一種全自動折彎工作島的工藝規劃
2023-08-24 19:25:05鄭鵬奇肖時剛桂雙軍
專用汽車 2023年8期
鄭鵬奇 肖時剛 桂雙軍

摘要:對小型零件和中大型尺寸零件提出一種全自動折彎工作島工藝實施方案,通過用AGV上料、3D視覺識別、機器人抓取、機器人折彎、機器人碼垛、AGV下料,實現了折彎作業過程自動化、無人化、智能化,從而實現了多品種批量的柔性化生產。該方案中人工只負責設備開啟、維護、異常處理及上模的更換,大大降低勞動強度,提升效率,并提高產品穩定性。
關鍵詞:自動折彎;機器人;工作島;模具
中圖分類號:U466? 收稿日期:2023-04-10
DOI:10.19999/j.cnki.1004-0226.2023.08.026
1 前言
在當今生產制造業領域,鈑金折彎成形已經滲透到諸多行業,如汽車、家電、電氣、廚具、電子及消費品等。折彎工序在整個鈑金加工工藝流程中起到承上啟下的重要作用,折彎工藝的好壞直接影響到產品的最終尺寸及外觀。
傳統作業時每臺折彎機均需要配備操作員。對于較大、較重的零件,進行折彎時需要兩人甚至多人配合作業,人工成本較高,同時人工操作不能長時間作業,且作業具有一定的危險性,有工傷風險。
目前市場上也存在有使用專機進行折彎,但操作性、靈活性以及空間上仍有不足。隨著鈑金加工自動化、智能化、數字化的發展,由機器人與數控折彎機組成的鈑金折彎柔性加工單元已成為主流趨勢[1]。對于很多中小企業來說,投資成本較低的全自動折彎島可能更加適用。
2 方案規劃
2.1 需求功能要求
a.實現多種產品的無人化生產,功能包括:來料的自動識別、自動換抓手、自動調用機器人和折彎機程序功能、自動上料、自動折彎、自動調整滑塊下壓位置、自動下料。
b.加工的產品效率要求:機器人直線速度1m/s時,130臺套產品(單臺套約25個零件)生產完成時間應小于20 h(不含待料、換模、來料問題處理等時間)。
c.設備連續工作能力:每日2班工作制,每班10 h。要求設備具備不停機連續工作的能力,平均每月工作時間不小于580 h。
d.物料連續供給能力:工作島1上下料工位采用雙工作位,工作島2上下料工位采用單工作位(兩臺機器人復用一個上料位),提前3 min通知AGV調度系統,同時應向換模人員發出是否換模的信號。
e.物料識別要求:機器人在抓取物料時通過視覺及人工掃碼校驗物料型號,如有異常自動報警;能識別空托盤,缺料能提前提示報警。
f.報警與停止:來料區零件高度(或數量)低于設定值,工作島發出報警音,來料區無料,工作島自動停止作業。
2.2 方案規劃
本文的自動折彎方案規劃兩種常用工作島,如圖1所示,包括400 d自動折彎工作島(單機器人)和300 d自動折彎工作島(雙機器人)。可實現大零件在400 d折彎島(左側)、小零件在300 d折彎島(右側)的無人化和柔性化生產。
2.3 布局和組成
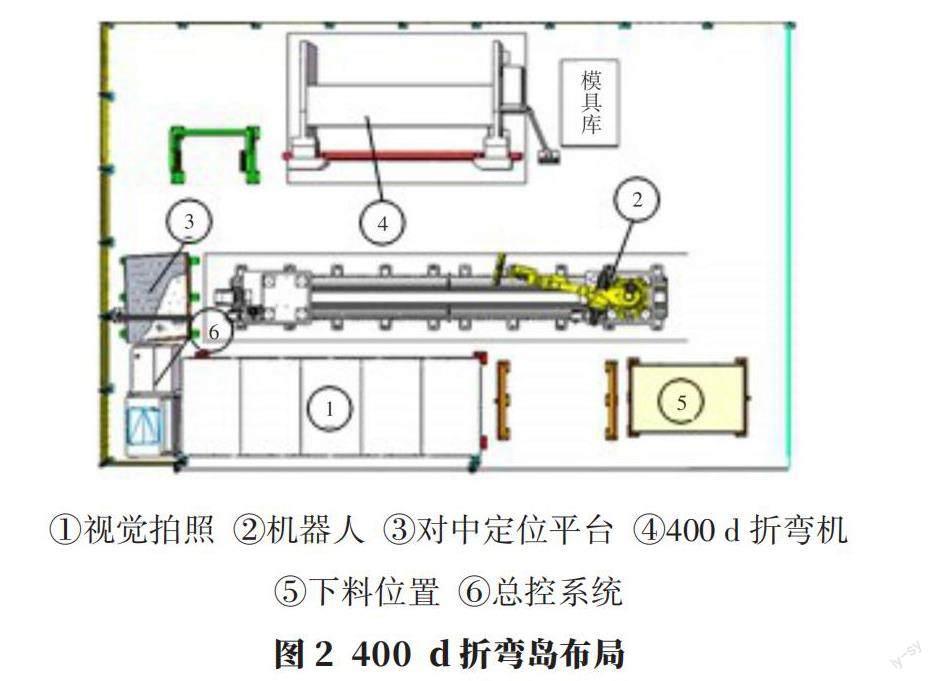
400 d自動折彎工作島由視覺識別系統、對中定位系統、機器人、折彎機、總控系統組成,此工作島為單機器人折彎工作島。視覺識別系統包括3D智能相機模塊3個,用于識別來料零件,給予機器人抓取位置,以及零件視覺精定位;對中定位系統1套,用于零件機械對中精定位;折彎機器人(荷載≥100 kg)1臺,用于零件上料、折彎以及下料的抓取;400 d折彎機1臺,用于實現零件折彎;總控系統1套,用于400 d自動折彎工作島的總控制。
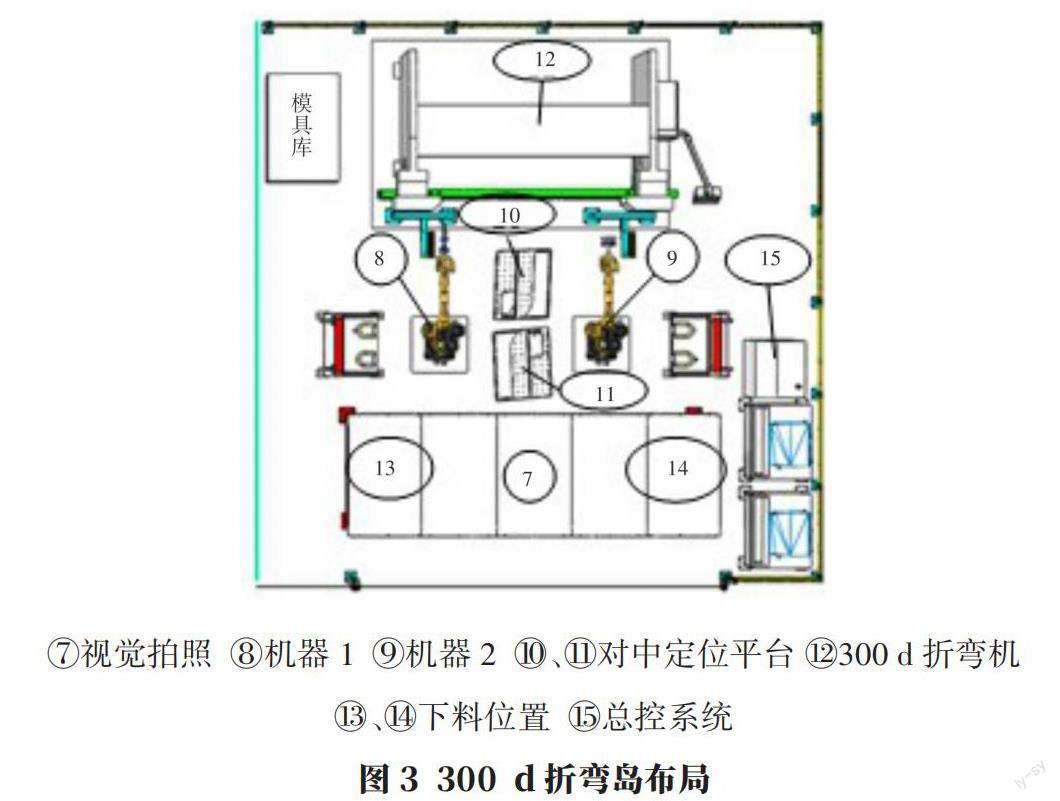
300 d自動折彎工作島由視覺識別系統、對中定位系統、機器人、折彎機、總控系統組成,此工作島的對中定位系統有兩套,折彎機器人兩臺,為雙機器人聯動式折彎工作島。視覺識別系統包括3D智能相機模塊1個,2D智能相機模塊2個,用于識別來料零件,給予機器人抓取位置,以及零件視覺精定位;對中定位系統兩套,用于零件機械對中精定位;折彎機器人(荷載≥30 kg)兩臺,用于零件上料、折彎以及下料的抓取;300 d折彎機1臺,用于實現零件折彎;總控系統1套,用于300 d自動折彎工作島的總控制。
2.4 工藝流程
400 d自動折彎工作島布局如圖2所示,其作業流程為:AGV上料至上料區,視覺拍照①識別零件,自動調用機器人和折彎機程序,機器人②抓取零件放置到對中定位平臺③精定位,機器人抓取零件至400 d折彎機④后檔止定位,折彎機下行完成折彎,機器人跟隨折彎完成后抓取零件至下料位⑤碼垛,機器人返回,繼續下一次作業,總控系統⑥用于控制此工作島作業過程。
300 d自動折彎工作島布局如圖3所示。其作業流程為:AGV上料至上料區,視覺拍照⑦識別零件,自動調用機器人和折彎機程序,機器人1⑧抓取零件放置到對中定位平臺⑩精定位,機器人1抓取零件至300 d折彎機?后檔止定位,視覺拍照⑦,機器人2⑨抓取零件放置到對中定位平臺?精定位,機器人2抓取零件至300 d折彎機?后檔止定位,折彎機下行完成折彎,機器人1跟隨折彎完成后抓取零件至下料位?碼垛,機器人2跟隨折彎完成后抓取零件至下料位?碼垛,機器人1和機器人2返回,繼續下一次作業,總控系統?用于控制此工作島作業過程。
自動折彎島工藝流程簡圖如圖4所示。
a.操作員工接收到某一工件的折彎任務后,開啟設備,人工檢查折彎機上下模是否符合工件的生產,并檢查機器人初始狀態是否正常。
b.檢查無異常后,啟動自動模式,待AGV來料至上料區,視覺系統識別出來料零件,并調用相應的定位、搬運程序、對中位置和折彎程序。
c.機器人行駛至上料區拿取板料,并放置至對中平臺進行對中、定位;再將板料搬運至折彎機后擋料處進行再定位;定位完成后,調用相應的折彎程序,折彎機滑塊下行開始折彎。
d.機器人再將折彎完成的工件搬運至下料區,并按照零件進行碼垛,以上循環進行。
e.當系統檢測到待加工板料不足,搬運系統需向工廠MES或MOM[2]反饋信號,調度AGV進行自動補料;當系統檢測到成品區碼垛即將滿時,搬運系統向工廠MES或MOM反饋信號,調度AGV將成品區清空,并補充空載托盤。為避免出現機器人、折彎機等待上料零件或成品零件清空,上料區和成品區設置A、B工位,以實現機器人連續、不間斷工作。
2.5 方案設計
生產線的布局在實現要求的功能前提下,不僅要考慮生產節拍的最優,還要考慮AGV送料、更換模具、維修保養等的便利性。布局要緊湊,整個折彎單元占地面積9 m×8 m。
400 d自動折彎島和300 d全自動折彎島詳細設計如圖5、圖6所示。
2.6 自動上下料
零件在專用托盤上按規范多排多列多層擺放,由AGV送至工作島,工作島設置上料位與下料位,并采用機械定位裝置用于托盤粗定位。工作島通過視覺系統識別來料,并將視覺等信息反饋給搬運機器人,進而實現零件自動抓取。折彎完成后,搬運機器人抓取零件整齊擺放至成品托盤內,零件需考慮碼放形式。
工作島1用于折大件,采取上下料雙工位方式實現物料連續傳輸,以保證多規格產品不停機作業與無人化作業(不換型情況下)。對于上料作業,當C上料位物料抓空后,機器人自行移動至D上料位進行抓取,同時向MES系統反饋信號,調度AGV小車對C上料位的物料進行物料補充或更換,直至D上料位物料被抓空,如此循環往復。對于下料作業,當系統檢測到A下料位物料滿載后,自動輸送物料至B下料位上的進行下料作業,同時向MES系統反饋信號,調度AGV。
工作島2用于折中小件,采用單工位上料、雙工位下料工作方式實現物料的連續傳輸,以保證多規格產品無人化作業(不換型情況下)。對于上料作業,兩臺機器人共用1個上料位,當上料位物料抓空后,由AGV小車進行物料補充或更換,如此循環往復;對于下料作業,當系統檢測到A下料位物料滿載時,向MES系統反饋信號,調度AGV進行A下料位物料的搬出,并自動補充空托盤A下料位,B下料工作原理相同。
上料時通過3D相機和人工掃碼協同工作識別工件的種類和位置,可以根據每款產品工藝流程自動生成控制配方,實現柔性控制。
3 設備關鍵技術參數
3.1 折彎機配置及參數
機床主要技術參數包括公稱壓力、最大折彎長度、最大開啟高度、兩側立柱之間距離、滑塊行程、喉口深度、數控軸數、快下速度、工作速度、返程速度等項目,各項技術參數都需要滿足給定范圍,具體要求如表1所示。
機床配置6+1軸(Y1、Y2、V、X、R、Z1、Z2),數控系統采用荷蘭DA66T數控系統。
機床運動精準、穩定、可靠,作業時無抖動,折彎回程前段應緩慢卸荷,上模完全脫離工件后再快速回程,折彎機需配備冷卻系統,防止連續工作導致油溫過高。
機床主要由機架、工作臺、后擋料和滑塊組成,機架等主要構件需采用全鋼整體焊接結構,并采用美國ANSYS和UGS/CAD/CAE/CAM三維軟件進行有限元分析和設計[3],保證精度穩定可靠。
3.2 折彎機模具設計要求
a.工件載荷在模具可承受范圍內。
b.避免工件干涉、避開孔位,防止孔翻邊變形。
c.模具盡可能通用,上下模種類數量滿足圖紙要求(下模覆蓋R角根據圖紙能完成工件);同時提供1套儲存上下模具的模具庫;下模使用單V模具。
d.上下模的實際數量應滿足所述零件的折彎,并具備可擴展至其他零件的折彎。
3.3 折彎機機器人基本要求
折彎機器人配合智能相機用于工件自動識別工件種類(可識別混料)、與折彎機通信,自動上下料(工作站1工件≤70 kg,工作站2工件≤12 kg),自動跟隨(折彎線垂直方向外露尺寸小于300 mm除外),自動碼垛(碼垛方式乙方根據工件具體情況確定),實現工件搬運無人化生產,人工只負責設備開啟、維護、異常處理及模具的更換,其它均由機器人負責。
機器人節拍要求:上下件約30 s(只針對上料位取件、對中、送至折彎機工作臺、取出、放至下料位5個動作,在1 m/s位移速度下。
利用3D虛擬場景技術中,合理規劃折彎機器人路徑,可實現折彎機器人折彎加工的運動仿真,為折彎可行性提供可靠、有效的數據支持和模型支撐[4]。
機器人主要參數包括機器人型號、TP線纜長度、額定負載、額定臂展、重復定位精度、軸數等,具體如表2所示。
3.4 模具材料及硬度要求
a.上下模,材料建議采用6CrW2Si/42CrMo或同等級別工具鋼,球化后整體調質,硬度HRC45-55HRC。
b.下模硬度應不低于上模硬度(建議下模比上模高2-3HRC)。
c.鑲嵌圓棒建議采用Cr12MoV或同等級別工具鋼,硬度58-62HRC。
d.模具精度滿足:尺寸與精度符合圖紙,直線度和平行度≤0.02 mm,(若分段)接縫處臺階≤0.02 mm,工作部位粗糙度為Ra0.4。
e.模具硬度滿足:上下模工作部位硬度HRC60以上,模具淬硬層深度≥1 mm。
3.5 數控系統
a.CNC滑塊Y1-Y2軸。兩個獨立伺服液壓軸,通過HEIDENHAIN[5]光柵尺定位,測量精度高達±0.4″,抗污染特性極高,閉環控制保證滑塊定位精度高達±0.01 mm。控制系統通過液壓比例閥分配兩油缸流量,保證滑塊平行運動,調整左右角度或設置傾角供特殊用途。光柵精度:+/-0.005 mm;讀數精度:+/-0.01 mm;定位精度:+/-0.01 mm。
b.X軸。通過AC伺服電機-控制后擋料的前后移動,用來控制折彎擋邊尺寸,左右驅動單元為鋁型材,穩定性高;傳動電機位于機床后部便于檢修。后定位行程:500 mm;最大移動速度:300 mm/s;重復定位精度:±0.02 mm;定位精度:±0.1 mm。
c.R軸。R軸為擋料上升、下降軸。上下移動位移為:+100/-100 mm;最大移動速度:300mm /s;定位精度:+/-0.1 mm。
d.Z1、Z2軸。Z1、Z2軸為擋料爪沿擋料橫梁左右移動軸,擋料不同區域板料。左右移動位移為1 000 mm,最大移動速度為300 mm/s,定位精度為±0.1 mm/m。
e.V軸-數控的撓度補償系統(工作臺的拱形調整)。讀數精度為0.01 mm。
CNC撓度補償系統可以確保在折彎操作中工作臺面與上滑塊始終保持平行。板料厚度、長度、下刀開口與拉伸強度等數據均被輸入到數控系統中,折彎強度與相應的工作臺及上滑塊的偏移被自動計算確定,每次折彎操作均會通過計算機自動指揮伺服電機,來調整工作臺面的凸起量達到最佳位置系統提供自動修正和自動補償能力,能方便、可靠、精確地通過電腦調節每200 mm距離,在全長范圍內撓度曲線吻合變形曲線使全長角度一致。
3.6 智能相機
智能相機采用3D的方式,對料框內的工件進行拍照,對工件進行識別、粗定位和精定位,引導搬運機器人對料框內的工件進行抓取,智能相機主要技術參數表如表3所示。
智能相機運用機器視覺識別技術實現鈑金加工過程中自動定位,去掉繁雜的鈑金加工過程中的特定模具,利用視覺圖像處理實現鈑金加工過程中的精確定位自動加工[6]。
3.7 其他附屬設備
a.機器人抓手。抓手采用吸盤、磁鐵組合的形式,要涵蓋全部產品的抓取,基本功能:機器人根據工件的需求,通過ATC換手盤自動更換手爪。手爪上設有工件在位檢測傳感器,機器人后臺程序需要設有監控功能,防止操作人員誤操作導致手爪松開工件發生意外。
b.上料臺。上料位具有以下基本功能:上料區域設有初定位裝置,方便AGV快速放置托盤至上料臺上。上料過程中,人員不可闖入安全光柵,若此時人員闖入,立刻停止工作,需要人工手動復位。上下料區設有料框限位裝置,單個上料臺最大負載2 d,上料臺工件最高不能碼放超過0.3 m。
c.下料貨架。下料貨架實現以下基本功能:下料區域需要設有AGV限位裝置。單個下料貨架最大負載2 d,碼放最大高度限制在0.3 m。
d.翻面臺。翻面臺實現以下基本功能:翻面臺用于對部分工件進行翻面交換,安裝有磁性吸盤[7],用于對鐵板臨時固定。機器人調整姿態,通過上放下抓或下放上抓的方式實現工件的翻面,手爪需要避開翻面臺支架的干涉。
e.換手架及換手盤。“換手爪”[8]實現以下基本功能:換手架用于存放系統中的多個手爪,機器人根據系統需求,到換手架上抓取相應的手爪。
換手盤采用1主多副,機器人通過換手盤實現自動換手作業。換手架設有防塵罩,防止現場粉塵對換手盤造成影響。換手架設有手爪在位檢測,放置手爪時,機器人需要判斷手爪在位信號,否則無法松開換手盤。
4 結語
全自動化折彎工作島工藝方案的優點:
a.采用3D相機視覺識別工件外形,自動計算抓取點,對來料方向性要求不高。
b.多個上下料位,且接入工廠AGV物流,實現了物料無人化輸送。
c.其中400T工作島主要折彎大件,采用單機器人作業模式,300T工作島主要折彎小工件,采用雙機聯動作業模式,能實現一出二,極大地提高了折彎效率。
隨著“工業4.0”時代以及“智能制造與中國制造2025”概念的到來,鈑金行業也不例外地進行著一場變革。智能化、柔性化加工技術已成為鈑金高端制造者的追求和愿望[9]。本文的全自動折彎工作島工藝方案集自動化、無人化、智能化、AGV自動上下料等于一體,大大降低勞動強度,提升效率,并提高產品穩定性,可實現多品種批量柔性化生產,為鈑金加工行業提供了一種新型的高效率的生產途徑[10]。
參考文獻:
[1]周康.面向機器人折彎的智能工藝規劃[D].南京:南京航空航天大學,2021.
[2]彭先濤,王鵬.智能制造之數字化轉型核心——MES/MOM落地[J].智能制造,2022(6):70-73.
[3]唐元玉,何小婷.有限元分析在零件結構優化中的應用[J].紡織器材,2023,50(1):30-33.
[4]何健,游有鵬.機器人鈑金折彎路徑規劃與仿真研究[J].機械與電子,2022,40(5):72-76.
[5]海德漢(HEIDENHAIN)公司最近產品和應用介紹[J].電子工業專用設備,2014,43(1):67-68.
[6]陳鵬.基于機器視覺自動定位折彎機研究[D].廣州:華南理工大學,2019.
[7]李成,梅曾輝,陶忠平,等.自動化沖壓線機械手端拾器磁性吸盤的應用[J].鍛造與沖壓,2020(18):70-72.
[8]馬銳瑾.基于機器人“換手爪”的柔性分揀系統研究[D].昆明:云南財經大學,2021.
[9]馬會元.機器人折彎單元的技術特點及應用[J].世界制造技術與裝備市場,2019(3):48-54.
[10]王濤.自動折彎生產線的研究與開發[D].南京:南京航空航天大學,2014.
作者簡介:
鄭鵬奇,男,1983年生,工程師,研究方向為工藝制造及規劃。