凝固,從而成為固態鑄坯的一種工藝流程。本文針對澆鑄開始、切割尾坯、發生異常等情況,在滿足基本要求和正常要求的條件下,通過建立優化模型將不能達到定尺標準的剩余鑄坯長度縮到最小,切割出盡量多的合格坯。本文基于綜合評價系統,建立尾坯切割綜合評價模型以及在線切割多目標優化模型,利用MATLAB軟件求解以上模型,給出最優的切割方案。
關鍵詞:綜合評價系統;尾坯切割綜合評價模型;在線切割多目標優化模型
1?概述
連鑄全稱為“連續鑄鋼”,是指鋼水經過連續的澆鑄最終凝固,從而成為固態鑄坯的一種工藝流程[1]。在我國,通過鋼鐵冶金工作者的不懈努力,鋼鐵工業相繼掌握了很多項本來由國外壟斷了的核心技術。因為鋼廠技術的發展和變革,我國鋼鐵工業得到了迅猛的發展,作為現代鋼鐵生產流程的核心環節,連鑄起到了十分重要的作用。它的優勢在于很大程度上縮短了生產的工序,經過連鑄生產出的鋼坯質量更好。除此之外,連鑄還增大了鋼水的利用率,降低了消耗。同時,連鑄技術比傳統的人工鑄造技術更利于流水線生產,從而提高生產效率,改善工作人員的操作環境。
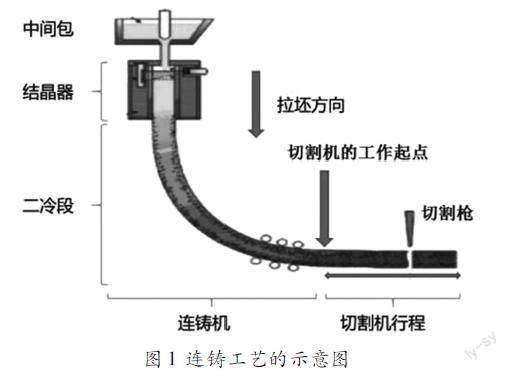
連鑄是將鋼水變成鋼坯的生產過程,具體流程如下(圖1):鋼水連續地從中間包澆入結晶器,并按一定的速度從結晶器向下拉出,進入二冷段;鋼水經過結晶器時,與結晶器表面接觸的地方形成固態的坯殼;在二冷段,坯殼逐漸增厚并最終凝固形成鋼坯;然后,利用切割系統按照一定的尺寸要求對鋼坯進行切割。
在鋼坯連鑄切割系統中切割長度優化系統具有相當重要的地位,已經具有不可替代性,成為連鑄切割系統中不可或缺的一部分。切割長度優化系統會根據澆鑄長度和切割計劃中的鑄坯長度計算出可以生產出多少塊合格鑄坯,以及減少正常按計劃切割后產生的不能達到定尺標準的剩余鑄坯長度。因此,切割長度優化系統的核心就是利用優化算法將不能達到定尺標準的剩余鑄坯長度縮到最小,切割出盡量多的合格坯。
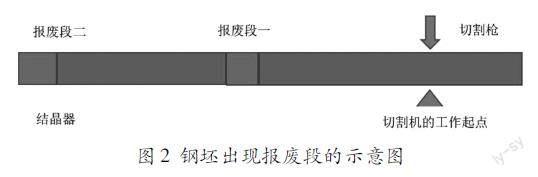
鋼坯連鑄在線切割時,往往會出現多種能夠引發廢坯的待優化事件。例如澆鑄開始的時候,會接收到切頭(即切除鑄坯的頭部)的事件,需制訂出正常的切割計劃前加上切頭長度,生成出新的計劃;當開始切割尾坯時,需根據尾坯的位置和優化事件表中定義的尾坯所產生的廢坯長度,對拉尾坯前的坯子通過最優長度組合進行優化;當發生異常時,需進行切割長度優化,確定優化事件的位置,進而根據優化事件表定義的該事件的向上和向下報廢長度確定因事件發生所產生的廢坯區域,如圖2所示。
傳統鋼坯連鑄在線切割方法依賴于人工經驗或簡單的啟發式算法,缺乏智能的、有理論保證的數學方法。因此,本項目將針對鋼坯連鑄機的連鑄長度切割問題,基于綜合評價系統,建立最優切割數學模型,設計在線優化方案,計算最優切割策略。
2?模型假設
(1)假設給定的尾坯中沒有由于結晶器異常產生的報廢段;
(2)假設連鑄拉坯的速度不受到其他外界因素干擾,始終保持1m/min;
(3)中間包內鋼水中所含雜質不會引起結晶器異常。
3?尾坯切割綜合評價模型
針對不同的尾坯長度,在切割損失盡量小、盡量滿足用戶目標值的前提下,本文建立了尾坯切割綜合評價模型。通過MATLAB編程[2],在運行中調整不同的懲罰參數值,并且對運行結果進行手工二次優化[3],得出不同尾坯最終的最優切割方案以及切割損失。
3.1?模型建立
設尾坯長度為L,切割段數為N,最大切割斷數N1=L4.8,最小切割段數N2=L12.6,且N2SymbolcB@
NSymbolcB@
N1。
在滿足基本要求和正常要求的情況下,建立如下的綜合評價優化模型[7]:
決策變量:切割段的長度為xi(i=1,2…N),其中規定xN為報廢段。
目標函數:
目標1:xi盡可能接近目標值9.5m,即:
min∑N-1i=1xi-9.5(1)
目標2:針對基本要求,鋼坯長度超過11.6m,則切下來的部分進行報廢,故要求產生的切割損失盡可能少。即:
min∑Ni=1max(xi-11.6,0)(2)
目標3:根據用戶的正常要求,鋼坯長度的目標范圍是9.0~10.0m,當不在該目標范圍內也會產生損失,故要求產生的損失盡可能最小,即:
min∑N-1i=1max(xi-10.0,0)-min(xi-9.0,0)(3)
目標4:要求報廢段的長度在滿足要求的情況下盡可能少,即:
min(xN)2(4)
綜上,得出最終的目標函數如下:
minα∑N-1i=1xi-9.5+β∑Ni=1maxxi-11.6,0
+λ∑N-1i=1max(xi-10.0,0)-min(xi-9.0,0)+θ(xN)2(5)
其中α,β,λ,θ為懲罰參數。
約束條件:
約束1:根據基本要求,切割后鋼坯長度必須在4.8~12.6m之間才能運走,進入下道工序的鋼坯長度為8.0~11.6m之間,即:
8SymbolcB@
xiSymbolcB@
12.6(i=1,…N-1)
其中報廢段xN不做要求。
約束2:報廢段xN要不小于4.8m,即:
xN4.8
約束3:切割段長度xi之和為尾坯長度,即:
∑Ni=1xi=L
綜上,約束條件如下:
8SymbolcB@
xiSymbolcB@
12.6(i=1,…N-1)
xN4.8
∑Ni=1xi=L
3.2?模型求解
以尾坯長度為52.5m為例:懲罰參數取值如下:
α=1、β=1、λ=300000、θ=1000
通過MATLAB進行運算得出最優切割方案為:10m、10m、10m、10m、10m、2.5m。
針對不同的尾坯長度,利用上述模型,通過MATLAB編程進行最優化切割計算,通過調整懲罰參數值,都可以得出最優的切割方案[4]。
下面給出尾坯長度為62.7m、52.5m以及31.6m的懲罰參數設定,詳見表1:
通過對結果進行匯總,得出了以上三種尾坯長度的最優化切割方案,切割長度取小數點后一位,如表2所示:
通過分析發現:(1)當尾坯長度為62.7m時,可以將其切割為9.5、9.5、9.5、10.0、12.1、12.1(不分先后順序,單位為m),對兩段12.1m進行二次離線切割,得到9.5、95、95、10.0、10.0、10.0(單位為m),損失降低到4.2m,達到切割損失最小,且滿足用戶要求;(2)尾坯長度為525m時,可以將其切割為10.0、10.0、10.0、10.0、12.5(單位為m),最終得到10.0、10.0、10.0、10.0、10.0(單位為m)的鋼坯段,損失降低到2.5m;(3)尾坯長度為31.6m時,可以將其切割為9.5、9.5、12.6(單位為m),最終得到9.5、9.5、10.0(單位為m)的鋼坯段,損失降低到2.6m。最終優化方案如表3所示:
4?在線切割多目標優化模型
結晶器出現異常時,在滿足用戶目標值、使切割損失盡量小的前提下,本文建立了基于綜合評價的基于綜合評價系統的在線切割多目標優化模型,最后通過MATLAB編程,給出調整后的實時的最優切割方案。
4.1?模型建立
設K為報廢段所在的切割段數,N為切割的總段數,b為發現結晶器異常時,切割機上一次切割的位置;d=0.8m為結晶器出現異常時報廢段的長度;L1為當前結晶器出現異常時的長度;L2為上一次結晶器出現異常時的長度(如圖3)。
決策變量:切割段的長度為xii=1,2…N
目標函數:
min∑i≠N,Kαixi-9.5+β∑Ni=1max(xi-11.6,0)
+λ∑i≠N,Kmax(xi-10.0,0)-min(xi-9.0,0)+θ(xN2+xK2)(6)
約束條件:
∑N-1i=1xi+bL1
L1+d∑Ni=1xi+b
b+∑K-1i=1xiL2
L2+d∑Ki=1xi+b
xi8,i≠N,K
4.8xi12.6,i=1,…N
其中αi,β,λ,θ為懲罰參數。
4.2?模型求解
下面給出異常時刻為98.6分鐘,初始切割方案和調整后的實時的切割方案。
當異常時刻98.6分鐘出現時,通過MATLAB程序運行得出初始切割方案和調整后的切割方案,如圖4。
圖4
初始切割方案:共切割了7次,切割的長度分別為:9m—4.8m—9.5m—9.5m—9.5m—9.5m—9.5m。
切割時刻分別為:41.6分鐘、46.4分鐘、55.9分鐘、65.4分鐘、74.9分鐘、84.4分鐘、93.9分鐘。
調整后的切割方案:共切割了8次,切割長度分別為:9.7m—4.8m—9.5m—9.5m—9.5m—9.5m—9.5m—4.8m。
切割時刻分別為:42.3分鐘、47.1分鐘、56.6分鐘、66.1分鐘、75.6分鐘、85.1分鐘、94.6分鐘、99.4分鐘。
不難發現,調整后的切割損失為4.8+4.8=9.6m,初始切割的切割損失為4.8+5.5=10.3m,調整后切割損失減少。
5?結論
綜合評價優化模型,得到的結果是相對合理的,可以運用到商業銀行個人信貸決策、ETC系統市場等。
參考文獻:
[1]鄭沛然.連續鑄鋼工藝及設備[M].北京:冶金工業出版社,1991.
[2]龔純,王正林,編.精通MATLAB最優化計算[M].北京:電子工業出版社,2009.
[3]楊江.過程計算機網絡系統在二次精煉和連鑄中的應用[J].冶金自動化,1995(4).
[4]柴天佑,丁進良,王宏,等.復雜工業過程運行的混合智能優化控制方法[J].自動化學報,2008(05):505515.
[5]姜啟源,謝金星.實用數學建模[M].高等教育出版社,2014.
[6]張可村.工程優化的算法與分析[M].西安交通大學出版社,1988.
基金項目:本文系2021年西安職業技術學院教學改革研究項目“與專業需求有效對接的高職數學教學實踐研究——以“建筑工程技術專業”數學教學為例”(編號:2021JY13)的研究成果;本文系陜西省教育廳2022年度一般專項科研計劃項目“基于綜合評價模型的連鑄切割在線優化方案研究”(編號:22JK0572)的研究成果
作者簡介:崔亞(1987—?),女,漢族,河北辛集人,碩士研究生,講師,研究方向:數學教育與數學建模。