基于視覺檢測的隨行夾具識別系統應用
2023-08-07 21:57:26魏斌陸遠琪彭偉文
時代汽車 2023年15期
魏斌 陸遠琪 彭偉文
摘 要:車身車間高柔性主焊線導入車型多,下車體總成零件使用隨行夾具進行車體輸送,而隨行夾具需要頻繁切換,各個車型夾具需要識別并做程序防錯。其主要采用線旁固定安裝的激光測距開關做識別防錯,該種檢測方式存在成本高、調試難、柔性差,且影響白車身裝配質量等問題。為解決以上問題,設計了一種基于視覺檢測的隨行夾具識別系統,該系統包含相機、工控機、光源、圖像采集卡等硬件,通過視覺處理軟件Vision Master識別隨行夾具上變化的特征并測量白車身上邊緣直線與隨行夾具氣缸幾何中心之間的距離,并利用軟件內的判斷邏輯實現對多種車型夾具狀態的識別及防錯。視覺識別系統應用于車身車間高柔性輸送主焊線的生產現場,防錯一致性精度高,界面可視化強,系統運行穩定,有效提升了生產效率和產品質量。
關鍵詞:隨行夾具 視覺識別
1 引言
車間當前使用的激光測距識別系統采用激光測距儀對隨行夾具上的多個點位進行檢測,并通過現場PLC控制程序讀取距離并判斷,實現對隨行夾具狀態的識別。由于生產節拍較高,勾銷下落與白車身放置動作時間間隙較小,且設備間通訊存在一定延遲,勾銷存在提前關閉導致白車身位置偏移的可能,該偏移激光測距儀無法識別,導致白車身質量不及格,造成損失;同時實際應用中由于隨行夾具間存在差異,增加車型時需耗費大量人工調試激光測距儀,而且新增車型對應的點位需要增加激光測距儀,成本較高,調試過程繁瑣。隨著車型的增加以及生產節拍的提升,該系統缺點已嚴重影響產線的生產和改造。
視覺檢測系統可有效提高產線檢測速度和精度,可完成識別、測量、定位等功能。目前視覺檢測在電子、印刷、塑料、紡織等行業得到應用。為了解決激光測距成本高、偏移無法識別的問題,車間設計并應用了一個基于視覺檢測的隨行夾具狀態識別系統,在可以識別多種隨行夾具狀態的基礎上,具備檢測勾銷夾緊時白車身與勾銷的配合是否符合要求的功能。
2 隨行夾具狀態識別系統組成
2.1 硬件組成
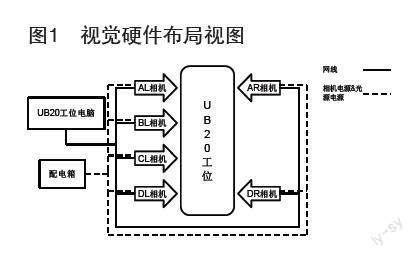
系統硬件主要包括相機、控制電腦、光源及光源控制器。
根據現場已有布局,使用6臺相機對隨行夾具兩側的夾具進行拍攝,相機采用HIKROBOT的MV-CU050-60GM型工業面陣相機,分辨率2592×1944,輸出黑白圖像,工作電壓12VDC,額定功耗5W;光源使用HIKROBOT的MV-LLDS-H-300-40-W型條形光源,最佳工作距離30~500mm,功率21.2W;光源控制器使用雙通道模擬控制器,輸出功率200W,提供旋鈕和串口方式控制光源亮度,采用電壓控制方式為光源提供照明強度的無級調節;根據現場實際需求,控制電腦應使用具備足夠的圖像處理能力以及充足的存儲空間的計算機,以確保6臺相機的圖像可以在1s內完成處理并發送PLC,同時收集的圖像以及結果需要保留30天。
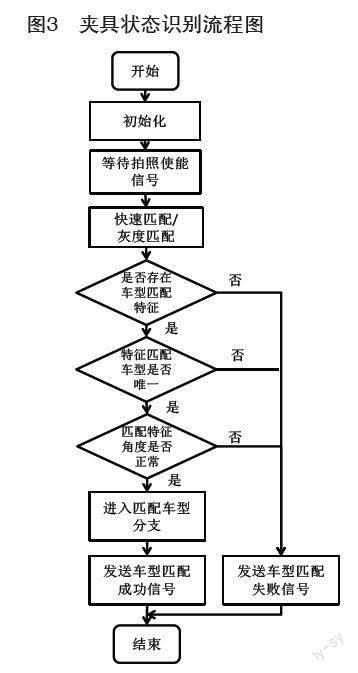
視覺識別系統的相機及光源現場安裝實物如下圖2所示。
2.2 開發軟件
系統開發軟件使用視覺處理軟件Vision Master,該軟件具備開發靈活、低應用門檻、工具豐富、性能優秀、相對年輕等特點,利用軟件自帶的圖像采集、定位和測量等視覺功能模塊進行系統設計,在滿足現場需求的同時縮短開發周期,操作員進行短期培訓即可保證系統正常運行和維護。
軟件匹配的過程是將數據集中源圖像通過索引與庫中模板依次進行比較,在匹配過程中將模板與圖像比較計算結果存儲在矩陣中,通過評分算法給出模板在數據集中估計的最佳位置,模板匹配公式如下所示。
L*=arg max(S(li))
其中,li∈L={l1,l2…},li代表位姿即x,y,θ,sineO,sinex,siney。
為應對現場的復雜情況,通過使用VM算法開發平臺提供的控制和數據獲取接口來完成自定義開發,采用誤差平方和算法實現基于灰度值的常用模板匹配。
D(i,j)=[S(i+s-1,j+t-1)-T(s,t)]2
首先選擇一塊ROI作為模板圖像,生成基于灰度值的模板;然后將檢測圖像與模板圖像進行粗匹配,在檢測圖像與模板圖像中任選一點,采取隔點搜索的方式計算二者灰度的相似性,這樣粗匹配一遍得到粗相關點;接下來進行精匹配,將得到的粗相關點作為中心點,用最小二乘法尋找二者之間的最優匹配點。
3 識別系統檢測方案
3.1 通訊部分
通訊部分包含用于PLC變量交互的EtherNet/IP CIP通訊全局通訊模塊、用于PLC交互拍照指令來觸發流程進行取圖識別的全局事件觸發模塊。
3.2 檢測部分
檢測部分主要包括圖像源模塊、特征匹配模塊、直線查找模塊、測量模塊、條件檢測模塊、初始化模塊、腳本模塊等。夾具狀態識別主要由快速匹配模塊與灰度匹配模塊完成,勾銷狀態識別主要由快速匹配模塊、直線查找模塊、和測量模塊完成。
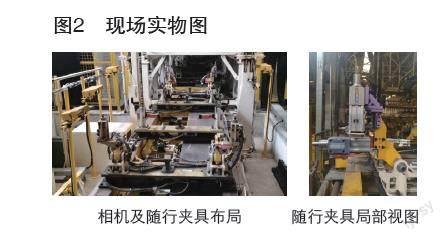
隨行夾具狀態識別的主要內容為系統讀取特征并得出該特征的狀態參數(匹配分數、匹配角度),并針對錯誤識別出多個車型的特殊情況設置報警判斷,隨后進行條件檢測進入對應的車型分支。夾具狀態識別流程圖如圖3所示。
在特征匹配模塊中,快速匹配的功能與灰度匹配功能相似,區別在于應用場景的不同,快速匹配適用于精度要求低的特征識別,灰度匹配主要針對磨損較多的區域的特征識別。現場隨行夾具上氣缸存在不同程度的磨損導致圖像中的氣缸輪廓不清晰,其結果為快速匹配出的特征的匹配分數明顯下降,降低匹配的正確率,利用灰度匹配以圖像各個像素點的灰度為基礎建立模板,匹配灰度相近的目標物體的特點,在磨損較多的區域使用灰度匹配可提高匹配精度及正確率。
勾銷配合狀態識別采用兩個方案,一是通過氣缸的缸體與活塞桿標識物塊之間的距離進行識別,測量距離為線與線之間的最小距離,二是通過車身與氣缸的缸體之間的特征進行識別,測量距離為線與點之間的最小距離。在實際應用中,由于現場環境復雜,實際上氣缸會被氣路管道或者升降機支撐柱遮擋,在方案一難以實行的區域,方案二可作為在氣缸被遮擋時的替代方案。
無遮擋區域所使用的勾銷配合狀態識別通過白車身上的線條到與氣缸的幾何中心之間的距離來判斷落位狀態是否正常。勾銷狀態識別流程圖如圖4所示。
勾銷配合狀態識別流程中包括對白車身與當前隨行夾具車型是否對應的判斷,針對直線查找可能出現的異常設置了直線斜率是否在預設范圍內的判斷。
4 應用與展望
4.1 人機交互
通過VM軟件自帶的顯示界面編輯功能,可以根據現場實際需求構建系統運行界面,系統完成一次拍照并完成圖像處理后將圖像與匹配的特征展示在視覺識別結果界面,將生產信息以及系統各個流程的結果通過清晰的文字加以顯眼的顏色展示出來,操作者可通過識別結果界面快速了解異常來源,同時后續可進入后臺界面查找相關參數,做進一步的原因分析及制定措施。
目前的運行界面上所能展示的僅限于圖像處理的結果,在智能制造的大趨勢下,利用大數據進行的故障預測性維護是智能制造的重要發展方向。VM 軟件在圖像處理時伴隨著大量數據的產生,數據中包含了大量與生產相關的信息,目前該資源無法有效利用,可通過軟件輸出進行分析,例如針對同一個隨行夾具的匹配分數轉化成圖表的形式,可以直觀地看出隨行夾具的磨損情況以及趨勢,若磨損程度對匹配分數的影響達到一定程度,系統可以通過報警提前告知現場運維人員,并根據變化時間進一步分析其原因,實現故障的預測性維護。
4.2 識別精度
在識別過程中,直線查找的準確與否將直接影響勾銷識別的結果。直線查找的原理是通過在查找梯度閾值最大的邊緣點集合,然后擬合成直線。利用標定板計算像素距離,對標定板(100mm×100mm)和1元硬幣(25mm×25mm)的外圍輪廓在工裝所處平面的任意位置測量5次,計算出圖像像元尺寸約為0.18mm×0.18mm。
勾銷提前關閉會導致車身被抬升2~4mm,即認為視覺識別系統的精度只需要達到±1mm便可達到設計要求。現場生產測試在零件毛刺和表面異常干擾下直線查找得出的邊緣點擬合線與圖像實際直線間最大偏差為三個像素點,即偏移約Δ max=0.54m,因此系統的識別精度滿足現場需求。
雖然直線斜率的限制可以在一定程度上避免白車身表面異常的干擾,但不能無視其影響,同時系統查找的直線因零件表面光潔區域不均勻或是不平整而導致直線偏移無法完全消除,直線查找的功能仍需進一步優化。如圖6中,在右側區域的直線查找只需要從閾值較高的一側向上進行查找滿足條件的第一條直線,而左側的大部分區域都需要查找最接近區域中線且滿足條件的直線,因此直線查找功能需要根據查找區域內閾值變化的規律調整內部參數以提高實際查找的精度,提高效率的同時避免復雜表面直線查找產生偏移。
在以環境光照強弱、節拍快慢為變量的生產測試中,收集6000余臺次生產的不同批次測試結果,視覺識別系統的識別效率及穩定性達到了生產需求,但在大量的生產應用過程中仍有零件本身的一致性尺寸偏差而導致車身偏移無法檢測出的情況出現,視覺系統需要在后續優化中增加針對零件本身質量變化點的監控機制。
5 結語
本文基于視覺檢測技術,設計并應用了一種識別隨行夾具狀態系統,該系統搭配通訊模塊和檢測模塊,滿足現場需求的識別精度, 同時具備高效的人機交互功能,可有效提升白車身產品質量,同時提升生產運行效率,且系統維護便利,可拓展性強。
參考文獻:
[1]王耀南. 智能制造裝備視覺檢測控制方法綜述[J],控制理論與應用,2015(3):273-286.
[2]段峰,王耀南,雷曉峰,等.機器視覺技術及其應用綜述[J].自動化博覽,2002,19(3):59—62.
[3]周瑜,劉俊濤,白翔 . 形狀匹配方法研究與展望.自動化學報,2012,38(6):889-910.
[4]席斌,錢峰.機器視覺測量系統在工業在線檢測中的應用.工業控制計算機,2005,18(11):75-76.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
