DP1000超高強度雙相鋼激光對接焊工藝研究
2023-08-30 05:19:40許新軍
熱處理技術與裝備 2023年4期
許新軍,宋 濤
(1.歌爾股份有限公司,山東 濰坊 262000; 2.濰柴雷沃智慧農業科技股份有限公司,山東 濰坊 262000)
汽車車身輕量化是解決環境污染和能源短缺問題的重要舉措,但是車身的輕量化不能降低駕乘安全性、舒適性。DP雙相鋼較傳統的低合金鋼具有更高強度和耐沖擊性,倍受國內外汽車制造商的青睞,越來越多的汽車關鍵零部件采用DP雙相鋼[1-2]。雙相鋼是指由低碳鋼或低合金高強度鋼通過臨界區域處理或者控軋控冷法獲得,由于C、Mn、Si元素含量相對較高,焊接后在焊縫處存在晶粒粗大、熱影響區軟化等問題[3-4]。因此,研究焊接的最佳工藝參數是采用DP1000超高強度雙相鋼的重要課題。相比與傳統的焊接方法,激光焊接熱量集中,熱影響區小,是DP1000超高強度雙相鋼焊接首選技術。
1 試驗材料及方法
1.1 試驗材料
本試驗采用厚度為1.5 mm的DP1000超高強度雙相鋼,尺寸為120 mm×90 mm,供貨態為冷軋狀態。其具體化學成分見表1。

表1 DP1000超高強度雙相鋼的化學成分(質量分數,%)Table 1 Chemical composition of DP1000 ultra high strength dual phase steel(mass fraction,%)
1.2 激光焊接試驗
對尺寸為120 mm×90 mm×1.5 mm的DP1000冷軋鋼板試樣進行預處理,預處理工藝為910 ℃保溫5 min,水淬,淬火過程需要用專用夾具固定,防止變形。預處理后用砂紙打磨掉表面的氧化層,再用丙酮清洗表面,焊接時用夾具將對接接頭固定并保證接口緊密連接。
焊接設備為YAG型光纖激光焊接系統,激光器為IPG YLS-6000-S2T,焦距160 mm,脈寬選用10 ms,其中單點激光能量為25 J,激光焦點直徑為0.29 mm,焊接過程中采用氬氣防護,其流量為20 L/min。焊接速度分別為4、6、8和10 mm/s,激光功率分別為1.5、1.6和1.7 kW。室溫環境下,以氬氣作為保護氣,傾斜45°焊接。激光焊接工藝編號見表2。
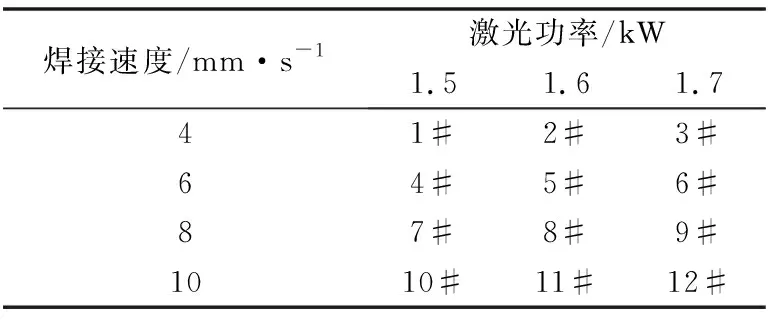
表2 激光焊接工藝Table 2 Laser welding process number
1.3 試驗方法
采用倒置式光學顯微鏡觀察焊縫的顯微組織,并且測量焊縫的熔深和熔寬。采用日立S-3400N場發射掃描電鏡對晶粒內部析出物進行分析。采用HBS-1000AT型顯微硬度計沿著熔合線作為原點,間隔0.1 mm依次向兩側進行硬度測試,加載載荷150 g,保壓時間15 s,并繪制測試值曲線,進一步分析焊縫區域硬度變化。按照標準GB/T 2651—2008焊接接頭拉伸試驗方法加工拉伸試樣,采用WAW-100型電子萬能試驗機按照標準GB/T 228.1—2010要求進行抗拉強度測試[5]。
2 結果與分析
2.1 焊接工藝參數對焊縫成形的影響
2.1.1 焊接功率對焊縫成形的影響
焊接速度為6 mm/s的條件下,不同功率激光焊接時得到的焊縫正反面宏觀形貌如圖1、2所示。對比圖1、圖2可知,激光功率對焊接接頭的成形質量影響依次為1.6 kW>1.5 kW>1.7 kW,即在6 mm/s焊接速度下,激光功率為1.6 kW是比較合理的。
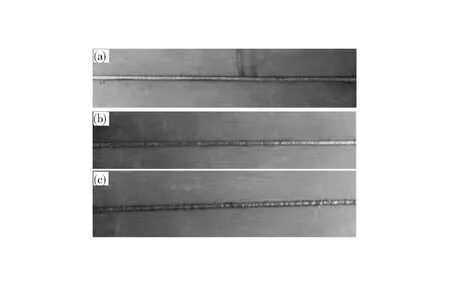
(a)1.5 kW;(b)1.6 kW;(c)1.7 kW圖1 焊接速度為6 mm/s時不同激光功率下焊縫正面的宏觀形貌Fig.1 Macro morphology of the front face of the weld seam at different laser power and welding speed of 6 mm/s
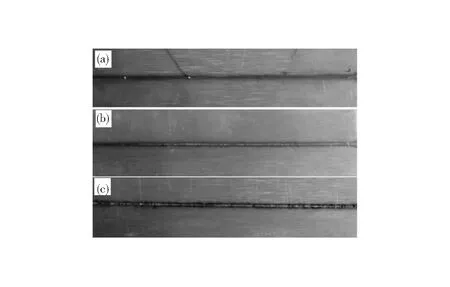
(a)1.5 kW;(b)1.6 kW;(c)1.7 kW圖2 焊接速度為6 mm/s時不同激光功率下焊縫背面的宏觀形貌Fig.2 Macro morphology of the back face of the weld seam at different laser power and welding speed of 6 mm/s
激光焊接功率為1.7 kW條件下,不同焊接速度焊接時得到的焊縫正反面宏觀形貌如圖3、圖4所示。可以看出,焊接速度對焊縫成形性影響較大,焊接速度越快,焊縫越窄,同時焊縫的光亮度增加;但焊接速度越快,所需要的氬氣就越少,保持氬氣流量不變,保護效果越好。對比圖3、4可知,焊接速度對焊接接頭的成形質量影響依次為8 mm/s>6 mm/s>10 mm/s>4 mm/s,即在1.7 kW激光焊接功率下,焊接速度為8 mm/s是比較合理的。
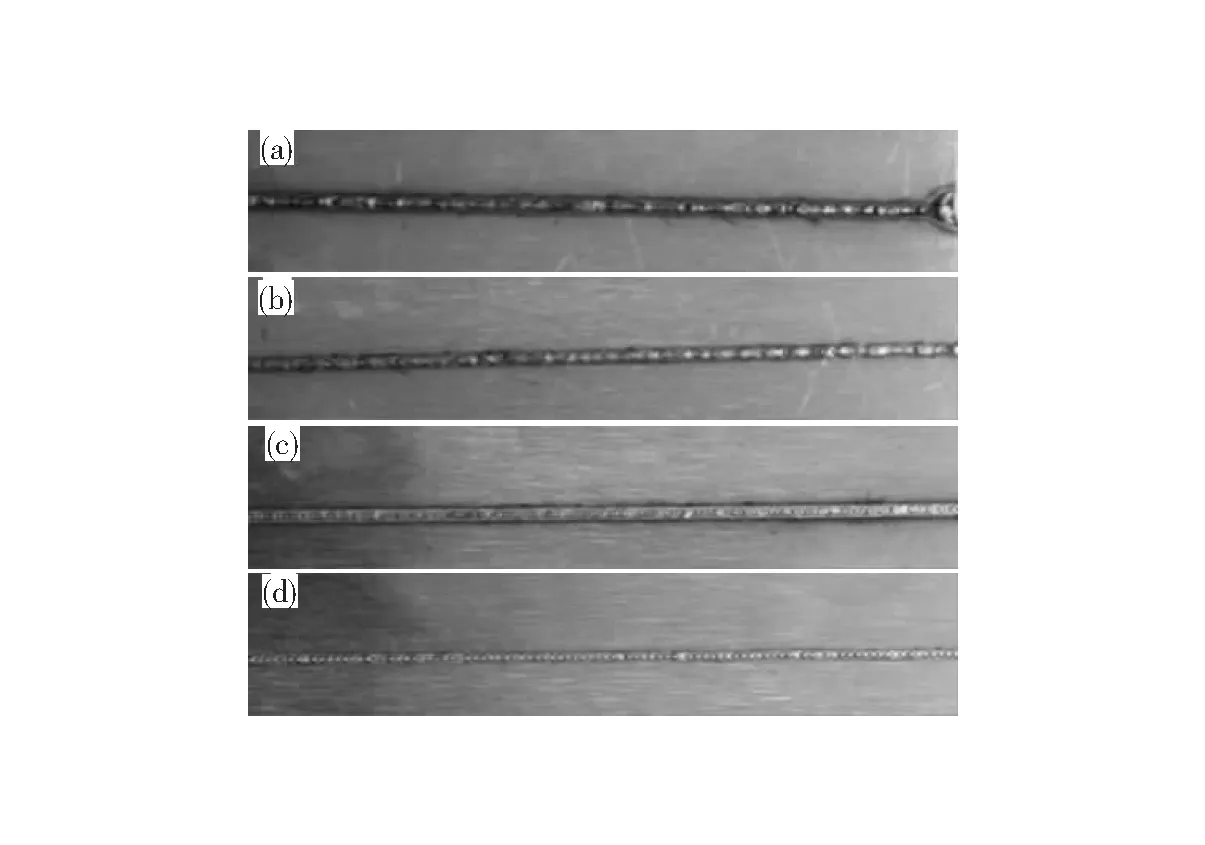
(a)4 mm/s;(b)6 mm/s;(c)8 mm/s;(d)10 mm/s圖3 激光功率為1.7 kW時不同焊接速度下焊縫正面的宏觀形貌Fig.3 Macro morphology of the front face of the weld seam at different welding speed and laser power of 1.7 kW
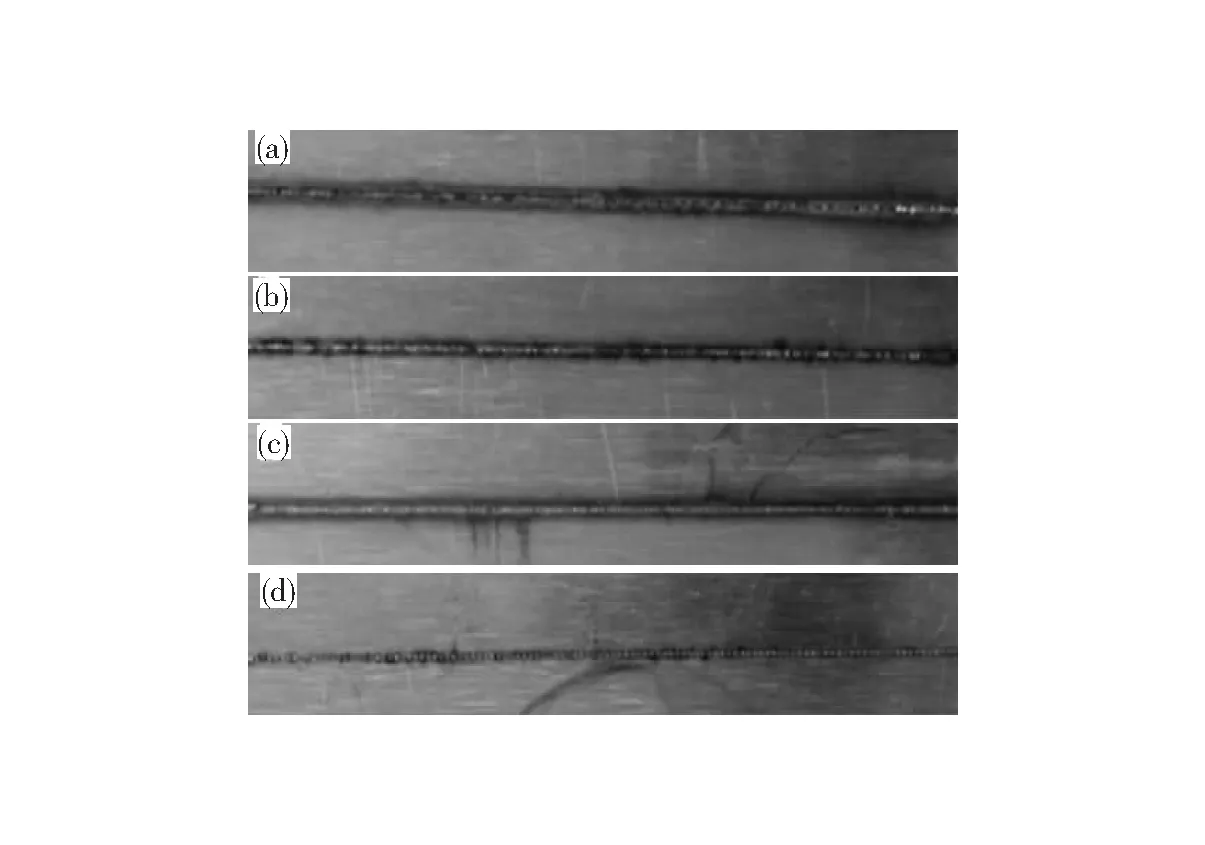
(a)4 mm/s;(b)6 mm/s;(c)8 mm/s;(d)10 mm/s圖4 激光功率為1.7 kW時不同焊接速度下焊縫背面的宏觀形貌Fig.4 Macro morphology of the back face of the weld seam at different welding speed and laser power of 1.7 kW
不同激光焊接功率對DP1000雙相鋼焊縫熔深和熔寬的影響如圖5所示。由圖5(a)可知,焊接速度保持不變,焊接功率越高,焊縫的熔深越大。當激光功率達到1.7 kW時,焊接速度由4 mm/s升高到10 mm/s,激光束能夠完全穿透試驗材料,此時熔深能夠達到1.5 mm。由圖5(b)可知,焊接速度為6~8 mm/s時,焊縫熔池寬度變化與激光器功率沒有明顯的關系。當激光功率增加到1.6 kW時,熔池寬度反而會有所減小;激光功率達到1.7 kW時,熔池寬度會大大增加。這是由于1.6 kW為激光深熔焊閾值,此時焊接模式發生了變化,從導熱焊變成了深熔焊。因為導熱焊的焊縫寬且淺,深熔焊的焊縫深且窄。激光功率由1.5 kW增加到1.6 kW,焊縫的熔寬有所下降,但是焊縫的熔深卻大幅度增加。
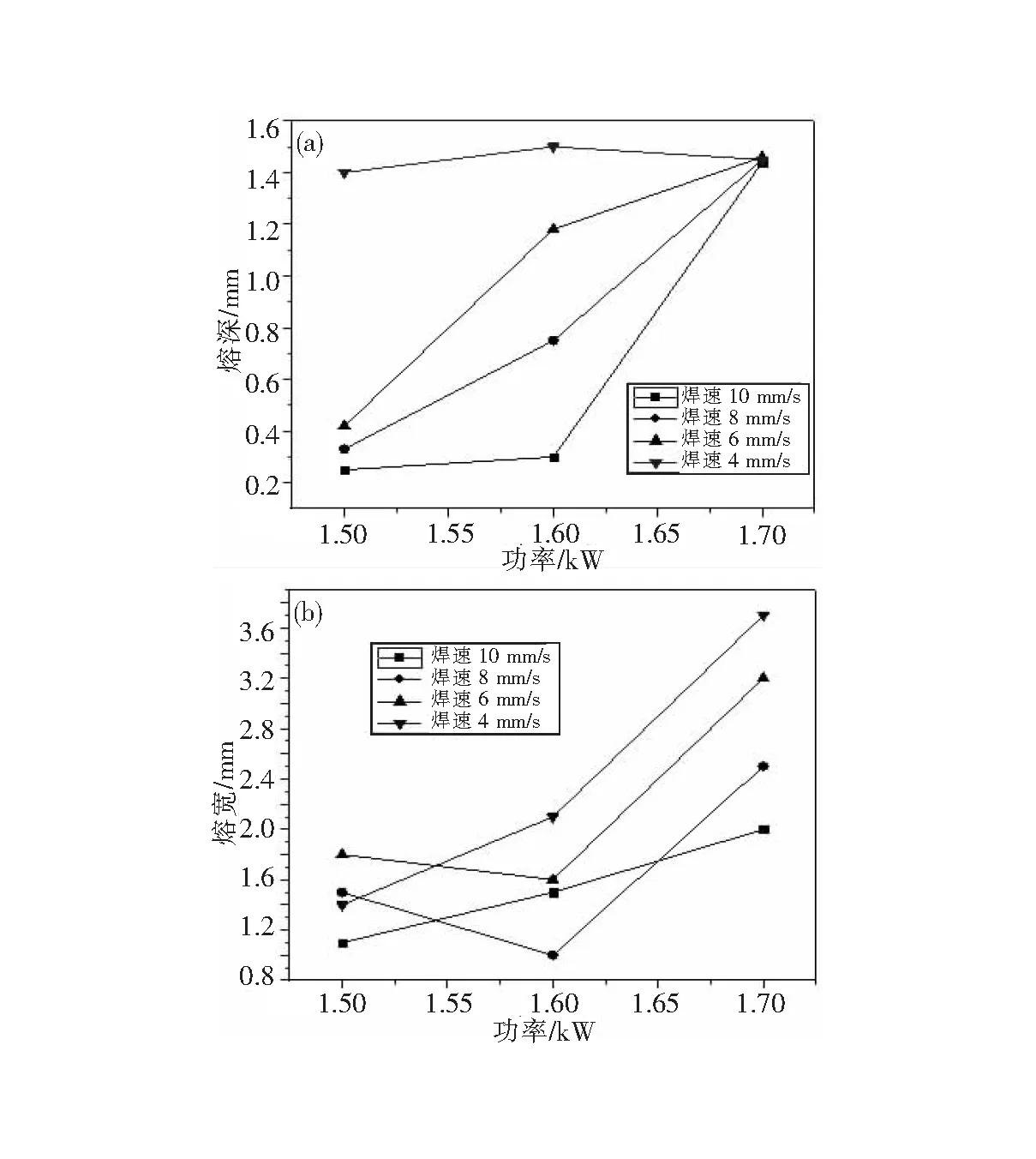
(a) 熔深;(b)熔寬圖5 激光功率對焊縫成形的影響(a)penetration depth;(b)weld widthFig.5 The effect of laser power on weld forming
2.1.2 焊接速度對焊縫成形的影響
焊接速度影響著焊接生產效率,是焊縫成型的重要工藝參數。熔池深度和寬度對于焊縫形狀有著重要影響,熔寬是指焊縫間距,熔深則是母材熔化的深度。其他參數不變時,焊接速度會降低或者提高焊接熱的輸入或減少量,改變熔池的流動方式和尺寸形狀。
當激光焊接功率為1.5 kW時,隨著焊接速度的增大,熔池深度、寬度以及深寬比總體呈現減小的趨勢。焊接速度為4 mm/s時,激光熔透式焊接,深寬比較大,熔深可達1.5 mm,但熔寬較小;焊接速度較快時,為導熱焊模式,焊接速度對于深寬比和熔深影響不大,但熔寬隨著焊接速度的增加而顯著增大,如圖6(a)所示。
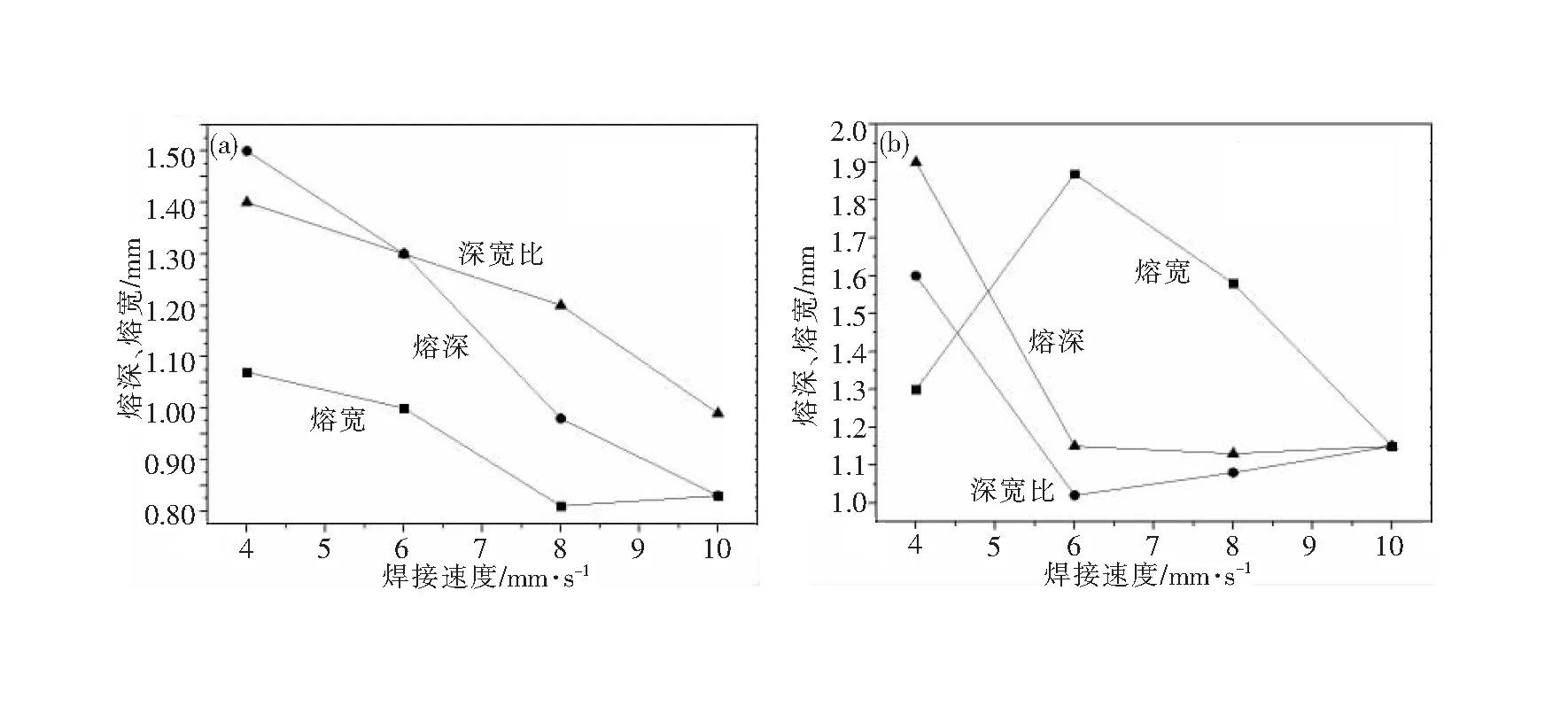
(a)焊接功率1.5 kW;(b)焊接功率1.7 kW圖6 焊接速度對焊縫成形的影響(a)welding power of 1.5 kW; (b)welding power of 1.7 kWFig.6 The effect of welding speed on weld forming
當激光焊接功率為1.7 kW時,輸出功率密度可以實現完全熔透焊接,此時為深熔焊。隨著焊接速度的升高,焊縫的寬度先增大后減小,在6 mm/s時焊縫最寬;焊縫深度則是先減小后增大,6 mm/s時深度最小。激光功率保持不變,焊接速度升高,在焊接過程中熱輸入會減少,深寬比減小,超過6 mm/s深寬比變化不大,如圖6(b)所示。
2.1.3 熱輸入對焊縫成形的影響
焊接過程中熱量的輸入間接反映了焊接熱源輸入在焊縫單位長度上的能量,不同的能量輸入對于焊縫的物理變化也是不同的,主要表現在導熱焊和深熔焊兩種情況。
由于焊接速度和激光功率對焊接接頭的影響相反。試驗采用熱輸入E來衡量二者的共同作用:
E=ηP/V
式中:E為熱輸入,kJ/cm;η為熱效率系數;P為激光功率,W;v為焊接速度,cm/s。
忽略熱效率系數的影響,此處選用名義熱輸入E1=P/V,計算不同焊接工藝參數對應的熱輸入,結果見表3。
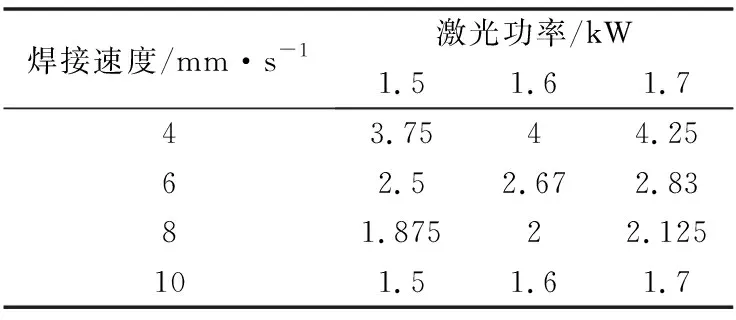
表3 不同工藝參數對應的熱輸入(kJ/cm)Table 3 Heat input corresponding to different process parameters (kJ/cm)
圖7為熱輸入對焊池熔深的影響。可以看出,隨著焊接熱輸入的增加,焊縫的熔深并不是一直增加的,不過熔池深度與激光焊接的模式有著密切的關系。當激光功率達到1.7 kW時,焊接速度在某一范圍仍保持增加或者減小,改變著焊接熱輸入,此時焊接模式為深熔焊。當激光功率為1.5 kW時,焊接速度低,增加焊接熱輸入,焊接模式為導熱焊,熔池的深度較淺。當激光功率達到1.6 kW時,隨著焊接熱輸入的增加,焊接模式發生了巨大的變化,為深熔焊,熔池深度也有著相應的增加。綜上所述,由于激光功率改變了焊接模式,對焊縫成形過程中熔深的影響很大,但通過控制焊接速度,焊縫也能夠獲得較大的熔深。
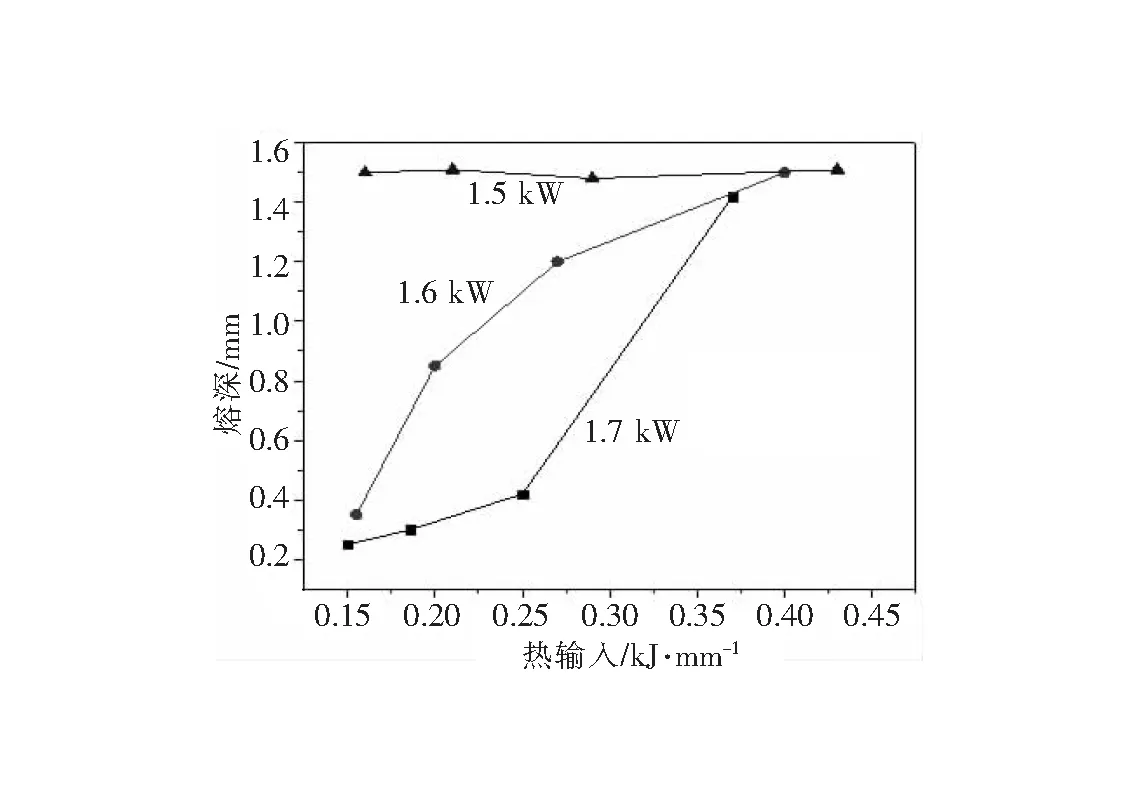
圖7 熱輸入對焊池熔深的影響Fig.7 Effect of heat input on weld pool penetration depth
2.2 焊接接頭顯微組織分析
2.2.1 焊縫金屬區(WM)
在焊接過程中由于熔池溫度足夠高,使焊縫區域發生固液相變,但是在冷卻過程中,冷卻速度快,焊縫冷卻后的組織多為粗大的板條狀馬氏體,從圖8中可以分辨出粗晶粒熱影響區和細晶粒熱影響區。由于在激光焊接過程中被焊材料受到快速加熱和快速冷卻,其熔池區域和周圍的熱影響區會經歷多種相變,導致母材和熔池區域發生很大的差異。
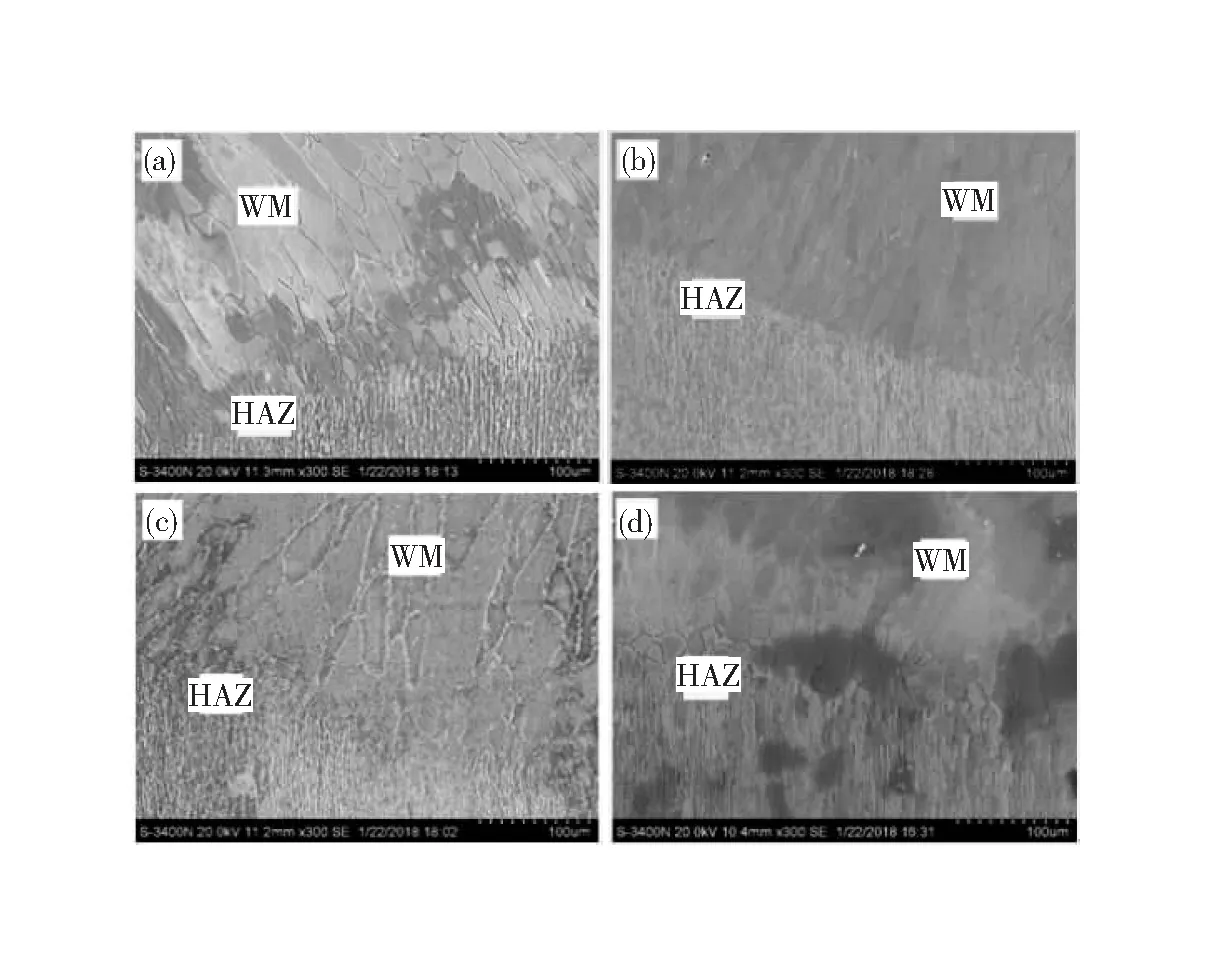
(a)1.5 kJ/cm;(b)2.125 kJ/cm;(c)2.83 kJ/cm;(d)4.25 kJ/cm圖8 不同熱輸入對應的焊縫組織形貌Fig.8 Microstructure and morphology of welds corresponding to different heat inputs
隨著熱輸入的持續增加,焊接接頭的冷卻速度大大降低,導致晶粒出現明顯的增大。此時奧氏體在鐵素體晶界處析出,由于晶界位置的元素偏析和晶格畸變,使得在晶界處的能量較高,相變驅動力較小,有利于奧氏體在晶界處形核長大。當焊接熱持續增加時,冷卻速度會減慢,使得晶界處的奧氏體數量增加,焊縫寬度有著不同的擴展[6]。
2.2.2 熱影響區(HAZ)
焊接熱不僅會對焊縫成形影響較大,其熱循環對焊縫組織變化影響也較大。焊縫的熱影響區較窄,為20~30 μm。顯微組織顯示靠近熔合線的晶粒形態為柱狀晶,但激光功率增大,長條狀晶粒增長更加明顯,當焊接熱輸入超過2.125 kJ/cm(1.7 kW、8 mm/s)時,熔合線清晰。當焊接熱持續增大至4.25 kJ/cm(1.7 kW、4mm/s)時,晶界處的奧氏體晶粒會向鐵素體晶內生長,形成魏氏體。這是由于焊接熱輸入增加,焊縫的冷卻速度降低,晶界處產生晶格畸變和元素析出,鐵素體產生相變的驅動力減小,奧氏體在晶界處形核并長大[7-8]。
2.3 焊接接頭的析出相
采用激光焊對DP1000雙相鋼進行單道焊一次成型,不會承受多道次的熱循環的影響。由于焊縫區鐵素體數量較多,在焊接完成后快速冷卻過程(700~900 ℃)中,N在鐵素體中的溶解度急劇下降,在鐵素體晶體過飽和析出。圖9為DP1000雙相鋼焊接接頭腐蝕后的SEM及能譜圖。從圖9中可以觀察到大量點蝕坑,點蝕坑呈顆粒狀和短棒狀,這說明該析出相為氮化物,而點蝕坑的出現說明在鐵素體晶粒內部會出現大量的氮化物。能譜分析結果表明:鐵素體中氮化物析出相為氮鉻化合物。
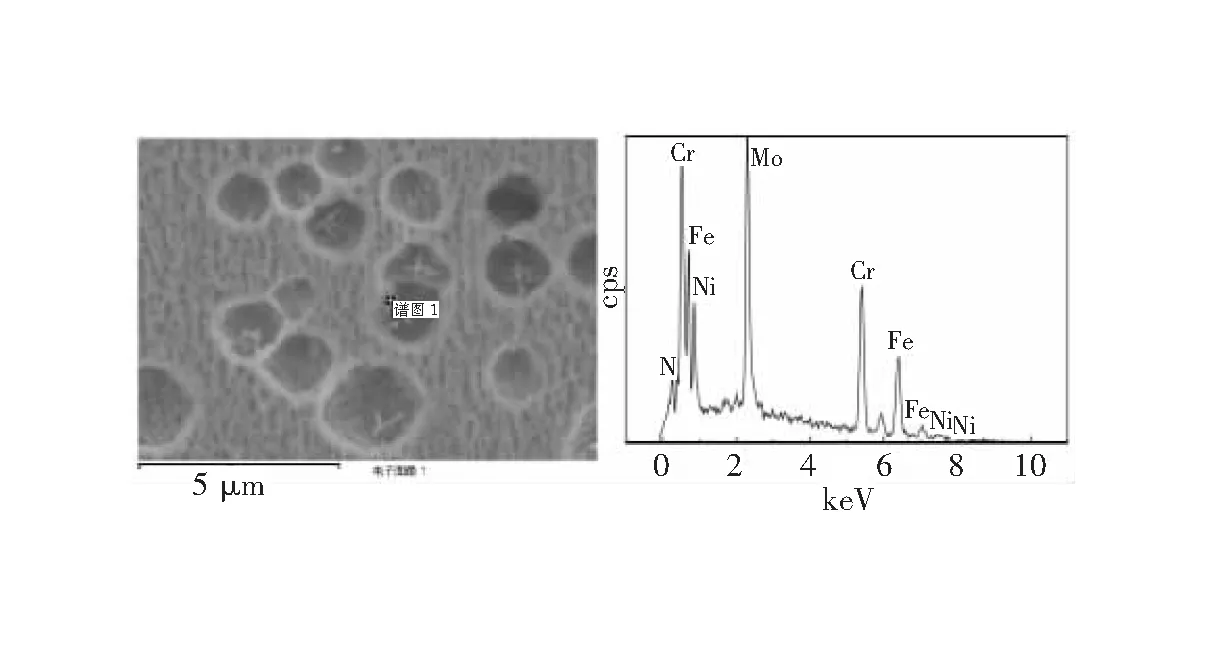
圖9 析出相SEM和EDS能譜圖Fig.9 SEM and EDS spectrum of precipitates
2.4 焊接接頭性能分析
圖10為不同熱輸入對DP1000雙相鋼焊接接頭顯微硬度分布的影響。可以看出,焊縫區域的顯微硬度分布不均,焊接熱輸入增大導致焊縫區域的范圍擴大。熱輸入為2.2125 kJ/cm和2.67 kJ/cm時,焊縫金屬區域(WM)顯微硬度最高可達400 HV,這是因為焊縫區域的鐵素體含量增大,由于N元素在鐵素體析出產生一定強度的固溶強化,增強了鐵素體的硬度。熱輸入為1.5 kJ/cm和2.67 kJ/cm時,靠近基體的熱影響區出現顯微硬度最低值分別為225 HV和200HV。熱輸入為2.67 kJ/cm時,焊縫區域顯微硬度變化范圍最大。

圖10 不同熱輸入對應的焊接接頭的硬度分布Fig.10 Hardness distribution of welded joints corresponding to different heat inputs
DP1000雙相鋼試樣在室溫下進行拉伸試驗,圖11為不同熱輸入下焊接接頭的抗拉強度。可以看出,當熱輸入超過2.2 kJ/cm時,焊接接頭的抗拉強度較高。
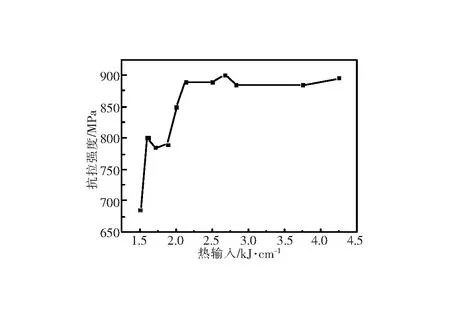
圖11 不同工藝參數下焊接接頭的最大抗拉強度Fig.11 Maximum tensile strength of welded joint under different process parameters
3 結論
1)利用YAG激光焊接系統對DP1000超高強度雙相鋼進行對接焊,激光功率為1.7 kW時,焊接速度為6~10 mm/s,保護氣體流量為20 L/min,能夠獲得較高的焊縫質量。激光功率低于1.5 kW時,焊接模式為導熱焊;激光功率超過1.7 kW時,焊接模式為深熔焊。
2)焊接接頭位置出現了嚴重的軟化,軟化區在靠近母材的一側,該區域的金相組織為馬氏體、鐵素體以及少量的殘余奧氏體;并且該區域的顯微硬度最低,進行拉伸試驗時,焊接接頭會從軟化區發生完全斷裂;但是最大抗拉強度仍然能夠滿足汽車用鋼的要求,拉伸試驗過程中發現塑性變形主要集中在熱影響區,導致焊接接頭的斷后伸長率有所減小。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38