基于控制變量法的地下連續墻鋼筋籠焊接裂紋分析*
2023-08-12 13:41:40方能榕余國梁吳劍秋林志龍管恩山
施工技術(中英文) 2023年12期
方能榕,余國梁,吳劍秋,林志龍,管恩山
(中國建筑第八工程局有限公司,上海 201200)
0 引言
地下連續墻鋼筋籠因其噸位大,在整個鋼筋籠起吊過程中,會因各種因素引起鋼筋籠受力不均,從而造成鋼筋籠的應力不同,如應力集中的部位焊接質量不達標,則極易產生破壞,導致質量或安全問題發生[1-3]。
本文依托某地鐵車站工程,對地下連續墻鋼筋籠焊接后產生裂紋的現象進行研究,采用控制變量法進行相關試驗,依據試驗結果進行深入分析,確定了后續施工過程管控要點,保證地下連續墻吊裝順利進行。
1 工程概況
本地鐵車站工程基坑開挖深度約24m,地下3層結構,地下連續墻最大深度約50m,相鄰接縫采用型鋼結構,鋼材等級為Q235B,鋼筋籠采用HRB400螺紋鋼。地下連續墻鋼筋籠分為“一”字形幅、“L”形幅、“T”形幅、“Z”形幅4種類型。地下連續墻鋼筋籠豎向主筋為φ28@200,水平鋼筋為φ22@200mm。縱向桁架通長筋規格為φ32,采用“W”形斜桿筋,角度為45°,與通長筋搭接焊焊縫長度為100mm。標準段6m寬鋼筋籠最重約52.8t。
本文涉及的鋼筋籠長度為43.8m。鋼筋籠桁架通常筋與斜桿筋采用焊接方式連接,雙面施焊,焊接長度為100mm,焊條設計要求采用E50系列,現場采用焊條為J502[4-6],為酸性焊條,焊接質量滿足焊縫三級要求即可。《混凝土結構工程施工及驗收手冊》規定,焊接接頭區域不得有肉眼可見裂紋[7]。桁架與斜桿筋連接方式如圖1所示。
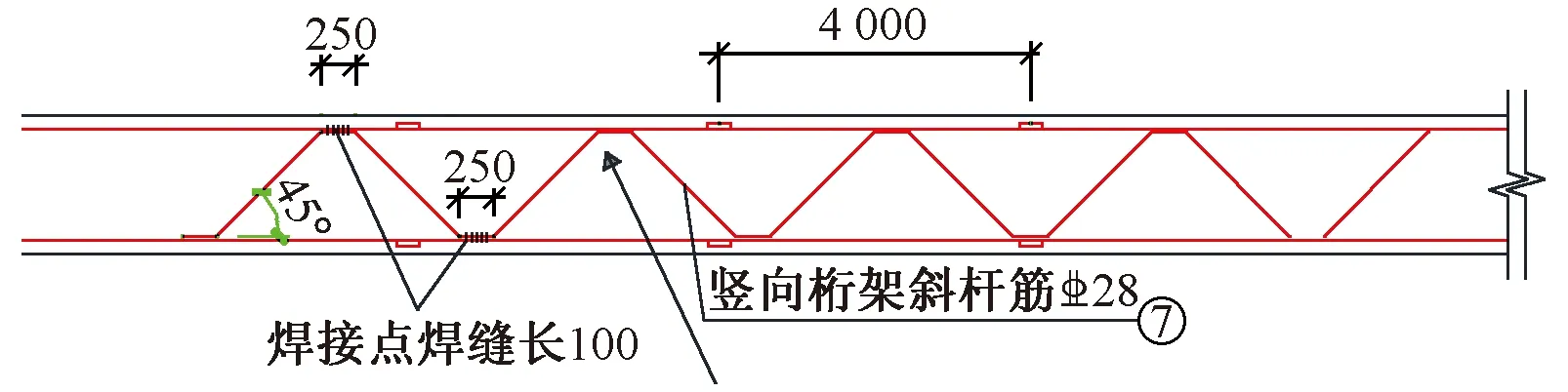
圖1 桁架與斜桿筋連接示意
2 焊接裂縫變量分析
2.1 焊接裂紋發現及原因分析
該項目地下連續墻施工初期,在一次地下連續墻鋼筋籠桁架驗收時,發現鋼筋籠通長筋與斜桿筋焊縫中間位置出現裂紋現象,后加大抽查比例,發現整幅桁架多處焊縫位置出現裂紋現象(見圖2)。
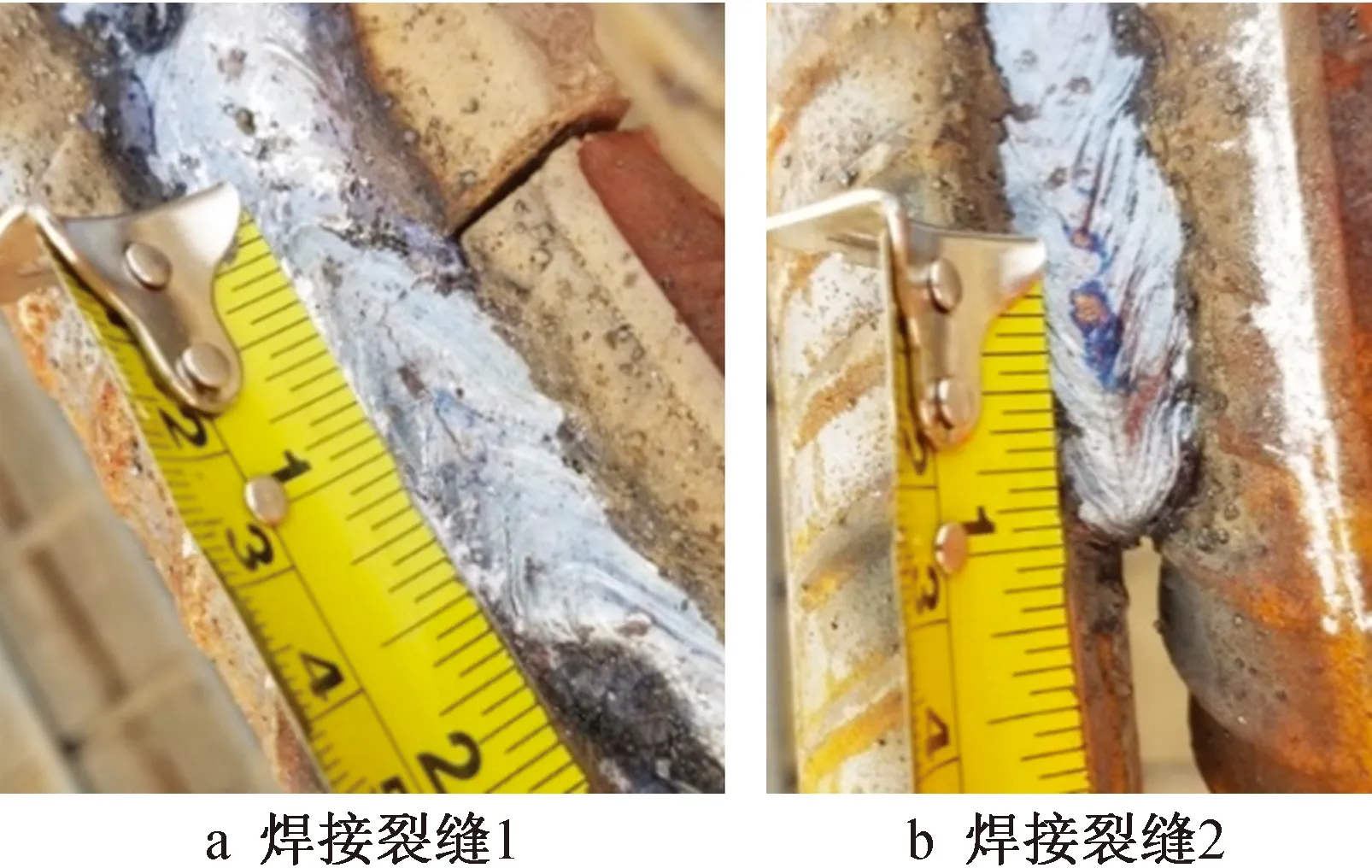
圖2 鋼筋焊接裂紋
施工現場鋼筋焊接產生裂紋的主要影響因素有環境溫度、天氣情況、焊接材料、電流、焊接方式等[8],采用肉眼和著色探傷的方法對該幅鋼筋籠斷裂情況進行了系統檢查記錄,并將裂縫部位鋼筋斷面切割,進行初步的宏觀判斷,具體情況如下:①焊縫多出現在焊縫較靠中間位置,單面出現裂縫較多,極少雙面均出現裂紋;②通過截斷鋼筋縱斷面未見明顯貫穿裂紋,裂紋較淺;③裂縫表面無金屬光澤且沿焊縫軸向呈縱向條形分布,初步判斷為熱裂紋(見圖3,4)。

圖4 著色探傷裂紋示意
結合施工時現場環境、條件及裂紋狀態綜合考慮,判斷產生裂紋的主要原因為焊接材料、焊接電流或焊接方式,為保障后續施工質量控制,決定采用控制變量法對焊接電流及焊接方式進行逐一試驗論證其影響效果[9]。
2.2 控制變量法
物理學中對于多因素(多變量)問題,常常采用控制因素(變量)的方法,將多因素問題變成多個單因素問題。每次只改變其中的某個因素,而控制其余幾個因素不變,從而研究被改變的此因素對事物的影響,分別加以研究,最后再綜合解決,這種方法即控制變量法。它是科學探究中的重要思想方法,廣泛應用于各種科學探索和科學實驗研究中[10]。
本文通過控制焊接水平、縱向施焊方向及電流大小,合理分析試驗數據,得出相關結論。
2.3 變量分析法
根據現場實際勘察及焊接件坡面觀察,裂紋沿焊縫呈縱向分布(連續或斷續),均在焊縫中間位置,形狀規則,除縱向平齊條形裂縫,無其他方向樹杈型斷裂,較符合液膜分離特性;裂口均有較明顯的氧化色彩,表面無光澤,基本滿足熱裂紋產生后的特征,因此判斷裂紋性質為熱裂紋[11]。
產生熱裂紋的因素主要有焊接材料(焊條和鋼筋原材)、焊接方向、焊接電流。
焊接材料:在查勘過程中發現,鋼筋原材主要有2個廠家,焊條均為1個廠家,為J502焊條。經過對鋼筋原材的化學成分分析、熔敷金屬、焊縫位置(原材和焊條的混合物)3項試驗,發現S,P等非金屬夾雜物的含量均在規范要求范圍內,因此排除了該因素。
焊接方向:經向操作人員調查了解發現,現場操作人員進行電弧焊焊接時,焊接方向并不相同。現場進行桁架通長筋和斜桿筋焊接時主要焊接方式為平焊,操作人員焊接方向分為2種:從左到右和從右到左,即焊接時有的操作工人焊接方向始終對著熔池方向(從左往右),而有的操作工人則相反(從右往左)。
焊接電流:現場勘察過程中發現了另一變量即焊接電流。現場在施焊過程中,焊機對應的電流大小不一,最小電流為180A,最大電流達到260A,而現場采用焊條說明上明確規定的焊接電流大小為210A。
3 鋼筋焊縫試驗
3.1 試驗方案
通過上述調查、試驗及分析,基本排除了焊接材料方面原因。根據現場調查結果,發現2個變量可能產生焊接裂紋,即焊接方向和焊接電流。為了驗證猜想,通過控制變量法進行進一步分析:①確定焊接方向,改變焊接電流大小進行焊縫質量檢測;②確定電流大小,改變焊接方向進行焊縫質量檢測;③由同一工人進行操作,排除人為差別。
檢測內容為拉伸性能、硬度試驗、焊縫寬度、深度試驗、金相試驗。確定分析方法后,開始進行試件制作。因現場焊接位置除了平焊外,還涉及立焊,為增加對比數量,焊接位置采取平焊和立焊2種方式,焊接電流根據標準采取上下浮動方式,平焊選擇160,200,240A,立焊選擇120,160,200A。焊縫長度統一,速度大致相等,同一焊接工人焊接φ32和φ28鋼筋。
拉伸試驗:單面焊接試樣長度為5d+焊接長度+2×夾持長度;雙面焊接試樣長度為8d+焊接長度+2×夾持長度;鋼筋直徑≤20mm時,夾持長度宜為 70~90mm, 直徑>20mm時,夾持長度宜為90~120mm。
焊縫寬度、深度/金相試驗/硬度試驗:1個試件焊縫長度均勻切割3段,分別進行上述3個試驗,其中金相試驗要求查看3個區域,即原材區、焊縫區及熱影響區;硬度試驗查看4個區域,即原材區、焊縫區、熱影響區及熱影響區周邊,每個區域查看4個點,每點間距5mm。
拉伸試驗試件焊接飽滿,雙層焊接;其余試件焊接1層即可。
焊接試件編碼及代號分別表示施焊方向及電流大小,如表1所示。焊接完成試件如圖5所示。

表1 焊接試件編碼方式

圖5 焊接試件完成
3.2 焊縫試驗
采用冷酸法對試樣進行低倍宏觀檢驗,觀察各試樣焊縫及熱影響區外觀情況。維氏硬度測試位置如圖6所示:A,B,I,J為母材區,C,D,G,H為熱影響區,E,F為焊縫區,其中A,I測試位置為距離鋼筋中心1/2半徑外,B,J測試位置為距離鋼筋中心1/2半徑內。控制變量試驗組如表2所示,焊接試件低倍宏觀及維氏硬度典型結果如表3所示,焊接試件組織分析典型結果如表4所示。
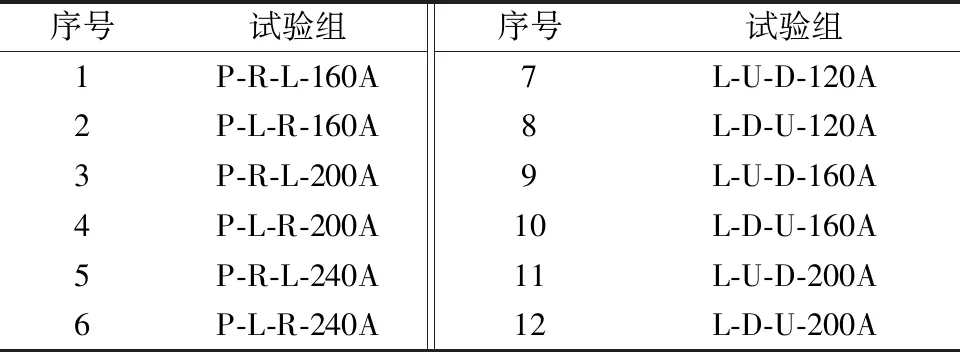
表2 控制變量試驗組

表3 焊接試件低倍宏觀及維氏硬度典型結果
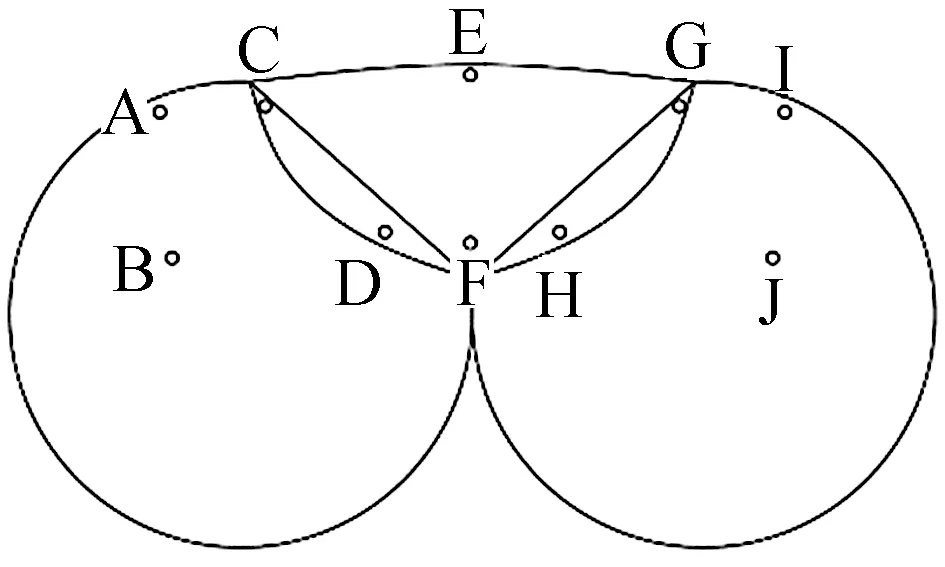
圖6 維氏硬度測試位置
3.3 試驗結果分析
1)在鋼筋平焊時,160,200,240A電流下,施焊方向不同,鋼筋焊縫部位并未產生肉眼可見裂紋及未熔合等缺陷,但在拉伸試驗中可看出,200A電流下平焊的焊縫抗拉強度較160,240A穩定性高,未出現焊縫脫開情況,且3個試驗批次的鋼筋抗拉強度較統一,均一性更好。
2)在鋼筋立焊時,試件編號“L-D-U-160A”及“L-D-U-200A”均出現不同程度的焊接缺陷,由組織分析及拉伸試驗中可看出,立焊時由上至下焊接遠沒有由下至上焊接的抗拉強度高,焊縫質量好。對比由下至上立焊120,160,200A電流條件下,L-D-U-200A 3組試件的試驗結果最好,焊接質量最高。
根據上述試驗分析及結果判斷,鋼筋對接焊接時,平焊由左至右、立焊由下至上且穩定在200A時,對鋼筋焊縫質量控制較好,焊接后的鋼筋抗拉強度較高。
4 焊接施工工藝改進
針對該幅地下連續墻部分鋼筋焊縫裂紋處,先采用角磨機對焊縫位置進行打磨,打磨至表面平整光滑,無肉眼可見裂紋、氣孔,后重新補焊1道,直至焊縫高度滿足設計要求。
根據試驗數據及相關工作經驗總結,后續鋼筋籠施工對現場焊接工人進行逐一交底,并進行焊接技能考試,篩選出技能相對熟練、經驗相對豐富的焊接工人,嚴格要求在鋼筋籠焊接過程中電流控制在200A,且遵循平焊由左至右、立焊由下至上的焊接順序。鋼筋籠相關節點焊接完成冷卻后,加大節點焊縫位置抽查頻次,確保產生的裂縫等焊接質量問題得以有效控制。
5 結語
本文通過對地下連續墻鋼筋籠桁架節點焊接裂縫進行分析,采用控制變量法綜合考慮施工影響因素,進行宏觀、微觀相關試驗,對產生焊接裂縫的原因進行逐一篩選,最終確定焊接方向及電流為鋼筋焊接產生裂縫的主要原因,并提出焊接施工工藝的改進措施,避免了后續鋼筋籠吊裝高空解體或相關安全質量隱患。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
