從銅陽極泥浮選尾礦中高效浸出金、銀試驗研究
2023-08-05 05:25:48和曉才施輝獻徐慶鑫
濕法冶金 2023年4期
關鍵詞:質量
高 宇,和曉才,韓 慶,施輝獻,徐慶鑫
(1.東北大學 冶金學院,遼寧 沈陽 110819;2.東北大學 有色金屬資源循環利用沈陽市重點實驗室,遼寧 沈陽 110819;3.昆明冶金研究院有限公司,云南 昆明 650503)
銅陽極泥是銅電解精煉過程中產生的冶煉副產物[1],主要含有Au、Ag、Se、Te、Pt、Pd、Cu、Pb、Ni、Sb、Sn、Bi等附加值極高的有價元素[2],是銅冶煉企業綜合回收的重要原料[3-6]。在傳統火法、濕法、半濕法、選冶聯合、卡爾多爐等[7]眾多銅陽極泥處理工藝中,選冶聯合工藝因具有原料適應性好、操作簡單、設備要求低、前期投資較低、回收效果好等優點,得到了較為廣泛的應用[8-9]。該工藝流程主要包括:酸性溶液脫銅、氯化脫硒、浮選金銀精礦、金銀精礦分銀爐冶煉、澆筑金銀陽極板進行銀電解精煉、銀陽極泥再進行貴金屬回收等[10-11]。
銅陽極泥浮選尾礦是銅陽極泥經過脫銅、脫硒、浮選貴金屬后的產物[12],其中仍含多種有價金屬,尤其Au、Ag等貴金屬含量遠高于常規開采的礦石[13],具有較高回收價值。目前從浮選尾礦中回收Au、Ag主要采用浮選法和溶劑浸出法。浮選法主要有生物浮選法、泡沫浮選法、萃取浮選法,存在生產成本高、工藝不穩定、浸出率低等缺點。溶劑浸出法主要包括硫脲浸出法、氰化浸出法和氯化浸出法[14-15]。其中,氯化浸出法存在Au、Ag浸出率較低、流程較長[16]、氰化法污染嚴重、毒性較大的問題,未得到大規模應用;相較而言,硫脲浸出法則具有環保、浸出率高、成本低、選擇性較好等優點。
硫脲在堿性條件下較酸性體系穩定,有利于Au、Ag浸出。試驗研究了采用新型綠色高效堿性浸出劑LY-1浸出某銅陽極泥浮選尾礦中的Au、Ag,考察了浸出劑用量、浸出時間、浸出溫度、pH和液固體積質量比對Au、Ag浸出率的影響,并探討了浸出過程動力學。
1 試驗部分
1.1 試驗原料及試劑
銅陽極泥浮選尾礦:取自西南某銅業公司銅陽極泥經脫銅、脫硒、浮選后的浮選尾礦,粒度150目,主要成分見表1。

表1 銅陽極泥浮選尾礦的主要成分 %
新型綠色高效堿性浸出劑LY-1:硫脲、氧化劑、亞硫酸鈉按照一定配比混合,河南某廠生產。
氫氧化鈉(工業級99%,新疆中泰集團有限公司),水為去離子水。
1.2 試驗儀器及設備
XRF-1800型X-射線熒光光譜儀,武漢泰格爾科技發展有限公司,分析物料含量用;500 ICP-OES型ICP分析儀,Perkin Elmer,定量定性分析金銀用;XMTD-4000型電子恒溫水浴鍋,上海予英儀器有限公司;101A-2B型干燥箱,青島精誠儀器儀表有限公司;PHS-25型電位-pH計,上海儀電科學儀器股份有限公司;AL104型電子分析天平,武漢賽恩斯儀器有限公司;燒杯。
1.3 試驗原理及方法

(1)
(2)
稱取200 g銅陽極泥浮選尾礦置于燒杯中;按一定液固體積質量比加入去離子水,再加入一定量浸出劑LY-1及一定量氫氧化鈉以提供堿性環境;將燒杯置于恒溫水浴鍋中浸出Au和Ag;反應結束后過濾,濾渣用500 mL水淋洗2次,之后置于干燥箱中,于150 ℃下烘干,直至不再失重;稱濾渣質量,之后送分析,測定其中Au、Ag質量分數,按式(3)計算Au、Ag浸出率。
(3)
式中:x—金屬(Au、Ag)浸出率,%;m0—銅陽極泥浮選尾礦質量,g;w0—浮選尾礦中金屬(Au、Ag)質量分數,%;m1—浸出渣質量,g;w1—浸出渣中金屬(Au、Ag)質量分數,%。
2 試驗結果與討論
2.1 各因素對Au、Ag浸出率的影響
2.1.1 LY-1質量濃度的影響
在浸出時間3 h、浸出溫度60 ℃、液固體積質量比4/1、溶液pH=10條件下,考察LY-1質量濃度對Au、Ag浸出率的影響,試驗結果如圖1所示。
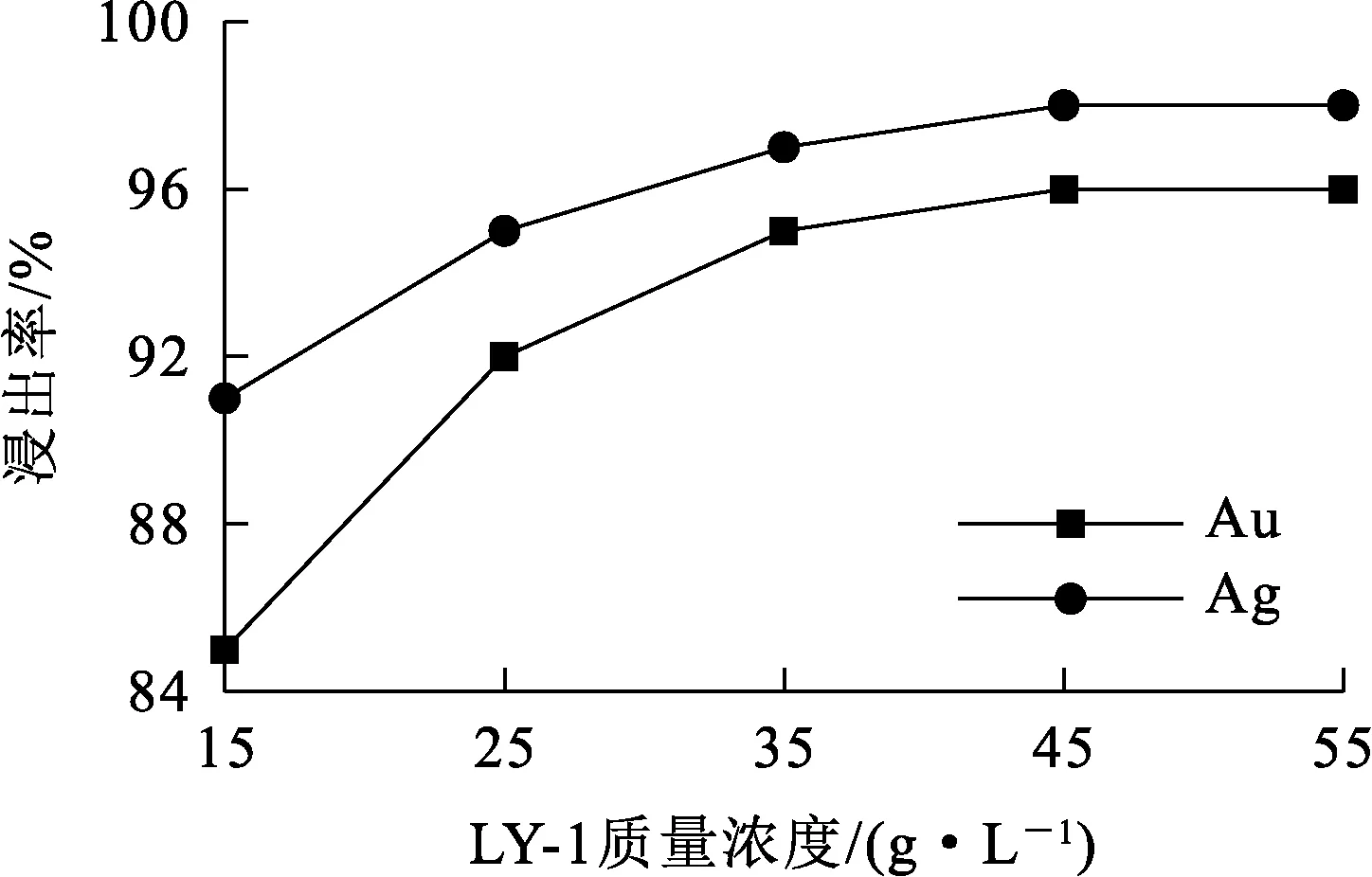
圖1 LY-1質量濃度對Au、Ag浸出率的影響
由圖1看出:隨LY-1質量濃度增大,Au、Ag浸出率不斷升高;LY-1質量濃度增至45 g/L時,Au、Ag浸出率可達96.71%和98.76%;進一步增大LY-1質量濃度,二者浸出率趨于平緩。綜合考慮,確定適宜的LY-1質量濃度為45 g/L。
2.1.2 浸出溫度的影響
LY-1質量濃度45 g/L、浸出時間3 h、液固體積質量比4/1、溶液pH=10條件下,考察浸出溫度對Au、Ag浸出率的影響,試驗結果如圖2所示。

圖2 浸出溫度對Au、Ag浸出率的影響
由圖2看出:浸出溫度由40 ℃升至60 ℃,Au、Ag浸出率快速升高;浸出溫度高于60 ℃后,Au、Ag浸出率趨于平緩。綜合考慮,確定適宜的浸出溫度為60 ℃。
2.1.3 溶液pH的影響
在LY-1質量濃度45 g/L、浸出時間3 h、浸出溫度60 ℃、液固體積質量比4/1條件下,考察溶液pH對Au、Ag浸出率的影響,試驗結果如圖3所示。
由圖3看出:pH=7時,Au、Ag浸出率分別為70.77%和85.99%;pH升高至10時,Au、Ag浸出率分別達94.71%和98.76%。之后隨pH繼續升高,Au、Ag浸出率無明顯變化;pH高于11后,Au、Ag浸出率反而有所下降,原因是pH不斷升高導致溶液變黏稠,阻礙反應進行。綜合考慮,確定適宜的溶液pH為10。
2.1.4 浸出時間的影響
LY-1質量濃度45 g/L、浸出溫度60 ℃、液固體積質量比4/1、pH=10條件下,考察浸出時間對Au、Ag浸出率的影響,試驗結果如圖4所示。

圖4 浸出時間對Au、Ag浸出率的影響
由圖4看出,Au、Ag浸出率隨反應進行先快速升高后趨于穩定:浸出180 min時,Au浸出率可達96%,Ag浸出率可達99%;繼續延長浸出時間,Au、Ag浸出率保持穩定,變化較小。綜合考慮,確定適宜的浸出時間為180 min。
2.1.5 液固體積質量比的影響
LY-1質量濃度45 g/L、浸出時間3 h、浸出溫度60 ℃、溶液pH=10條件下,考察液固體積質量比對Au、Ag浸出率的影響,試驗結果如圖5所示。

圖5 液固體積質量比對Au、Ag浸出率的影響
由圖5看出:液固體積質量比由2/1增大至4/1時,Au、Ag浸出率增升高趨勢明顯;但液固體積質量比超過4/1后,Au、Ag浸出率升幅較小,趨于平穩。這是因為液固體積質量比較低時,礦漿中固體含量高,液固接觸較小,反應不充分,導致浸出率較低。綜合考慮,確定適宜的液固體積質量比為4/1。
2.1.6 驗證試驗
根據單因素試驗確定最佳浸出工藝條件為:浸出時間3 h,浸出溫度60 ℃,液固體積質量比4/1,溶液pH=10,LY-1質量濃度45 g/L。在該條件下,進行11組綜合試驗,驗證Au、Ag浸出擴大試驗效果,試驗結果如圖6所示。

圖6 驗證試驗結果
由圖6看出:11組平行試驗Au、Ag浸出率波動均較小,始終維持在96%和99%左右,說明浸出效果穩定,可以滿足工藝要求。
2.2 浸出動力學分析
Au、Ag的浸出反應屬于液-固反應,隨著浸出反應進行,反應界面不斷向核心收縮,殘留物留有固體顆粒,因此,試驗選用“未反應收縮核模型”分析Au、Ag浸出動力學[17-19]。反應過程的控制步驟主要包括內外擴散控制、界面化學反應控制及擴散與界面化學反應混合控制。式(4)~(7)分別描述了反應速率受液相外擴散控制、固相內擴散控制、界面化學反應控制、混合控制的浸出動力學規律。根據Arrhenius方程(式(8))對不同溫度下速率常數k進行擬合,計算可得浸出反應的表觀活化能。
x=kt;
(4)
(5)
(6)
(7)
(8)
式中:x—金屬(Au、Ag)浸出率,%;k—反應速率常數,min-1;A—頻率因子,min-1;R—理想氣體常數,8.314 J/(mol·K);Ea—表觀活化能,kJ/mol;t—反應時間,min;T—熱力學溫度,K。
2.2.1 Au浸出動力學分析
在液固體積質量比4/1、溶液pH=10、LY-1質量濃度45 g/L條件下,考察溫度對金浸出過程動力學的影響,試驗結果如圖7所示。

圖7 溫度對Au浸出過程動力學的影響
由圖7看出:試驗數據不符合線性關系,因此,排除液相邊界層外擴散控制(式(4))。根據式(5)~(7)對圖7中試驗數據進行擬合,結果分別如圖8~10所示。

圖8 不同溫度下1-(1-x)1/3對t的擬合曲線
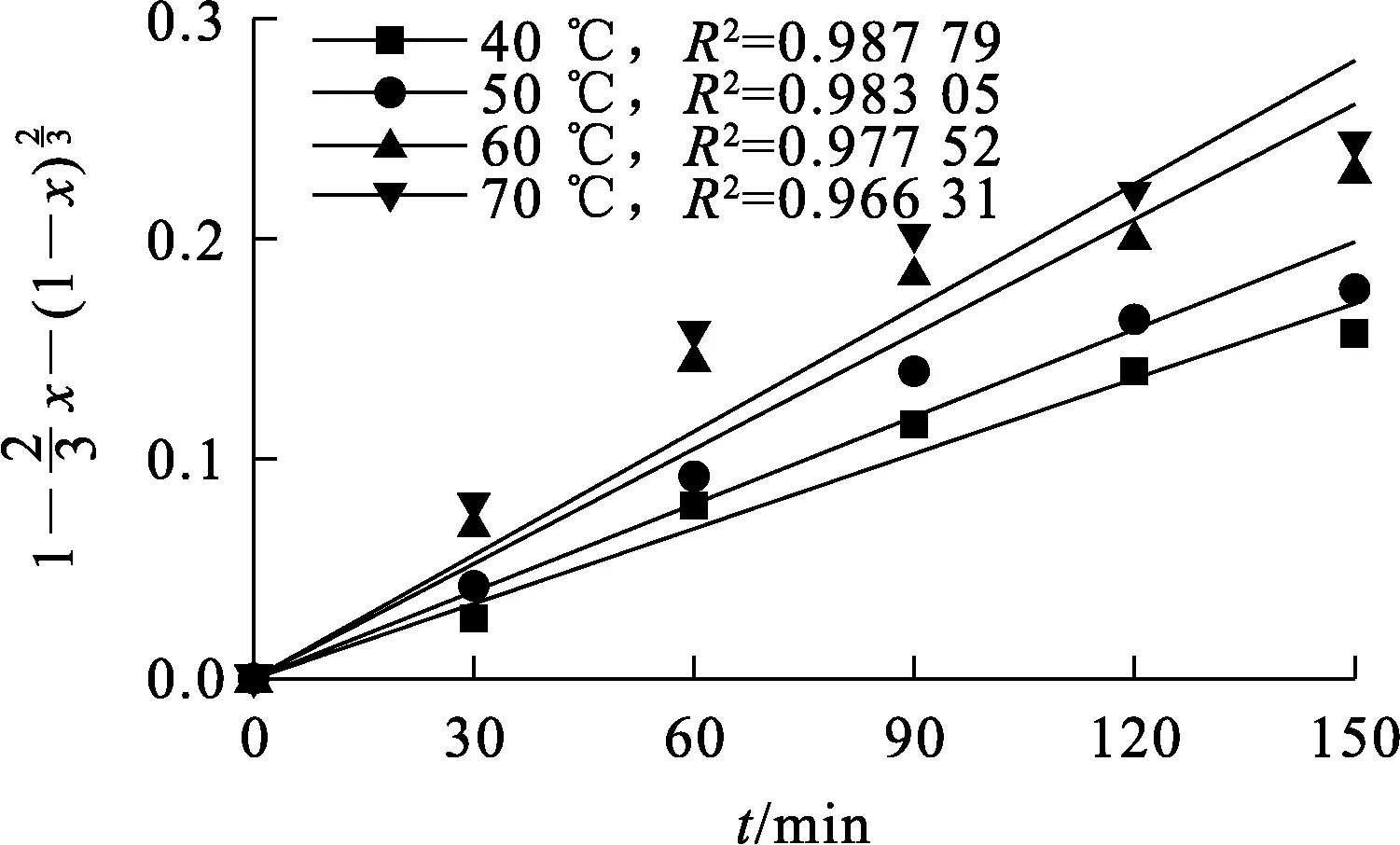
圖9 不同溫度下1-2x/3-(1-x)2/3對t的擬合曲線
對比圖8~10看出:試驗數據經動力學擬合和擴散與化學反應混合控制模型(圖10)符合程度最高,且不同溫度下相關系數均大于0.98,表明金浸出過程受擴散與化學反應混合控制。將圖10數據按照式(8)進行擬合,結果如圖11所示。經計算得,Au浸出反應表觀活化能為4.056 kJ/mol。

圖10 不同溫度下1-(1-x)1/3-1/3 ln(1-x)對t的擬合曲線

圖11 -ln k與T-1的關系曲線
2.2.2 Ag浸出動力學分析
在液固體積質量比4/1、溶液pH=10、LY-1質量濃度45 g/L條件下,考察溫度對銀浸出過程動力學的影響,試驗結果如圖12所示。
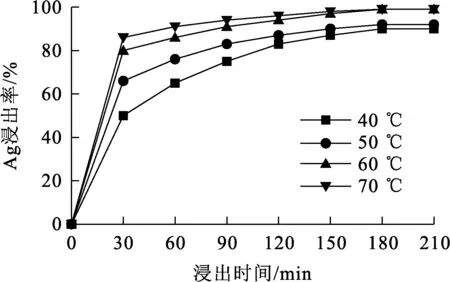
圖12 溫度對Ag浸出過程動力學的影響
由圖12看出:試驗數據不符合線性關系,因此排除液相邊界層外擴散控制(式(4))。根據式(5)~(7)對圖12中試驗數據進行擬合,結果分別如圖13~16所示。

圖13 不同溫度下1-(1-x)1/3對t的擬合曲線

圖14 不同溫度下1-2x/3-(1-x)2/3對t的擬合曲線
對比圖13~15看出:試驗數據經動力學擬合和擴散與化學反應混合控制模型(圖15)符合程度最高,相關系數均大于0.98,說明Ag浸出過程受擴散與化學反應混合控制。將圖15數據用式(8)進行擬合,結果如圖16所示,經計算得,Ag浸出反應的表觀活化能為4.721 kJ/mol。

圖15 不同溫度下1-(1-x)1/3-1/3ln(1-x)對t的擬合曲線

圖16 -ln k與T-1的關系曲線
3 結論
用新型綠色高效堿性浸出劑LY-1從銅陽極泥浮選尾礦中浸出Au、Ag是可行的。在浸出時間3 h、浸出溫度60 ℃、液固體積質量比4/1、溶液pH=10、浸出劑LY-1質量濃度45 g/L最佳浸出條件下,Au、Ag浸出率分別可達96%、99%以上。Au、Ag浸出過程符合未反應核收縮模型,受擴散與化學反應混合控制,Au、Ag浸出反應表觀活化能分別為4.056、4.721 kJ/mol。該法選擇性較強,Au、Ag浸出率高,其他貴金屬基本不損失,環境友好,可為浸出銅陽極泥浮選尾礦中的Au、Ag提供了一種新思路。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
