BGL氣化爐連接短節排液調節閥內件損傷原因分析及改造
2023-08-06 20:27:10田志偉
化工自動化及儀表 2023年4期
關鍵詞:改造
田志偉

摘 要 針對BGL氣化爐連接短節排液調節閥LV3100-01在實際運行中遇到的問題,分析閥內件的損傷原因并提出維修方案,解決了閥門在阻塞流工況下的閃蒸和氣蝕問題,延長了閥門使用壽命。
關鍵詞 閥內件 阻塞流 閃蒸 氣蝕 改造
中圖分類號 TP214? ?文獻標識碼 B? ?文章編號 1000-3932(2023)04-0587-05
BGL氣化爐采用英國ADVANTICA碎煤加壓熔渣氣化技術,為年產50萬噸合成氨裝置提供合成氣。在BGL碎煤加壓熔渣氣化技術工藝流程中,氣化爐短節液位控制尤為重要,如果液位控制不當,會導致使連接短節液位升高后激冷水通過排渣口進入氣化爐,進而觸發氣化聯鎖停車。調節閥LV3100-01的作用是調節短節液位,但是在實際使用過程中,該閥門頻繁出現無法調節、內漏等現象。為此,筆者針對短節液位調節閥存在的問題,分析其損壞原因并提出解決措施,以保障BGL氣化爐的長周期穩定運行。
1 工藝流程
制氣裝置以塊煤為原料,采用3臺(二開一備)直徑3.6 m的BGL氣化爐,在4.0 MPa壓力下實現氣化。從輸煤皮帶來的塊煤經過煤倉存儲,通過流煤槽到煤鎖中,在煤鎖中進行加壓到與氣化爐壓力相等,然后輸送到氣化爐中,通過干燥層、干餾層、氣化層、燃燒層與氣化爐下部噴入的氣化劑(中壓過熱蒸汽+氧氣)進行復雜的化學反應從而產出粗煤氣。氣化爐出來的粗煤氣依次經過洗滌冷卻器B1206、廢熱鍋爐W1201兩級除塵后,經粗煤氣氣液分離器F1207送往變換裝置;廢熱鍋爐W1201底部集液槽內的煤氣水送往煤氣水分離裝置;經過煤氣水分離裝置處理后的煤氣水回到洗滌冷卻器B1206循環利用。制氣裝置單臺爐工藝流程簡圖如圖1所示。
2 存在的問題
自裝置投運以來,短節液位調節閥多次出現無法調節、內漏等現象,經儀表人員多次解體檢查,發現閥芯與閥座被閃蒸、氣蝕(圖2),閥門失去調節作用。每次檢修都必須更換新的閥內件,一套內件使用周期大約3~4個月,由于該閥門每次故障時閥門前后的截止閥不一定能將調節閥隔離,導致檢修被動,不能隔離時只能暫時調節閥芯方向或采用手動閥控制,嚴重時只能被迫停爐檢修,對工藝生產影響巨大。
3 損傷原因分析
從調節閥LV3100-01的工藝參數(表1)可以看出,該閥門在高壓差、高流速工況下,流體在流出縮流區域后,流體壓力仍然低于流體溫度對應下的飽和蒸汽壓力,故汽化現象依然存在,流體形成氣液兩相流,該過程稱為閃蒸。閃蒸的發生會形成兩相流,使得液體流量不再隨閥前后壓差的增加而增加,出現阻塞流,且由于介質中含有固體顆粒,導致閥內件被沖刷,且縮流區域流速最大處沖刷最為嚴重。
該閥門為單座調節閥角閥,介質側進底出,閥體采用流線型等通流道設計,閥體內沒有任何死區,保證了固體顆粒不會在閥體內沉積。閥芯與閥桿采用一體化設計,粗壯的閥桿具有較高的剛度,可防止閥桿變形彎曲。閥芯、閥座采用316SS與碳化鎢燒結設計,碳化鎢包裹閥芯、閥座的設計對介質的沖刷氣蝕起到了很好的保護作用。閥座出口流道采用文丘里設計,有利于介質的流通,減少對閥門的沖擊。從閥門的設計來看
閥門沒有降壓功能,其結構如圖3所示。從圖2來看,閥芯的末端出現了嚴重的碳化鎢沖蝕,可見閥門在小開度下時對閥內件沖刷較嚴重,閥門前后壓差較高,流速快,夾雜著顆粒物對碳化鎢產生沖刷較強。同時也可以看出,閥門在小開度下阻塞流會引起閃蒸和氣蝕,兩種作用的情況下使閥內件短時間內損壞。閥內件材質已經采用碳化鎢,其硬度(HRC60)與抗沖刷能力已經足夠高,所以需要通過降低閥門兩端的壓差來延長閥門使用壽命。
4 解決措施
4.1 控制壓力降
由上述分析可知,降低壓差,減小流速,消除阻塞流是解決閥內件故障的關鍵所在。經研究,降低壓差、減小流速的最佳方案是增加閥門的降壓等級。由于在閥體內增加閥籠的方法在角閥閥體上難以實現,所以考慮在閥門前后增加限流孔板的方式。在閥前增加孔板,能夠有效降低進入閥體的流速,閥后增加孔板可有效降低閥芯與閥座的壓差,同時在相同負荷下可有效提高閥門開度,減小閥芯與閥座之間的流速。經過計算與試驗,具體解決方案為:在閥門入口處增加兩塊14 mm的限流孔板,在閥門出口處增加一塊17 mm的限流孔板(圖4),從而減小壓差,降低流速,防止阻塞流的產生,達到減小沖刷、氣蝕,減少閥門故障率,延長使用壽命的目的。
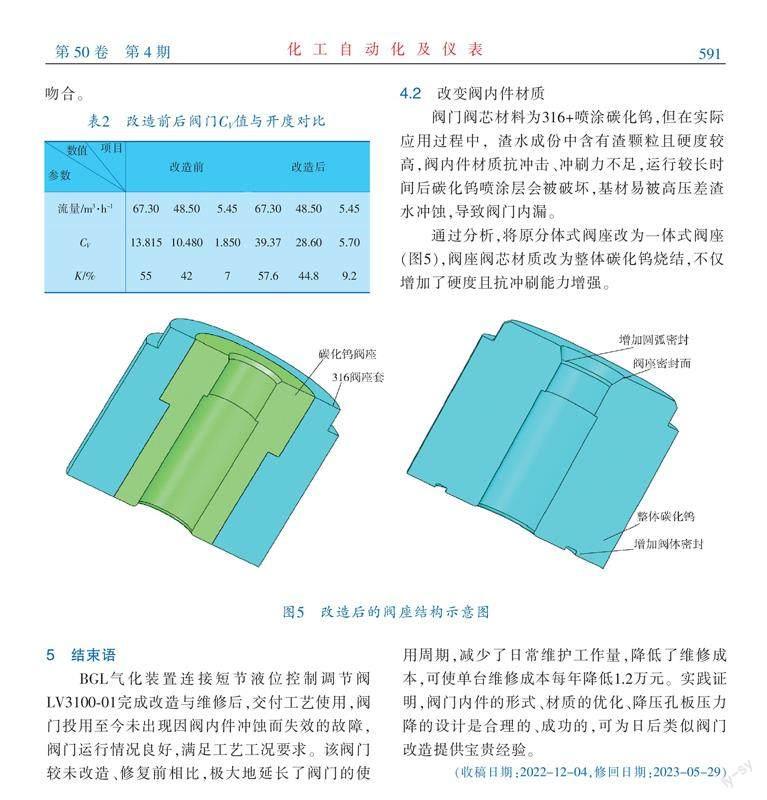
4.2 改變閥內件材質
閥門閥芯材料為316+噴涂碳化鎢,但在實際應用過程中,渣水成份中含有渣顆粒且硬度較高,閥內件材質抗沖擊、沖刷力不足,運行較長時間后碳化鎢噴涂層會被破壞,基材易被高壓差渣水沖蝕,導致閥門內漏。
通過分析,將原分體式閥座改為一體式閥座(圖5),閥座閥芯材質改為整體碳化鎢燒結,不僅增加了硬度且抗沖刷能力增強。
5 結束語
BGL氣化裝置連接短節液位控制調節閥LV3100-01完成改造與維修后,交付工藝使用,閥門投用至今未出現因閥內件沖蝕而失效的故障,閥門運行情況良好,滿足工藝工況要求。該閥門較未改造、修復前相比,極大地延長了閥門的使用周期,減少了日常維護工作量,降低了維修成本,可使單臺維修成本每年降低1.2萬元。實踐證明,閥門內件的形式、材質的優化、降壓孔板壓力降的設計是合理的、成功的,可為日后類似閥門改造提供寶貴經驗。
(收稿日期:2022-12-04,修回日期:2023-05-29)
猜你喜歡
中小企業管理與科技·上旬刊(2016年11期)2016-11-28 21:12:33
科學與財富(2016年15期)2016-11-24 14:07:33
中小企業管理與科技·下旬刊(2016年10期)2016-11-18 21:32:25
科技資訊(2016年19期)2016-11-15 08:34:13
科技資訊(2016年19期)2016-11-15 08:18:29
企業技術開發·中旬刊(2016年10期)2016-11-12 15:01:13
知音勵志·社科版(2016年9期)2016-11-09 08:05:00
中國科技博覽(2016年22期)2016-11-01 17:21:45
中國科技博覽(2016年18期)2016-10-19 08:49:55
科學與財富(2016年28期)2016-10-14 04:57:41
