熱處理工藝對17CrNiMo6齒輪鋼帶狀組織的影響
2023-08-30 05:19:44景春明
熱處理技術與裝備 2023年4期
景春明
(蘭州蘭石集團有限公司,甘肅 蘭州 730314)
隨著航空航天、機械設備、汽車制造等各個領域的不斷發展,對動力傳遞系統齒輪的要求不斷提高,應用于減速齒輪、傳動齒輪及高速齒輪的齒輪鋼已逐步向重載、承受循環應力和較大沖擊力的工作方向轉變[1],高質量、高性能的齒輪鋼已成為目前重點的研究和發展方向之一。17CrNiMo6齒輪鋼中合金元素較多,經冶煉、鍛造[2]及熱處理[3-4]后易造成合金元素偏析,產生帶狀組織[5],從而造成鋼的各向異性及橫向性能降低。本文通過控制鍛造[6]加熱和熱處理工藝[7],對典型17CrNiMo6齒輪鋼帶狀組織的產生[8]、消除及性能的影響進行了研究,順利完成客戶需要的齒輪產品的生產制造。
1 產品試制
1.1 冶煉鍛造
采用30t EAF-LF-VD的工藝路線冶煉澆注3支13T純凈度、致密性及均勻性高的17CrNiMo6鋼錠,化學成分控制范圍見表1。加工流程為:加熱至1200 ℃→倒棱滾圓至φ880 mm→墊圈帶冒口鐓粗至1200 mm高→拔長倒圓至φ880 mm→鐓粗至1200 mm高→拔長至φ350 mm→切冒口→坑冷,在5000 T壓機上開坯。

表1 17CrNiMo6鋼的化學成分(質量分數,%)Table 1 Chemical composition of 17CrNiMo6 steel(mass fraction,%)
在1000 T壓機和碾環機上鍛造毛坯重量為493 kg的大傘齒輪25件,鍛比不小于3。φ350 mm×653 mm的坯料加熱至1200 ℃,在1000 T壓機上鐓粗至430 mm高,拔長至φ350 mm,二次鐓粗至180 mm高,用φ210 mm沖頭沖孔,進行馬架擴孔至內徑大于φ300 mm,終鍛溫度控制在850 ℃,二次加熱,上碾環機成形。圖1為17CrNiMo6大傘齒輪最終成形產品尺寸。

圖1 大傘齒輪尺寸圖Fig.1 Dimensional drawing of large bevel gear
1.2 熱處理、組織及力學性能評定方法
17CrNiMo6大傘齒輪鍛件以小于120 ℃/h的加熱速度升溫,進行“880 ℃×4 h,空冷”正火+“680 ℃×5 h,空冷”回火預備熱處理及“840 ℃×2 h,油冷”淬火+“200 ℃×2 h,空冷”回火最終熱處理[9]。
在鍛件本體截取φ30 mm×30 mm試樣,按標準GB/T 13299進行金相評定,要求組織均勻,無成分偏析或組織偏析,允許有均勻貝氏體,不允許有魏氏組織,晶粒度級別應達到6級或更細,切向、橫向帶狀組織均≤2級。
在鍛件本體截取機械性能試樣,熱處理后切取樣坯直接制成標準沖擊試樣和拉伸試樣,沖擊試樣尺寸為 55 mm×10 mm×10 mm,拉伸試樣d為10~16 mm,力學性能試驗方法參照標準GB/T 3077。對于圓盤和圓環鍛件,硬度檢測應在端面至少測定3處,兩處相隔120°。
2 結果及分析
2.1 帶狀組織
熱處理后17CrNiMo6齒輪鋼的金相組織如圖2所示,帶狀組織分布嚴重,切向、橫向帶狀組織均為5級,遠高于≤2級的要求。17CrNiMo6齒輪鋼含有Cr、Ni、Mo、Mn、Si等合金元素,合金元素在奧氏體溫度下擴散系數遠小于C元素,容易產生合金元素偏析。鍛造過程中,晶粒沿切向被拉長,并逐漸趨于一致,形成合金元素富集帶和貧化帶的交替堆疊。熱處理過程中,合金元素貧化帶先形成以鐵素體為主的淺色帶,合金元素富集帶則形成以珠光體為主的深色帶,最終形成彼此交替的帶狀組織[10]。

(a)橫向;(b)切向圖2 熱處理后齒輪鋼帶狀組織(a)transverse;(b)tangentialFig.2 Banded structure of gear steel after heat treatment
2.2 力學性能
帶狀組織的存在會使17CrNiMo6齒輪鋼的力學性能產生各向異性,17CrNiMo6齒輪鋼的力學性能檢測結果如表2所示。可以看出,其切向力學性能均達到要求;但橫向力學性能則明顯降低,屈服強度和抗拉強度略低于要求值,斷后伸長率和斷面收縮率略大于要求值,沖擊功和布氏硬度均低于要求值。其力學性能處于臨界值附近極易造成產品廢品率升高、產生熱處理變形和開裂等缺陷。

表2 17CrNiMo6齒輪鋼的力學性能Table 2 Mechanical properties of 17CrNiMo6 gear steel
2.3 工藝改進
要消除17CrNiMo6大傘齒輪產品中存在的帶狀組織,需控制鍛造和熱處理過程中的偏析,促進其合金元素均勻分布。鍛造加熱過程中適當延長保溫時間2~4 h,進行高溫擴散,使鍛件毛坯中的各元素擴散均勻。正火工藝采用較高的加熱溫度,保證足夠的保溫時間,以得到成分均勻的奧氏體,在鐵素體和珠光體轉變溫度開始時保溫,完成鐵素體和珠光體的均勻轉變;再提高冷卻速度,抑制先共析鐵素體的析出。
將17CrNiMo6大傘齒輪鍛件毛坯加熱至950 ℃保溫2 h,再升溫至1200 ℃始鍛溫度。正火時加熱速度小于100 ℃/h,加熱至650 ℃保溫2 h,再加熱到900 ℃保溫6 h,爐冷至650 ℃保溫2 h后空冷;然后進行680 ℃回火保溫5 h;最終調質熱處理仍為840 ℃淬火保溫2 h,油冷,200 ℃回火保溫2 h,空冷。17CrNiMo6齒輪鋼珠光體轉變開始溫度為650 ℃,正火時通過控制加熱和冷卻過程中的溫度和保溫時間,抑制帶狀組織產生。正火升溫過程中,在650 ℃保溫使鍛件各部位溫度均勻化;正火降溫過程中,在650 ℃保溫使奧氏體完全分解,均勻完成鐵素體+珠光體的轉變,出爐空冷防止出現脆性,導致韌性降低。
工藝改進后17CrNiMo6齒輪鋼的金相組織如圖3所示,帶狀組織完全消除,切向和橫向帶狀組織均為0級。鍛件毛坯加熱過程中的高溫擴散和預備熱處理中的高溫正火增加了原子的擴散能力,減輕了17CrNiMo6齒輪鋼中合金元素的偏析,以合適的升溫速度以及足夠的保溫時間滿足擴散動力學條件,促使合金成分更均勻,抑制鐵素體/珠光體帶狀組織,促使其化學成分和組織均勻化。
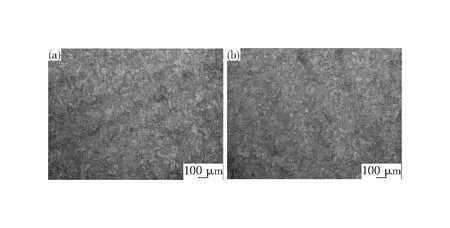
(a)橫向;(b)切向圖3 工藝改進后齒輪鋼的金相組織(a)transverse;(b)tangentialFig.3 Microstructure of gear steel after process improvement
在同一批次的17CrNiMo6大傘齒輪鍛件中選取一件鍛件本體,加工制作成力學性能檢測試樣,工藝改進后17CrNiMo6齒輪鋼的力學性能檢測結果如表3所示。結果表明17CrNiMo6齒輪鋼的各項力學性能均達到要求,尤其是塑韌性有大幅提升,這將有效保障同批次產品的合格率。

表3 工藝改進后17CrNiMo6齒輪鋼的力學性能Table 3 Mechanical properties of 17CrNiMo6 gear steel after process improvement
3 結論
1)17CrNiMo6齒輪鋼因其本身的材質特性,易出現帶狀組織,影響產品性能和合格率。通過鍛造毛坯加熱過程中進行950 ℃高溫擴散、預備熱處理采用900 ℃高溫正火,可有效消除17CrNiMo6鍛件產品在鍛造和熱處理過程中產生的二次帶狀組織。
2)經工藝實踐,17CrNiMo6齒輪鋼的最佳熱處理工藝為“900 ℃×6 h,空冷”正火+“680 ℃×5 h,空冷”回火預備熱處理和“840 ℃×2 h,油冷”淬火+“200 ℃×2 h,空冷”回火最終熱處理,升溫速率控制在100 ℃/h以內,且在正火升溫和降溫至珠光體轉變開始溫度650 ℃保溫2 h。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03