真空加壓氣淬工藝對W2Mo9Cr4VCo8(M42)鋼組織和性能的影響
2023-08-30 05:19:46孫朝海權純逸胡福常
熱處理技術與裝備 2023年4期
關鍵詞:工藝
趙 棟,孫朝海,權純逸,羅 建,胡福常
(沈陽飛機工業(集團)有限公司,遼寧 沈陽 110850)
近年來,隨著國家對環境保護和節能要求的不斷提高,對于高能耗、不環保的工藝技術提出了有序退出、逐步替代的要求。針對刀量具產品普遍采用氯化鋇高溫鹽浴爐、硝鹽浴等溫淬火槽等高能耗設備進行熱處理的問題,亟需開展清潔、無污染的新型熱處理工藝探索。加壓真空氣淬工藝具有無氧化、無脫碳、無合金元素貧化的特點[1-2],可實現光亮熱處理,使零件脫脂、脫氣,避免表面污染和氫脆,同時可實現對加熱速度和冷卻速度的控制,從而減少零件熱處理變形,提高產品的綜合性能[3-4]。本文采用真空加壓氣淬的方法,研究在不同壓強下W2Mo9Cr4VCo8(M42)鋼的淬透效果、金相組織和硬度,獲得不同規格M42銑刀真空加壓氣淬的應用條件。
1 試驗材料和方法
1.1 試驗材料
試驗材料為熱軋態W2Mo9Cr4VCo8(M42)高速工具鋼,其化學成分如表1所示。

表1 W2Mo9Cr4VCo8鋼化學成分(質量分數,%)Table 1 Chemical Composition of W2Mo9Cr4VCo8 steel (mass fraction,%)
真空加壓氣淬氣體為標準GB/T 8979—2008中要求的高純氮氣,熱處理前參照標準GB/T 394.1—2008進行清洗。采用法國BMI真空高壓氣淬爐進行熱處理;采用OLYMPUS GX51金相顯微鏡進行金相組織觀察;采用HVS-1000A洛氏硬度計進行洛氏硬度檢測。
1.2 試驗方法
根據W2Mo9Cr4VCo8(M42)鋼在鹽浴爐中生產的熱處理工藝情況及最終的硬度要求值,確定其主要的真空熱處理工藝參數。根據熱處理淬透性的要求(長徑比2.5~3),選擇三種規格的試驗件。結合真空加壓氣淬爐的氣淬能力,選擇工藝試驗的氣淬壓強分別為1、5和9 bar。根據心部截面的硬度檢測結果,計算試驗材料的淬透深度。試驗裝爐情況、試樣選取及測試示意圖如圖1所示,并觀察心部的金相組織。真空加壓氣淬試驗工藝參數如表2所示。

圖1 (a)試驗件裝爐、(b)試樣選取及(c)截面硬度測試示意圖Fig.1 (a)Furnace loading,(b)sample selection and (c)schematic dingram of section hardness testing

表2 真空加壓氣淬試驗工藝參數Table 2 Process parameters of vacuum pressure quenching test
2 試驗結果及分析
2.1 硬度
將三種規格的W2Mo9Cr4VCo8(M42)試驗件在不同氣淬壓強下進行真空氣淬,試驗的爐溫曲線圖見圖2。
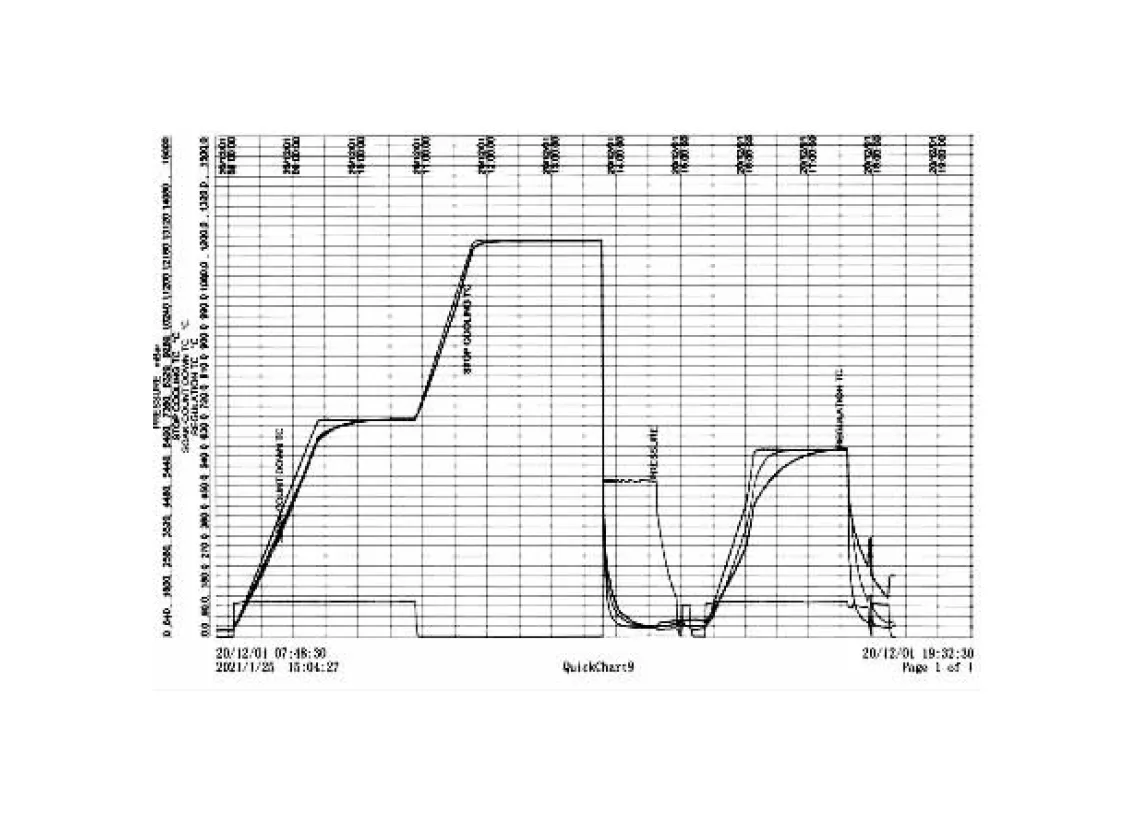
圖2 W2Mo9Cr4VCo8鋼加壓氣淬及回火爐溫曲線圖Fig.2 Furnace temperature curve of pressure quenching and tempering for W2Mo9Cr4VCo8 steel
由于W2Mo9Cr4VCo8(M42)試驗件淬火后硬度不高,多次回火后產生二次硬化現象。因此,按照工藝實際情況經不同壓強氣淬后,進行三次560 ℃回火,使其產生進一步的強化效果。氣淬+三次回火后W2Mo9Cr4VCo8(M42)試驗件的硬度變化趨勢分別見圖3、圖4和圖5。
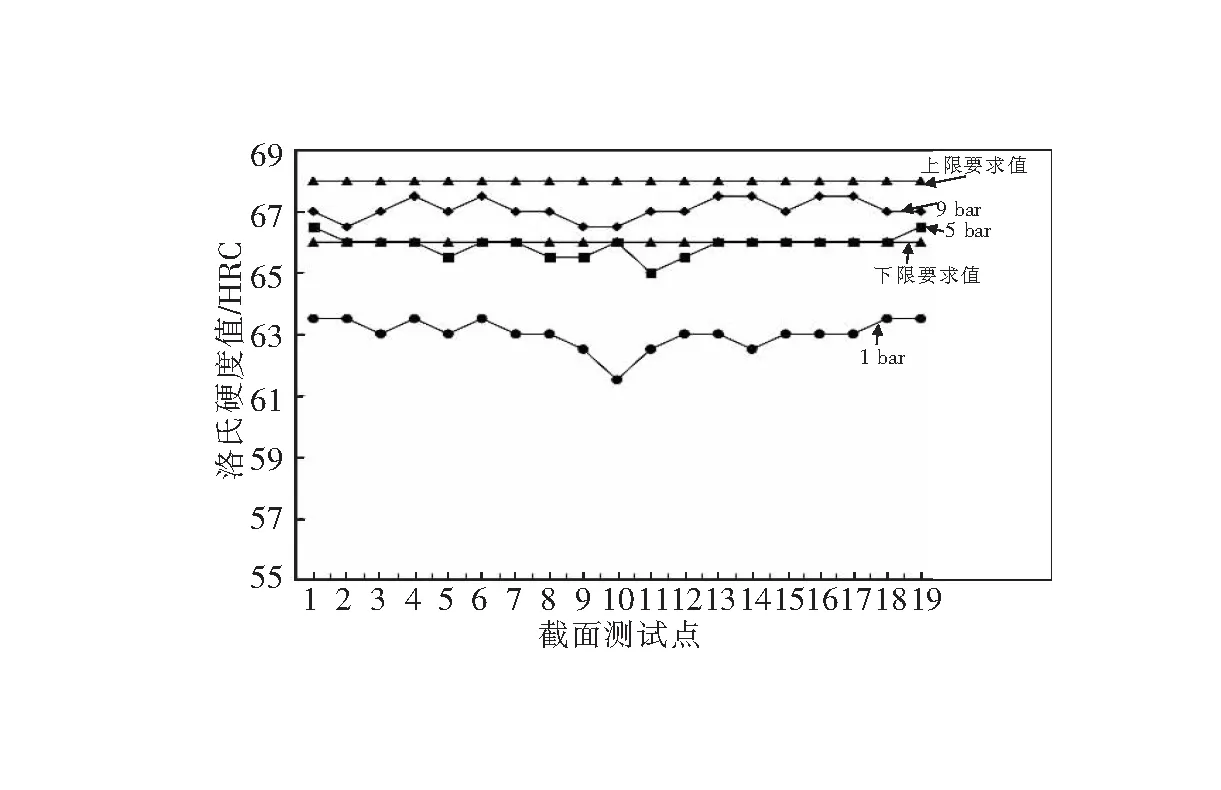
圖3 不同氣淬壓強下φ90 mm規格W2Mo9Cr4VCo8試驗件的截面硬度變化曲線Fig.3 Cross-section hardness variation curve of φ90 mm W2Mo9Cr4VCo8 test piece under different gas quenching pressures

圖4 不同氣淬壓強下φ30 mm規格W2Mo9Cr4VCo8試驗件的截面硬度變化曲線Fig.4 Cross-section hardness variation curve of φ30 mm W2Mo9Cr4VCo8 test piece under different gas quenching pressures
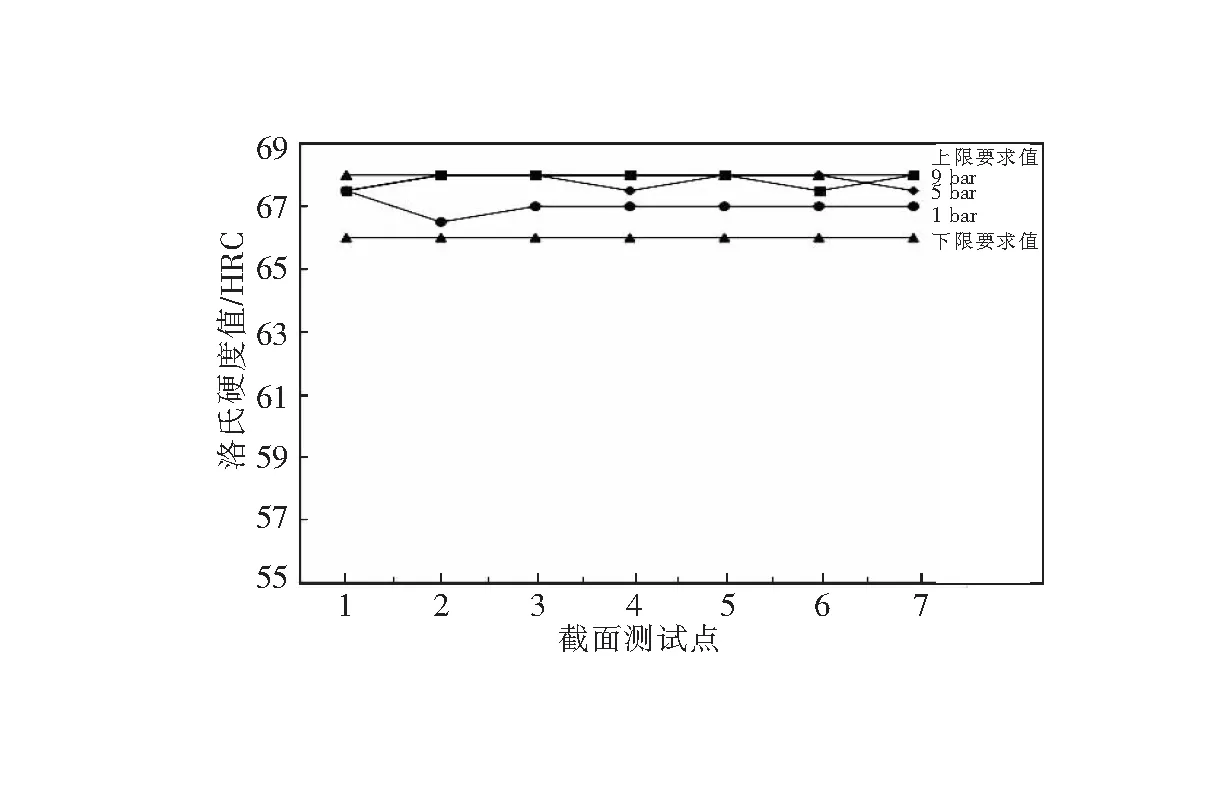
圖5 不同氣淬壓強下φ10 mm規格W2Mo9Cr4VCo8試驗件的截面硬度變化曲線 Fig.5 Cross-section hardness variation curve of φ10 mm W2Mo9Cr4VCo8 test piece under different gas quenching pressures
從圖3、圖4、圖5中可以發現,φ90 mm規格的試驗件在9 bar氣淬條件下,硬度在66~68 HRC范圍內,符合工藝要求;φ30 mm規格的試驗件在5 bar和9 bar氣淬條件下,硬度在66~68HRC范圍內,符合工藝要求;φ10 mm規格的試驗件在1、5和9 bar氣淬條件下,硬度在66~68 HRC范圍內,符合工藝要求。因此,可以確定不同氣淬壓強下的淬透性分別為:1 bar氣淬條件下,可淬透的尺寸為10 mm以下;5 bar氣淬條件下,可淬透的尺寸為30 mm以下;9 bar氣淬條件下,可淬透的尺寸為90 mm以下。
2.2 金相組織
不同真空氣淬壓強下W2Mo9Cr4VCo8(M42)試驗件心部的金相組織如圖6所示。從圖6中可以看出,W2Mo9Cr4VCo8試驗件氣體淬火+三次回火后的組織均為回火馬氏體、碳化物及殘留奧氏體。其淬透性較好,均可得到所需的馬氏體組織,最低硬度為61 HRC。但不同的冷速下,從固溶體中脫溶出的金屬化合物及碳化物數量及大小不同,使硬度產生差異;而且不同冷速淬火后,殘余奧氏體數量不同[5-6],在經過多次回火二次硬化后,回火馬氏體和殘余奧氏體的含量不同,從而導致二次硬化后試驗件硬度不同。
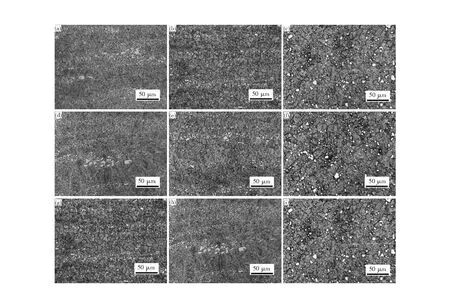
(a)1#試樣;(b)4#試樣;(c)7#試樣;(d)2#試樣;(e)5#試樣;(f)8#試樣;(g)3#試樣;(h)6#試樣;(i)9#試樣圖6 不同真空氣淬壓強下W2Mo9Cr4VCo8(M42)試驗件心部的金相組織 (a) 1# sample; (b)4# sample; (c)7# sample; (d)2# sample; (e)5# sample; (f)8# sample; (g)3# sample; (h)6# sample; (i)9# sampleFig.6 Microstructure of the center of W2Mo9Cr4VCo8 (M42) test piece under different vacuum gas quenching pressures
根據試驗結果,對W2Mo9Cr4VCo8鋼制造的銑刀試驗件進行加壓氣淬試驗,得到了滿意的效果, 試驗件如圖7所示。

圖7 真空加壓氣淬銑刀試驗件Fig.7 Milling cutter test piece after vacuum pressure quenching
3 結論
1)W2Mo9Cr4VCo8鋼在不同真空氣淬壓強下的淬透性分別為:1 bar氣淬條件下,可以淬透的尺寸為10 mm以下;5 bar氣淬條件下,可以淬透的尺寸為30 mm以下;9 bar氣淬條件下,可以淬透的尺寸為90 mm以下。
2)W2Mo9Cr4VCo8鋼淬火+三次回火后金相組織為回火馬氏體、碳化物及殘留奧氏體。由于多次回火把大量的殘余奧氏體進一步轉變為回火馬氏體,這也是產生二次硬化的主要原因。
3)對于工具鋼制件,真空加壓氣淬工藝可以實現淬火+多次回火的連續進行,從而減少以往淬火和回火后清洗、多次綁扎及后續吹砂工序,大約可以縮減整個工藝過程時間的30%。
4)建議根據本研究的淬透性對應關系,在實際零件生產中合理選擇氣淬壓強,以達到生產成本與產品質量最佳搭配。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52