淺談?dòng)绊憴C(jī)器人噴涂質(zhì)量的因素
2023-08-07 22:45:43李運(yùn)榮覃雄斌李青
時(shí)代汽車 2023年15期
李運(yùn)榮 覃雄斌 李青
摘 要:隨著智能制造產(chǎn)業(yè)的快速發(fā)展,我們都知道,在汽車涂裝車間,一方面是長時(shí)間處于噴漆環(huán)境中對人身體很多不利,另一方面是手工噴涂質(zhì)量也是存在較多的不穩(wěn)定,而采用噴涂機(jī)器人,在涂層質(zhì)量問題上,相對具備了較高的穩(wěn)定性和可靠性,同時(shí)也滿足生產(chǎn)效率的需求。但是,即便是使用了噴涂機(jī)器人的代人工作,在一些特殊的工況中,較多的外在因素仍然會(huì)影響到工件涂層質(zhì)量,在使用噴涂機(jī)器人的過程中,也是需要根據(jù)實(shí)際的工況進(jìn)行對策調(diào)整,以減少那些因素對涂層質(zhì)量所產(chǎn)生的影響。
關(guān)鍵詞:噴涂機(jī)器人 穩(wěn)定性 可靠性 涂層質(zhì)量 生產(chǎn)效率
1 引言
在汽車生產(chǎn)四大工藝中,涂裝工藝是產(chǎn)品制造的一個(gè)重要環(huán)節(jié),其過程中很多因素將會(huì)對產(chǎn)品防腐、外觀質(zhì)量、裝飾性能等產(chǎn)生影響。涂裝車間人工噴涂噴房環(huán)境惡劣,涂料的有機(jī)物、粉塵等影響工人身體健康,人工噴涂在生產(chǎn)效率、涂層質(zhì)量、穩(wěn)定性和可靠性及涂料利用率方面的瓶頸日益顯現(xiàn)。隨著工業(yè)制造的產(chǎn)業(yè)升級,采用機(jī)器人替代人工噴涂是工廠趨勢,噴涂機(jī)器人也成為了工廠改造生產(chǎn)線升級的一種使用方式。那么,應(yīng)用噴涂機(jī)器人會(huì)有哪些因素影響著噴涂的質(zhì)量呢?根據(jù)在涂裝車間多年經(jīng)驗(yàn),帶您了解影響FANUC噴涂機(jī)器人的涂裝質(zhì)量因素。
2 影響涂層質(zhì)量的五要素:人、機(jī)、料、法、環(huán)
任何產(chǎn)品生產(chǎn)質(zhì)量的分析檢測都要從產(chǎn)品品質(zhì)檢測的五要素來進(jìn)行分析,對于機(jī)器人噴涂質(zhì)量的檢查也要從這五要素進(jìn)行分析:
2.1 人的因素,機(jī)器人操作人員操作技能因素
噴涂機(jī)器人操作人員均參加了各班組組織的培訓(xùn)和考核,需掌握操作設(shè)備技能并取得了操作合格證,才能獨(dú)立上崗操作設(shè)備。操作人員在噴涂機(jī)器人正常的自動(dòng)運(yùn)行過程中,只需根據(jù)相應(yīng)工位所列出的TPM標(biāo)準(zhǔn)進(jìn)行檢查機(jī)器人的運(yùn)行狀態(tài)是否正常,未超出運(yùn)行標(biāo)準(zhǔn)且設(shè)備無報(bào)警現(xiàn)象的均屬于設(shè)備運(yùn)行正常。所以,在機(jī)器人噴涂參數(shù)設(shè)置驗(yàn)證完成且設(shè)備調(diào)試完成后,認(rèn)為自動(dòng)生產(chǎn)過程產(chǎn)生的噴涂質(zhì)量與操作人員無明顯對應(yīng)關(guān)系。所以,操作人員技能不足因素,不是造成影響噴涂質(zhì)量的主要因素。
2.2 機(jī)器的因素,生產(chǎn)現(xiàn)場的噴涂機(jī)器人選型的因素
噴涂機(jī)器人性能的可靠性也直接影響到噴涂質(zhì)量的穩(wěn)定性,公司在買噴涂機(jī)器人時(shí)是根據(jù)通用系統(tǒng)要求,選擇正規(guī)有規(guī)模的噴涂機(jī)器人生產(chǎn)廠家。FANUC機(jī)器人屬于幾大機(jī)器人品牌之一,售后服務(wù)方面有保證,并且保證為客戶培訓(xùn)熟練的操作技能。而且,在通用系統(tǒng)各大汽車涂裝車間已經(jīng)廣泛應(yīng)用,屬于相對成熟的選擇,在性能方面屬于穩(wěn)定的設(shè)備。因此,噴涂機(jī)器人的品牌型號選擇,也不是造成影響噴涂質(zhì)量的主要因素。
2.3 料的因素,油漆品質(zhì)及其溫度、粘度和輸送壓力等相關(guān)控制的因素
2.3.1 涂料的品質(zhì)
涂料品質(zhì)對汽車涂裝質(zhì)量保證是至關(guān)重要的,選擇可靠的品牌涂料,其產(chǎn)品具有良好的出廠要求標(biāo)準(zhǔn)和服務(wù)標(biāo)準(zhǔn),產(chǎn)品性能的穩(wěn)定性也相對較好,對涂裝工藝的施工是一個(gè)有利的保障。在選定一個(gè)穩(wěn)定品牌的涂料后,在同批次涂料使用穩(wěn)定后,造成噴涂質(zhì)量缺陷的因素則主要在于對其粘度、溫度和輸送壓力等相關(guān)方面的控制。
2.3.2 涂料溫度
噴涂的涂料溫度對工件涂層質(zhì)量的影響也很大,涂料溫度高低會(huì)決定漆霧在噴涂過程中涂料中的水分或溶劑的揮發(fā)速度,溫度偏高,揮發(fā)速度相對快,噴到工件上后,涂層表干速度也快,不利于流平,容易產(chǎn)生桔皮、痱子等現(xiàn)象;而涂料溫度偏低,則在噴涂至工件過程中的霧狀涂料揮發(fā)速度緩慢,當(dāng)噴到工件上后,涂層因重力原因易出現(xiàn)掛流等缺陷問題。所以,在涂裝生產(chǎn)工藝中,噴涂工件時(shí)也要掌控好涂料的溫度,建議控制在25±3℃范圍內(nèi),以提高噴涂機(jī)器人的霧化效果和工件涂層質(zhì)量。
2.3.3 涂料粘度
涂料粘度對涂層質(zhì)量的影響很大,涂料粘度偏高,噴至工件后,如果是色漆噴涂容易霧化效果差,出現(xiàn)發(fā)花等現(xiàn)象,罩光清漆則涂層流平性不好,出現(xiàn)桔皮等現(xiàn)象;而粘度偏低,則會(huì)使涂層閃干緩慢,易出現(xiàn)掛流等缺陷問題。所以,掌控好涂料的粘度,對涂料粘度做好定期監(jiān)測,以確保涂料在工藝要求的粘度范圍內(nèi)。
2.3.4 涂料輸送壓力
噴涂機(jī)器人在噴涂過程中需要有一個(gè)合適的輸料壓力,因?yàn)檩斄蠅毫μ蠡蛱《紩?huì)影響噴涂機(jī)器人的霧化效果。在噴涂過程中,維持涂料輸送壓力穩(wěn)定,給機(jī)器人設(shè)定好壓力波動(dòng)范圍,比如:設(shè)定機(jī)器人噴涂壓力為7±1bar,上下波動(dòng)超過1bar就應(yīng)該發(fā)出相應(yīng)的警告或故障報(bào)警,通知輸送涂料的設(shè)備操作人員關(guān)注設(shè)備運(yùn)行狀態(tài)等。涂料輸送壓力穩(wěn)定輸出才可以保證噴涂機(jī)器人的霧化效果穩(wěn)定,從而保證工件涂層的質(zhì)量均勻程度。
2.4 法的因素,也就主要指的是對噴涂機(jī)器人軌跡編輯使用技能和參數(shù)設(shè)置的因素
2.4.1 噴涂軌跡編輯
在機(jī)器人編程中,養(yǎng)成規(guī)范化的編程習(xí)慣,編程過程中必定事倍功。機(jī)器人噴涂軌跡編輯質(zhì)量影響涂層質(zhì)量,主要是涂層的均勻性。機(jī)器人噴涂軌跡編輯質(zhì)量主要體現(xiàn)在遵循噴涂軌跡分布均勻、噴涂距離控制、軌跡點(diǎn)數(shù)量及其姿態(tài)的控制、走槍速度等方面,而且噴涂機(jī)器人在這些方面的控制都具備很好的穩(wěn)定性和可靠性。
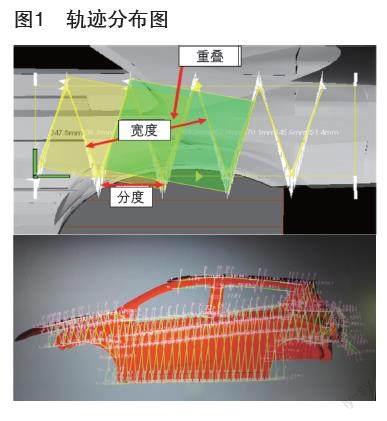
2.4.1.1 噴涂軌跡分布均勻
兩槍之間覆蓋重疊率為50%,在測定噴幅后,原則上已經(jīng)確定機(jī)器人軌跡間距,比如:測定噴幅為350mm后,機(jī)器人噴涂兩槍的軌跡間距則是175mm,而如果是兩道
噴涂,第二道噴涂則應(yīng)該與第一道軌跡均勻錯(cuò)開87.5mm,這樣才能滿足噴涂均勻的重疊率。(如圖1所示):
2.4.1.2 噴涂距離控制
噴涂距離是指噴涂旋杯中心到工件表面的垂直距離,噴涂距離越大上漆率越低,反之越高,但越易產(chǎn)生積漆而流掛現(xiàn)象,因此需要在注意把控噴涂距離。常規(guī)建議在250~300mm,示教機(jī)器人軌跡時(shí)建議使用扎帶等可定距離裝置確保噴涂槍距。
2.4.1.3 軌跡點(diǎn)數(shù)量及其姿態(tài)的控制
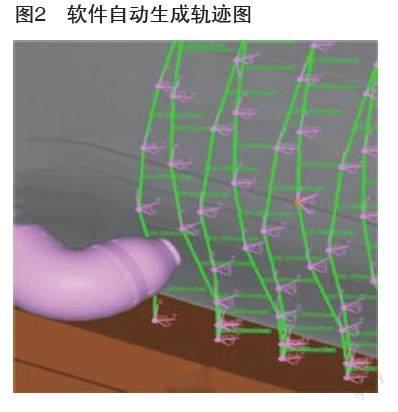
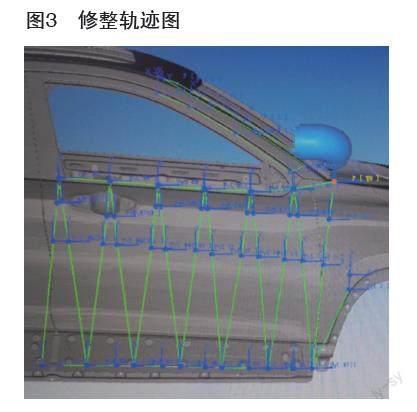
在噴涂編輯軟件自動(dòng)生成機(jī)器人噴涂軌跡點(diǎn)后,會(huì)根據(jù)工件表面特征出現(xiàn)許多冗余軌跡點(diǎn)(如圖2所示)。對于多余的軌跡點(diǎn)需刪除,保留有特征面的點(diǎn),盡量確保整個(gè)噴涂軌跡的簡潔(如圖3所示),同時(shí),也要檢查每個(gè)軌跡點(diǎn)的動(dòng)作姿態(tài)適合整個(gè)軌跡的順暢,避免動(dòng)作頻繁變化影響噴涂質(zhì)量。
2.4.1.4 走槍速度
機(jī)器人噴涂走槍速度,走槍速度大,噴涂上漆率低,涂層膜厚低,易出現(xiàn)膜厚不足現(xiàn)象,反之,涂層膜厚高,且易出現(xiàn)流掛等現(xiàn)象。所以,需根據(jù)現(xiàn)場相關(guān)機(jī)器人設(shè)置參數(shù)實(shí)際情況控制一個(gè)合理速度,通常按750±150mm/sec。合適的噴涂速度也是噴涂質(zhì)量和完成生產(chǎn)線節(jié)拍的保證。
2.4.2 噴涂參數(shù)設(shè)置
機(jī)器人參數(shù)設(shè)置主要是噴涂流量、成型空氣、旋杯轉(zhuǎn)速及高壓靜電,具體如下:
2.4.2.1 噴涂流量
機(jī)器人的噴涂流量設(shè)置的大小,會(huì)直接影響噴涂工件的漆膜厚度。顏色不同的涂料,在遮蓋能力上是存在差異的,設(shè)置的流量大小根據(jù)實(shí)際情況也會(huì)存在差異。另外,噴涂工件區(qū)域形狀、大小、走槍速度等不同,設(shè)置的流量也不同。
2.4.2.2 成型空氣
從旋杯霧化出來漆霧,因離心力作用,會(huì)沿著離心力方向飛散。而成型空氣從霧化器的成型氣罩上均勻分布的小孔中噴出,可限制漆霧往離心力方向飛散,形成一個(gè)的柱狀漆霧(扇幅),并把霧化的漆霧推向被涂物(工件 )。金屬漆中金屬粉顆粒的排列因素,噴幅不合適很容易出現(xiàn)條紋等問題,而罩光清漆不合適的噴幅則影響涂層總膜厚不均勻等問題,影響工件噴涂合格率。
2.4.2.3 旋杯轉(zhuǎn)速
在一定程度上來說,經(jīng)過旋杯霧化后的漆滴直徑越小,涂層的桔皮效應(yīng)越小,光澤也越高。機(jī)器人旋杯轉(zhuǎn)速的設(shè)定需要根據(jù)不同涂料、流量大小等進(jìn)行相應(yīng)設(shè)置。旋杯轉(zhuǎn)速在一定條件下是與流量成正比關(guān)系的。另外,轉(zhuǎn)速越大,離心力越大,在流量不變的前提下,噴幅也會(huì)增大,理論上需考慮增大成型空氣設(shè)定,以限制噴幅的增大,確保噴涂的重疊率。
2.4.2.4 高壓靜電
在機(jī)器人靜電噴涂中,工件為正極,旋杯為負(fù)極,通過高壓靜電發(fā)生器作用,在兩極之間施加高電壓后,產(chǎn)生強(qiáng)電吸引力,使霧化后的漆霧附著到工件表面。高電壓的大小,影響靜電噴涂的靜電效應(yīng)、上漆率及漆膜的均勻性。在生產(chǎn)中,要結(jié)合油漆的特性和其它相關(guān)參數(shù),不斷優(yōu)化,才能到達(dá)理想的噴涂效果。
2.5 環(huán)境的因素,也就是對機(jī)器人噴涂環(huán)境溫度、濕度的影響分析
施工環(huán)境溫度、濕度的控制,不合適的溫度和濕度控制,對噴漆質(zhì)量會(huì)造成較大的影響。理想的控制是噴涂環(huán)境是恒溫、恒濕度,但實(shí)際生產(chǎn)車間能源成本控制,在不同氣候季節(jié)里總是會(huì)出現(xiàn)波動(dòng)的。針對可預(yù)見性的問題,建立好相應(yīng)的工藝文件,并做好相應(yīng)問題預(yù)案及有效的控制措施,確保噴涂質(zhì)量。
2.5.1 溫度控制
極端溫度主要出現(xiàn)在冬夏季節(jié)。在室外溫度偏低或偏高時(shí),均需送風(fēng)系統(tǒng)進(jìn)行相應(yīng)的制熱或制冷,以滿足噴房的送風(fēng)在工藝溫度范圍內(nèi)。
冬季室外溫度偏低,影響送風(fēng)設(shè)備的制熱效果,噴房內(nèi)溫度容易出現(xiàn)不能滿足工藝要求的22℃以上的現(xiàn)象,施工環(huán)境溫度偏低,噴涂過程及噴涂到工件后,漆霧及涂層調(diào)試劑揮發(fā)緩慢,流平時(shí)間會(huì)延緩,容易造成流掛現(xiàn)象。
在夏季室外溫度偏高,影響送風(fēng)設(shè)備的制冷效果,噴房內(nèi)溫度容易出現(xiàn)不能滿足工藝要求的28℃以內(nèi)的現(xiàn)象,施工環(huán)境溫度偏高超出范圍,噴涂過程及噴涂到工件后,漆霧及涂層調(diào)試劑揮發(fā)增快,一方面流平時(shí)間會(huì)驟減,容易造成流平不足表面桔皮現(xiàn)象,另一方面會(huì)出現(xiàn)表干過快,外層涂料已經(jīng)表干而內(nèi)層涂料未能繼續(xù)揮發(fā)出來,容易造成大量的氣泡不能完全排出涂層表層,在清漆層表層形成類似痱子的問題缺陷,影響出車質(zhì)量。
2.5.2 濕度控制
出現(xiàn)濕度波動(dòng)較大的,主要出現(xiàn)在春秋季節(jié),比如在我國南方,春季梅雨天氣或潮濕的回南天氣,空氣中水分嚴(yán)重,影響送風(fēng)設(shè)備的除濕效果,而相反的,在秋季干燥季節(jié),空氣中水分則嚴(yán)重匱乏時(shí),也同樣會(huì)影響送風(fēng)設(shè)備的加濕效果,造成濕度偏低現(xiàn)象。
施工環(huán)境相對濕度超過80%的偏高現(xiàn)象時(shí),一方面,由于被涂工件表面與高濕度空氣接觸后吸附水氣,使噴涂表面附著一層肉眼難見的極薄的水幕,從而影響涂層的成膜質(zhì)量,另一方面,由于空氣中濕度偏高,噴涂后的涂層揮發(fā)性能也會(huì)降低,涂層在工件上的油漆流平性增加,最為常見的是容易出現(xiàn)流掛現(xiàn)象。
施工環(huán)境相對濕度太低,低于50%的偏低現(xiàn)象時(shí),會(huì)根據(jù)不同的偏低程度,造成漆霧和涂層不同程度的揮發(fā)驟增現(xiàn)象,在噴涂過程中就能使涂料中的大部分調(diào)試劑揮發(fā),噴到工件上后,在色漆層容易出現(xiàn)涂層過干,形成粉粒狀噴至工件表面,出現(xiàn)大面積的小顆粒現(xiàn)象,而在清漆層則與溫度偏高類似,一方面流平時(shí)間會(huì)驟減,容易造成流平不足表面桔皮現(xiàn)象,另一方面會(huì)出現(xiàn)表干過快,外層涂料已經(jīng)表干而內(nèi)層涂料未能繼續(xù)揮發(fā)出來,容易造成大量的氣泡不能完全排出涂層表層,在清漆層表層形成類似痱子的問題缺陷,影響出車質(zhì)量。
因此,綜上所述,為了有更易于控制的工況環(huán)境條件,建議設(shè)置一個(gè)正常控制參數(shù)和彈性控制參數(shù)的方案,即,正常控制溫度22~28℃、濕度55%~75%為宜,而彈性控制溫度20~30℃的范圍,濕度50%~80%。當(dāng)現(xiàn)場溫、濕度出現(xiàn)達(dá)到彈性控制參數(shù)時(shí),不符合施工要求,且偏差趨勢無法短時(shí)間內(nèi)得到扭轉(zhuǎn)控制時(shí),則應(yīng)該果斷停止施工作業(yè),避免造成批量產(chǎn)品質(zhì)量缺陷。
3 結(jié)語
噴涂機(jī)器人的噴涂質(zhì)量效果受哪些因素影響,主要通過對人、機(jī)、料、法、環(huán)五個(gè)方面進(jìn)行淺談,就為大家介紹到這里了,正常情況下涂料的粘度、機(jī)器人噴涂軌跡及設(shè)置等是影響噴涂效果的主要原因,因此大家在進(jìn)行編程示教及相關(guān)設(shè)置時(shí),要根據(jù)噴涂工件的實(shí)際情況進(jìn)行編程和設(shè)置其相關(guān)參數(shù),從而確保機(jī)器人的噴涂效果,提高產(chǎn)品的質(zhì)量。
參考文獻(xiàn):
[1]宿明.《油漆工手冊》,中國建筑工業(yè)出版社,1991年.
[2]P-500機(jī)器人編程手冊,MATOPP5000706CE B版,美國FANUC機(jī)器人有限公司.
