聲吶化渣結(jié)合煤氣分析儀應(yīng)用實(shí)踐
2023-08-15 02:16:50尚世震李旭張帥馬超
鞍鋼技術(shù) 2023年4期
關(guān)鍵詞:優(yōu)化
尚世震,李旭,張帥,馬超
(1. 鞍鋼股份有限公司煉鋼總廠,遼寧 鞍山 114021; 2. 海洋裝備用金屬材料及其應(yīng)用國家重點(diǎn)實(shí)驗(yàn)室,遼寧 鞍山 114009; 3. 鞍鋼集團(tuán)鋼鐵研究院,遼寧 鞍山 114009)
鞍鋼股份有限公司煉鋼總廠一分廠 (以下簡稱“一分廠”)板坯鑄機(jī)改造后,澆注周期從27 min降至24 min。為實(shí)現(xiàn)爐機(jī)匹配生產(chǎn),要求提高轉(zhuǎn)爐生產(chǎn)效率,縮短冶煉周期。冶煉周期與一次拉碳合格率、吹氧時間等參數(shù)密切相關(guān),而化渣操作對此起到?jīng)Q定作用。 一分廠原轉(zhuǎn)爐冶煉過程中依靠人工經(jīng)驗(yàn)化渣操作,隨意性強(qiáng),穩(wěn)定性差。 聲吶化渣系統(tǒng)和煤氣分析儀均能夠指導(dǎo)化渣操作,提高爐渣判斷的準(zhǔn)確性,但是聲吶化渣曲線受現(xiàn)場噪音、爐口與煙罩距離、氧槍槍位和加料批次的影響,會出現(xiàn)局部曲線失真[1];而煤氣分析儀是在煤氣柜入口處采集數(shù)據(jù),形成的CO 曲線數(shù)據(jù)會比實(shí)際生產(chǎn)滯后8~12 s,不能實(shí)時反饋生產(chǎn)情況。 只有將聲吶化渣系統(tǒng)和煤氣分析儀兩者結(jié)合使用才能既可以實(shí)時判斷爐內(nèi)反應(yīng)情況,又可以顯示爐內(nèi)反應(yīng)趨勢,實(shí)現(xiàn)曲線修正判斷功能,提供直觀的操作工藝曲線,以便更好地進(jìn)行化渣操作,提高轉(zhuǎn)爐一次拉碳合格率,縮短冶煉周期,提高轉(zhuǎn)爐生產(chǎn)效率[2]。
1 聲吶化渣系統(tǒng)和煤氣分析儀設(shè)備介紹
1.1 聲吶化渣系統(tǒng)
1.1.1 系統(tǒng)組成
聲吶化渣系統(tǒng)由機(jī)械設(shè)備、 電氣設(shè)備和系統(tǒng)軟件三部分組成。
(1)機(jī)械設(shè)備包括水箱、底座、底座焊接板、集音管和電磁閥,如圖1 所示。

圖1 聲吶化渣系統(tǒng)機(jī)械設(shè)備Fig. 1 Mechanical Equipment of Sonar Slag Melting System
(2)電氣設(shè)備包括高靈敏采音模塊,信號調(diào)理模塊,溫、濕度傳感器,多頻段音頻分析儀,攝像系統(tǒng)和工控機(jī)。
(3)系統(tǒng)的軟件為windows10,操作軟件為Visual C++編程軟件,帶有自學(xué)習(xí)功能。
1.1.2 工作原理
聲吶化渣系統(tǒng)工作原理見圖2。
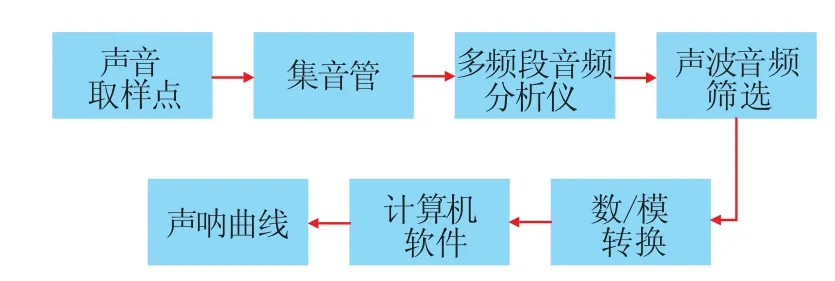
圖2 聲吶化渣系統(tǒng)工作原理Fig. 2 Working Principle for Sonar Slag Melting System
在距轉(zhuǎn)爐爐口高約0.5 m 的位置安裝集音管,采集爐口附近發(fā)出的音頻,音頻來源主要是超音速氧氣流股的氣體動力學(xué)聲音及其與鐵水、渣液和固體顆粒碰撞時發(fā)出的聲音[3]。 集音管采集的音頻通過多頻段音頻分析儀過濾和篩選等二次處理,形成最接近轉(zhuǎn)爐冶煉過程的音頻曲線,利用泡沫渣的衰減值公式計(jì)算爐內(nèi)音頻強(qiáng)度,繪制聲吶化渣曲線。
1.2 煤氣分析儀工作原理
一分廠轉(zhuǎn)爐煙氣凈化系統(tǒng)(一次除塵系統(tǒng))為雙文濕法煙氣凈化系統(tǒng),煤氣分析儀位于其末端。轉(zhuǎn)爐吹煉過程中發(fā)生化學(xué)反應(yīng),生成的CO、CO2等氣體經(jīng)過一次除塵系統(tǒng),通過盲板閥后進(jìn)入煤氣柜前。煤氣分析儀采集并分析轉(zhuǎn)爐煙氣中的CO含量,分析后的數(shù)值反饋回現(xiàn)場操作畫面,形成煙氣中CO 數(shù)值變化曲線。 該曲線與吹煉過程中C、O 反應(yīng)時間和反應(yīng)速率呈規(guī)律性變化,據(jù)此判斷爐內(nèi)反應(yīng)情況和爐渣熔化情況。
2 聲吶化渣系統(tǒng)結(jié)合煤氣分析儀的使用
2.1 聲吶化渣渣厚曲線
聲吶化渣界面由渣厚線和四條標(biāo)準(zhǔn)線構(gòu)成,四條標(biāo)準(zhǔn)線分別為爐渣返干線、爐渣返干預(yù)警線、噴濺預(yù)警線、噴濺線,其中爐渣返干預(yù)警線上的數(shù)值為爐渣返干線上的數(shù)值×0.9,爐渣噴濺預(yù)警線上的數(shù)值為爐渣噴濺線上的數(shù)值×0.9。 渣厚線處在這四條線之間,若與爐渣返干預(yù)警線相交且靠近爐渣返干線,表明爐渣處于返干狀態(tài);若與噴濺預(yù)警線相交且靠近噴濺線,則表明爐渣處于活躍狀態(tài),熔化良好。
冶煉前期4 min 內(nèi)采集70 個以上有效聲吶信號,據(jù)此確定渣厚曲線起始點(diǎn)并計(jì)算曲線平臺。
2.1.1 正常爐渣渣厚曲線
正常爐渣渣厚曲線見圖3。 由圖3 看出,冶煉過程中,前期成渣快速,渣厚曲線快速提升;中后期波動較小,曲線接近或略超噴濺預(yù)警線,全程化渣較好且爐渣較活躍。
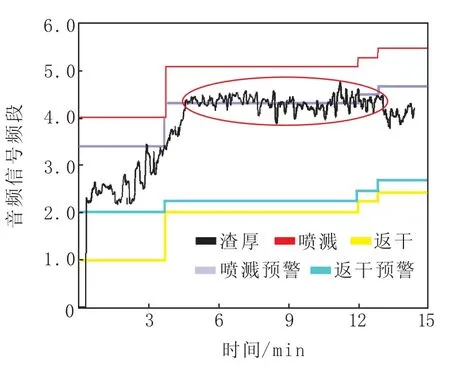
圖3 正常爐渣渣厚曲線Fig. 3 Slag Thickness Curves of Normal Slag
2.1.2 爐渣返干渣厚曲線
(1)冶煉前期爐渣返干渣厚曲線
冶煉前期爐渣返干渣厚曲線見圖4。由圖4 看出,冶煉5~7 min 處于爐渣返干期,渣厚曲線處在爐渣返干預(yù)警線和爐渣返干線之間。 如果前期氧槍槍位過低,未能及時調(diào)整氧槍高度提高爐內(nèi)FeO 含量,進(jìn)入C、O 劇烈反應(yīng)期后,爐內(nèi)FeO 消耗過大,爐渣會出現(xiàn)短暫的返干現(xiàn)象,7 min 后采取提槍操作,減少氧氣對熔池的強(qiáng)烈攪拌和沖擊,鋼液中C、O 反應(yīng)下降,爐內(nèi)FeO 含量提高,爐渣活躍度增加,曲線上升。
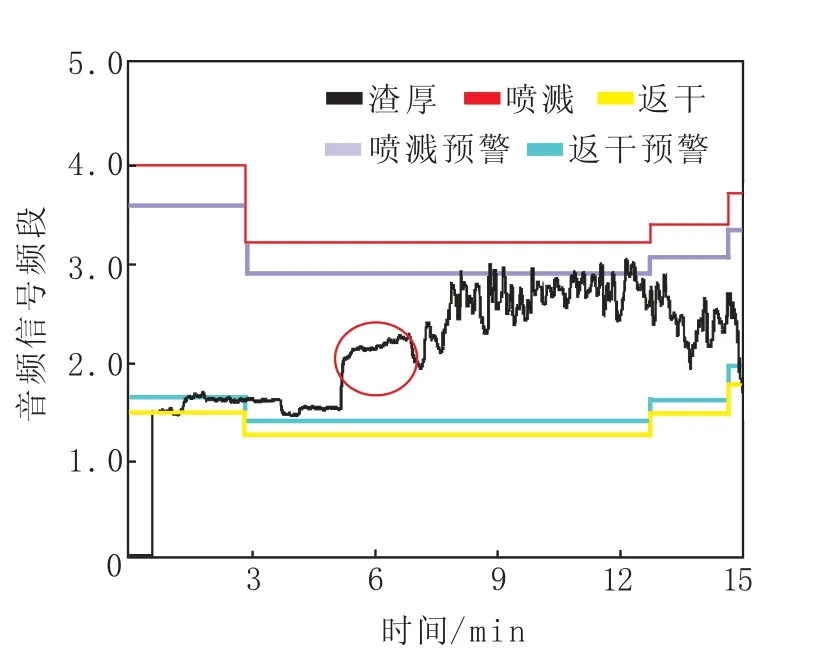
圖4 冶煉前期爐渣返干渣厚曲線Fig. 4 Slag Thickness Curves of Redried Slag during Early Stage of Smelting
(2)冶煉全程爐渣返干渣厚曲線
冶煉全程爐渣返干渣厚曲線見圖5。 冶煉過程中,由于未及時按渣厚曲線調(diào)整氧槍槍位,造成操作異常,冶煉全程爐渣返干,轉(zhuǎn)爐終點(diǎn)結(jié)果異常,磷含量超標(biāo),終點(diǎn)溫度低于目標(biāo)值,造成后期嚴(yán)重過吹。

圖5 冶煉全程爐渣返干渣厚曲線Fig. 5 Slag Thickness Curves of Redried Slag during Entire Process of Smelting
2.1.3 爐渣噴濺渣厚曲線
爐渣噴濺渣厚曲線見圖6[4]。
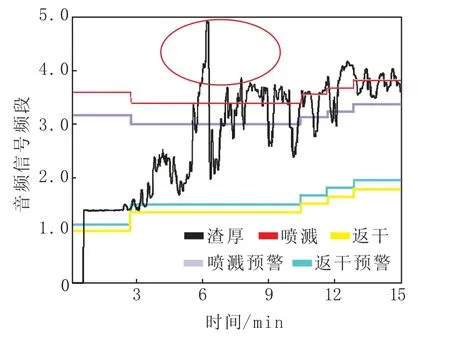
圖6 爐渣噴濺渣厚曲線Fig. 6 Slag Thickness Curves during Slag Splashing
冶煉過程中,隨著渣厚曲線高度的提升,逐漸接近爐渣噴濺預(yù)警線,如果未及時采取降低氧槍槍位操作,爐渣中會產(chǎn)生大量的FeO 并富集,造成爐渣異常活躍,渣厚曲線逐一穿過噴濺預(yù)警線、噴濺線,造成跑渣。
冶煉期間導(dǎo)致有些爐次渣厚曲線波動較大的主要原因是過程渣控制不平穩(wěn),造成爐渣返干、噴濺交替發(fā)生。
2.2 煤氣分析儀CO 曲線
2.2.1 正常爐渣時的CO 曲線
正常爐渣時的CO 曲線見圖7,呈現(xiàn)凸起狀山包型,曲線平穩(wěn)爬升直至最高點(diǎn),隨著時間的推移,C、O 反應(yīng)劇烈程度減弱,出現(xiàn)明顯的拐點(diǎn),曲線呈現(xiàn)下降趨勢。
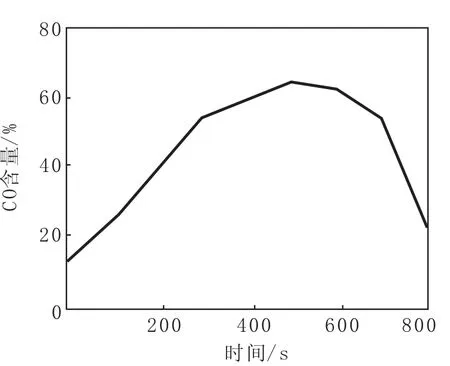
圖7 正常爐渣時的CO 曲線Fig. 7 CO Curves for Normal Slag
2.2.2 爐渣返干時的CO 曲線
爐渣返干時的CO 曲線見圖8[5]。 冶煉前期槍位偏低,爐內(nèi)C、O 快速反應(yīng)進(jìn)入劇烈期,F(xiàn)eO 含量消耗速率大于生成速率。當(dāng)FeO 含量低于10%時,爐內(nèi)出現(xiàn)爐渣返干現(xiàn)象,曲線斜率較大,拐點(diǎn)提前出現(xiàn)。 由于爐渣返干后,適當(dāng)采取弱吹模式,C、O反應(yīng)劇烈程度減弱,CO 含量急劇下降,渣中FeO富集后,氧槍槍位下降,C、O 再次劇烈反應(yīng),此時曲線會出現(xiàn)多個拐點(diǎn)。
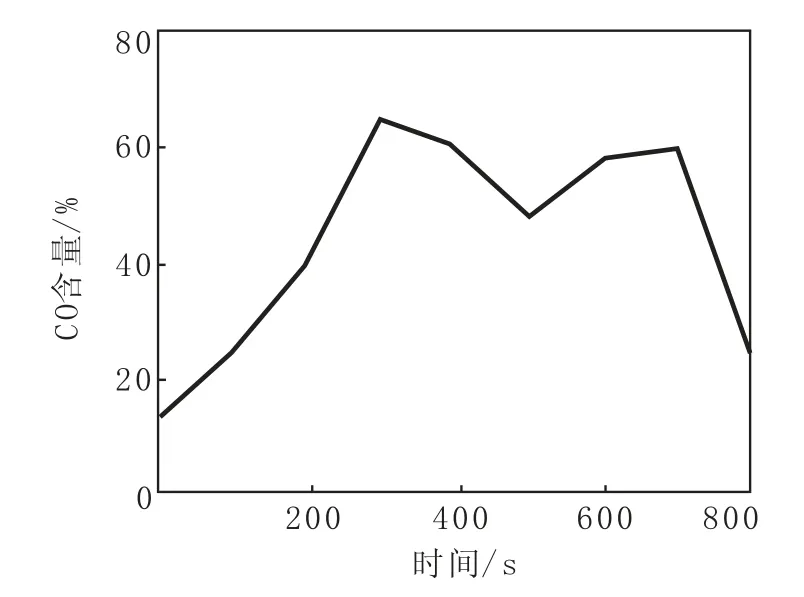
圖8 爐渣返干時的CO 曲線Fig. 8 CO Curves for Redryied Slag
2.2.3 爐渣噴濺時的CO 曲線
爐渣噴濺時的CO 曲線見圖9。 冶煉前期CO曲線緩慢上升,曲線斜率較小,槍位偏高,隨著槍位下降,出現(xiàn)一個反應(yīng)平臺,然后會出現(xiàn)急劇上升,此時C、O 急劇反應(yīng),爐渣異常活躍,出現(xiàn)噴濺現(xiàn)象。
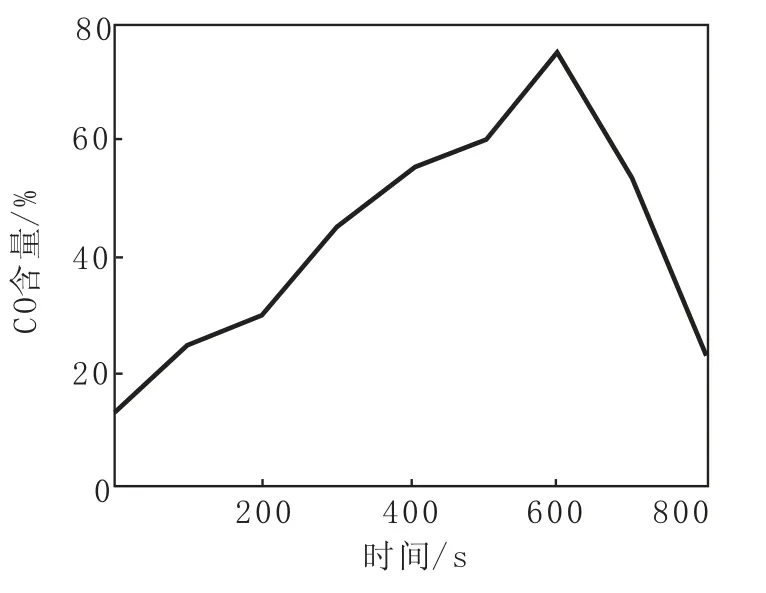
圖9 爐渣噴濺時CO 曲線Fig. 9 CO Curves for Splashed Slag
2.3 聲吶化渣系統(tǒng)和煤氣分析儀結(jié)合使用
正常爐渣時聲吶與CO 曲線結(jié)合圖像見圖10。兩者結(jié)合后能更準(zhǔn)確、更全面地反映冶煉期間爐渣的實(shí)時狀態(tài),又可以顯示爐渣的發(fā)展趨勢,避免原有單一曲線使用時的不足,有效地提高氧槍操作精度和準(zhǔn)確性。

圖10 正常爐渣時聲吶與CO 曲線結(jié)合圖像Fig. 10 Images of Sonar Combined with CO Curves for Normal Slag
3 優(yōu)化轉(zhuǎn)爐冶煉工藝參數(shù)
3.1 優(yōu)化噴濺、返干指數(shù)
隨著轉(zhuǎn)爐爐齡的增加,轉(zhuǎn)爐的實(shí)時爐容比逐漸變大,噴濺指數(shù)下降,爐渣返干指數(shù)會陡然上升,因此需要依據(jù)爐役不同時期微調(diào)噴濺和返干指數(shù),保證與爐體化渣的時效性,見表1 所示。
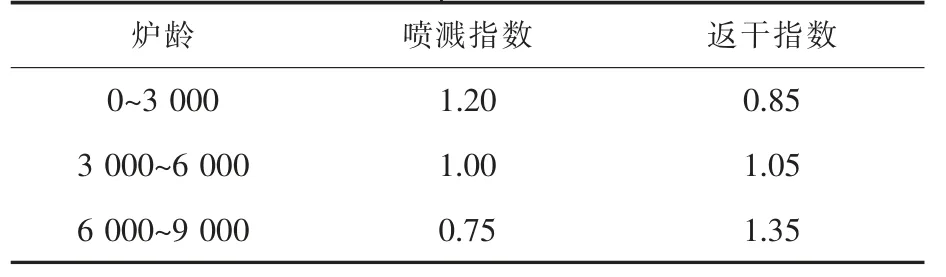
表1 優(yōu)化后的噴濺、返干指數(shù)Table 1 Splashing Index and Redrying Index after Optimization
3.2 優(yōu)化物料加入方式
聲吶化渣曲線前4 min 主要是音頻采集和回歸曲線計(jì)算過程,不是真實(shí)的爐渣狀態(tài),4 min 后開始加料。原隨機(jī)加料方式由于加料頻次過多,對音頻信號影響較大,干擾整個過程的槍位操作。因此,優(yōu)化物料加入方式,見表2 所示,減少加料次數(shù)對聲吶曲線造成的擾動[6]。
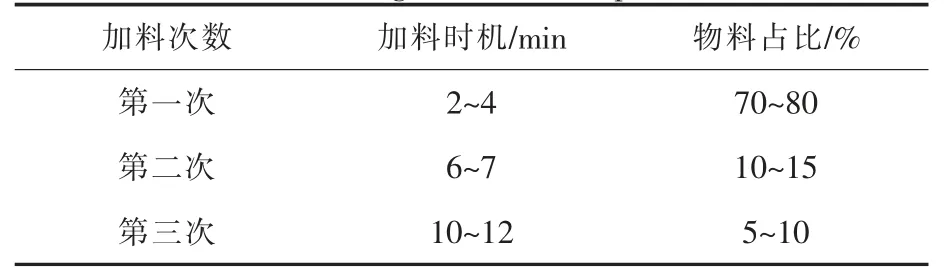
表2 優(yōu)化后加料方式Table 2 Feeding Mode after Optimization
3.3 優(yōu)化氧槍槍位
優(yōu)化后氧槍槍位曲線見圖11。
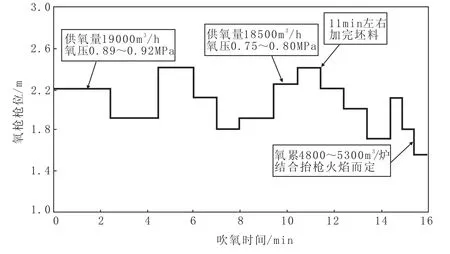
圖11 優(yōu)化后氧槍槍位曲線Fig. 11 Oxygen Lance Position Curves after Optimization
由圖11 可以看出,槍位采取高-低-高-低小幅度的升降模式。實(shí)際操作中,爐渣返干期間抬槍幅度每次不大于0.4 m,停留5~10 s。 通過聲吶信號反饋重新規(guī)劃曲線,決定是否再進(jìn)行抬槍操作。為了避免降槍過快爐渣溢出或再次造成爐渣返干,降槍幅度不大于0.2 m。
4 取得的效果
聲吶化渣系統(tǒng)和煤氣分析儀結(jié)合使用,并優(yōu)化轉(zhuǎn)爐工藝參數(shù)后,轉(zhuǎn)爐冶煉過程化渣效果得到明顯改善,表3 為優(yōu)化前后指標(biāo)對比。
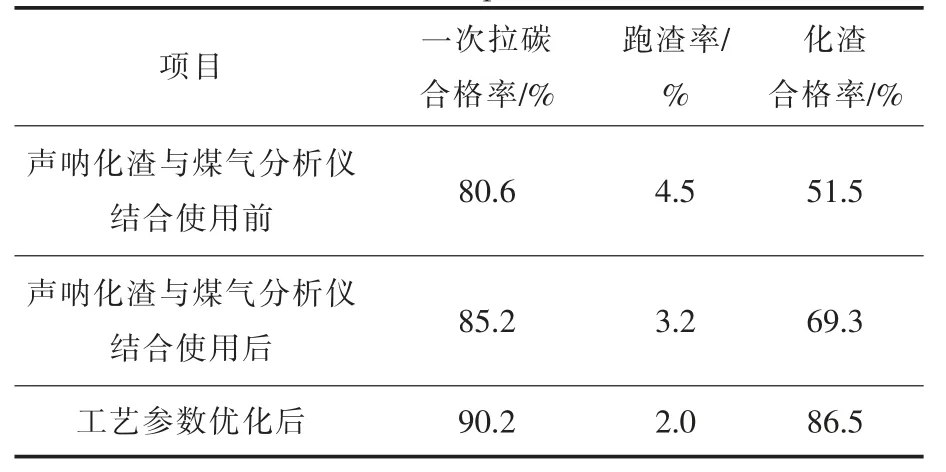
表3 優(yōu)化前后指標(biāo)對比Table 3 Comparison of Indexes before and after Optimization
由表3 得出,工藝優(yōu)化后,一次拉碳合格率提高了9.6%,減少了補(bǔ)吹量,有利于提高鋼水純凈度;跑渣率降低了2.5%,既提高了轉(zhuǎn)爐鋼水收得率又減少了可視化污染;化渣合格率提高了35%,提高了轉(zhuǎn)爐冶煉過程控制的穩(wěn)定性,提高了氧氣利用率。生產(chǎn)中降低了轉(zhuǎn)爐冶煉熔時,轉(zhuǎn)爐冶煉周期降低2 min/爐,提高了轉(zhuǎn)爐生產(chǎn)效率,實(shí)現(xiàn)了爐機(jī)匹配。
5 結(jié)語
鞍鋼股份有限公司煉鋼總廠針對90 t 轉(zhuǎn)爐冶煉過程中依靠人工經(jīng)驗(yàn)化渣,影響轉(zhuǎn)爐生產(chǎn)效率的問題,采用了聲吶化渣系統(tǒng)和煤氣分析儀相結(jié)合使用的方法,并對噴濺指數(shù)、加料方式和氧槍槍位等工藝參數(shù)進(jìn)行了優(yōu)化,一次拉碳合格率提高了9.6%,跑渣率降低了2.5%,化渣合格率提高了35%,提高了轉(zhuǎn)爐冶煉過程控制的穩(wěn)定性,提高了氧氣利用率,降低了轉(zhuǎn)爐冶煉熔時,轉(zhuǎn)爐冶煉周期降低2 min/爐,提高了轉(zhuǎn)爐生產(chǎn)效率,實(shí)現(xiàn)了爐機(jī)匹配,滿足煉鋼生產(chǎn)的要求。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費(fèi)導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45