異速比對龍形軋制7075鋁厚板變形的影響研究
2023-08-30 05:08:48覃文東
熱處理技術與裝備 2023年4期
關鍵詞:變形
武 磊,覃 銘,何 兵,覃文東
(1.運城職業技術大學智能制造與數智礦山學院,山西 運城 044000;2.廣西壯族自治區鋁基新材料工程研究中心,廣西 百色 533000;3.百色學院材料科學與工程學院,廣西 百色 533000; 4.吉利百礦研究院有限公司,廣西 百色 533000)
傳統的厚板軋制變形滲透性不佳、心部變形不足,造成在板厚方向上變形不均,影響最終性能。異步軋制是通過加入非對稱元素,在軋制變形區內形成“搓軋區”,產生較大的剪切變形量[1]。通過引入不同的非對稱因素,非對稱軋制也可分為不同的軋制方法,如異步軋制、水平錯位等速軋制和龍形軋制都是典型代表[2]。龍形軋制,亦稱蛇形軋制,是非對稱軋制的一種。龍形軋制由荷蘭學者提出,是指在異步軋制的基礎上,將轉速不同的兩輥在水平方向上前后偏移,對板材增加一個彎矩以抵消可能的彎曲,通過調節匹配好異速比、錯位量、壓下量等參數,可以實現無彎曲的軋制[3]。文獻[4-6]介紹了龍形軋制的基本原理和實現方式。
7075鋁合金是傳統航空用高強度鋁合金,也是航空用鋁合金中經久不衰的經典牌號。我國對7075鋁合金研究起步相對國外較晚,但近年來也成為研究熱點,進行了航空用 7075 鋁合金擠壓棒材粗晶環測試分析[7]、熱處理工藝對 7075 合金腐蝕性能的影響[8]等大量實驗研究。
由于航空用鋁合金對板厚方向組織和性能均勻性要求較高。本文以7075鋁合金50 mm厚板為研究對象,并對其進行了龍形軋制,在相同軋輥錯位量的條件下,不同異速比對其厚板變形的影響進行了實驗研究,分析了異速比對軋板彎曲程度、厚度、板厚方向分層晶粒組織和顯微硬度的影響。
1 實驗材料和方法
本文所用軋制板坯為國內某企業生產的7075鋁合金T6態成品板,經鋸切和銑面后獲得板坯尺寸為300 mm×100 mm×50 mm(長×寬×厚)。實驗所用軋機為二輥龍形鋁板軋機,該軋機可在線調整軋輥異速比,軋輥錯位量最大可達20 mm。坯料均勻化采用臺車式電阻爐,均勻化工藝為440 ℃保溫6 h。
龍形軋制實驗軋輥錯位量4 mm,異速比分別為1.00、1.06、1.10和1.16,每個異速比單道次軋制1塊鋁板,道次壓下量設為10 mm、壓下率為20%,軋后立即水淬。
分別在軋后鋁板距離快速軋輥接觸面、慢速輥接觸面3 mm處以及心部切取縱截面金相試樣,經磨拋后采用4%HF+6%HCL+10%HNO3+80%H2O溶液侵蝕,采用Observer 3m ZEISS光學顯微鏡觀察金相組織。采用HVT-1000型數字式顯微硬度計檢測顯微硬度,實驗力為1 kg,載荷時間10 s,每個試樣至少測量3次并取平均值。
2 實驗結果和分析
2.1 軋板厚度
圖1為異速比對軋板頭、中、尾部厚度的影響。軋板頭部和尾部厚度分別是在距離軋板先出軋輥的端面和后出軋輥的端面5 mm處測量,以避免受到軋板兩端面特殊變形條件的影響;中部厚度是在軋板長度中部測量,在軋制前的坯料上預先標好位置。

圖1 不同異速比下軋板頭、中、尾部厚度Fig.1 Thickness of head, middle and tail of the rolled plates under different speed ratios
雷軍義等[9]提出,與傳統軋制過程相比,龍形軋制的變形區發生了改變,新增了不產生金屬板減薄的反彎作用區。因此,軋制變形區的改變需要對上、下工作輥的壓下量以及輥縫的補償量進行計算,所得到的同徑異速龍形軋制輥縫補償量如下式:
(1)
式中:ΔS為輥縫補償量;R為軋輥半徑,實驗中為175 mm;L為軋輥錯位量,取值為4 mm。從式(1)可見,龍形軋制的輥縫補償量只與軋輥直徑和軋輥錯位量有關,與異速比無關。
通過式(1)計算輥縫補償量為-0.0457 mm,即若想得到與傳統軋制相同的軋板厚度,需將輥縫在傳統軋制基礎上調整0.0457 mm。實驗所用龍形軋機輥縫設置的精度為0.1 mm,因此無法體現這一輥縫補償量。由圖1可知,不同異速比下軋板3個不同位置的厚度相差很小,異速比對軋板厚度沒有明顯影響。
2.2 金相組織
圖2為原始7075鋁板坯的上邊面(慢速輥接觸面)、心部、下邊面(快速輥接觸面)的金相組織,觀察位置為板厚方向上距表面3 mm左右處。原始7075鋁板坯采用常規軋制并經過T6處理,其上邊面、下邊面附近的金相組織與心部的金相組織有明顯不同。上邊面、下邊面附近的晶粒沿軋制方向呈明顯的細長條狀,雖然晶界可以比較清晰的分辨,但在板厚方向上晶界間距較小;心部晶粒組織雖然也明顯沿軋制方向拉長,但沿板厚方向晶界間距較大。心部與上邊面、下邊面相比,晶粒變形程度較小,證明了常規軋制變形滲透性問題的存在。
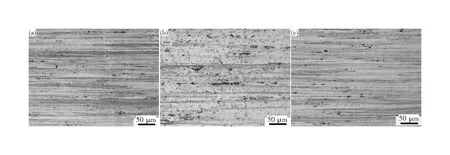
(a)上邊面;(b)心部;(c)下邊面圖2 原始板坯金相組織(a)up side;(b)center;(c)down sideFig.2 Microstructure of original plate
圖3為異速比分別為1.00、1.06、1.10和1.16的龍形軋板金相組織。當異速比為1.00時,軋板上邊面、下邊面附近的晶粒晶界仍然在板厚方向上距離較小,而心部晶粒晶界沿板厚方向較大,變形明顯小于兩個邊面附近,如圖3(a)~3(c)所示。在異速比為1.06、1.10和1.16時,晶粒組織的基本特征仍然是呈沿軋制方向的細長條狀,并且上邊面、下邊面附近晶粒晶界沿板厚方向的距離小于心部晶粒,該特征與原始板和異速比為1.00的龍形軋板相同;但所有軋后的鋁板上邊面、下邊面附近的晶界沿板厚方向的距離較原始板明顯減小,體現出軋制變形的效果,而心部變化并不明顯。同時,不同異速比下,軋板上邊面、下邊面附近晶粒組織均無明顯差異。
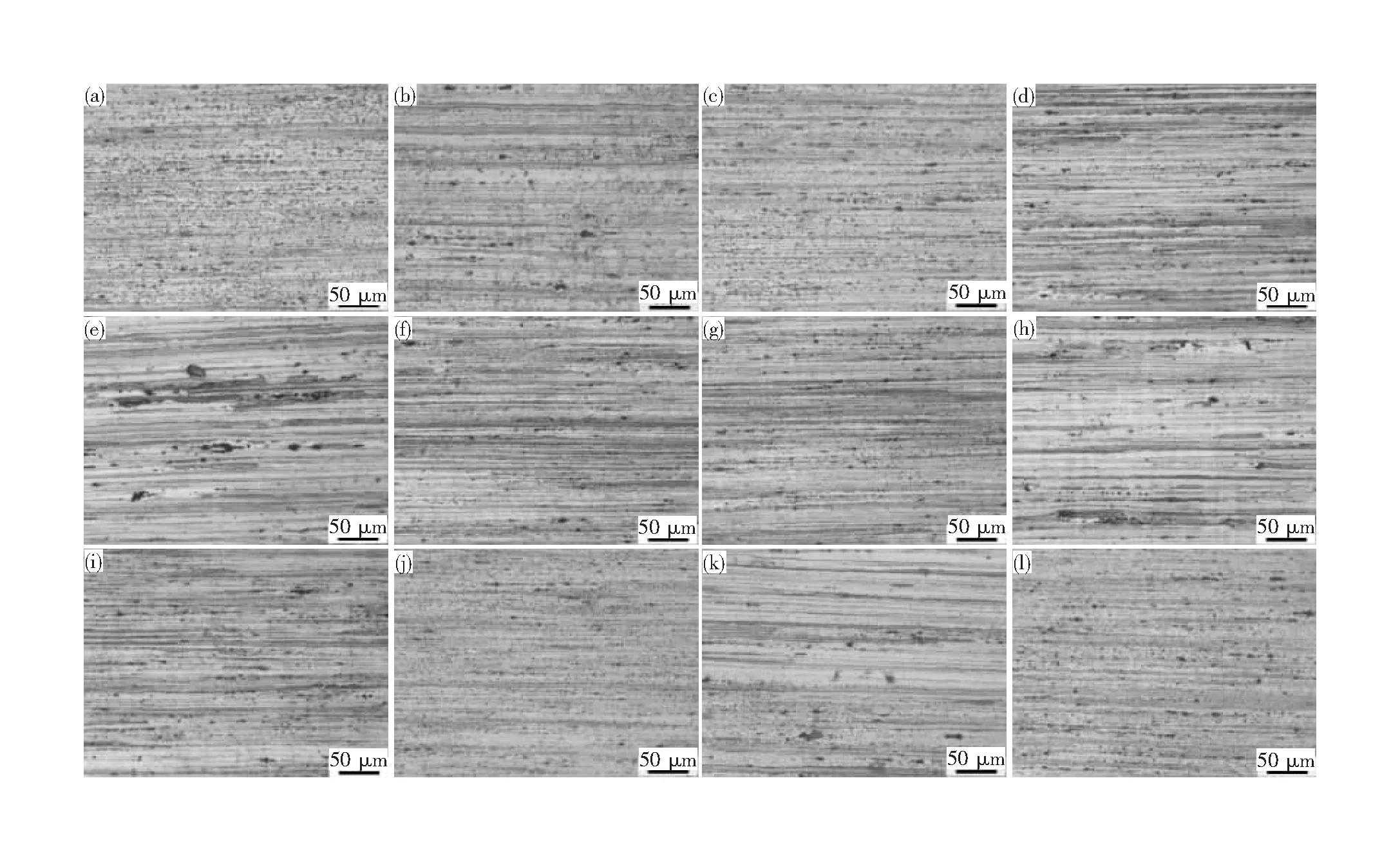
(a)異速比1.00,上邊面;(b)異速比1.00,心部;(c)異速比1.00,下邊面;(d)異速比1.06,上邊面;(e)異速比1.06,心部;(f)異速比1.06,下邊面;(g)異速比1.10,上邊面;(h)異速比1.10,心部;(i)異速比1.10,下邊面;(j)異速比1.16,上邊面;(k)異速比1.16,心部;(l)異速比1.16,下邊面圖3 不同異速比下龍形軋板金相組織(a)speed ratios 1.00,up side;(b)speed ratios 1.00,center;(c)speed ratios 1.00,down side;(d)speed ratios 1.06,up side;(e)speed ratios 1.06,center;(f)speed ratios 1.06,down side;(g)speed ratios 1.10,up side;(h)speed ratios 1.10,center;(i)speed ratios 1.10,down side;(j)speed ratios 1.16,up side;(k)speed ratios1.16,center;(l)speed ratios 1.16,down sideFig.3 Microstructure of rolled plate with different speed ratio
實驗中龍形軋制7075鋁板在板厚方向的晶粒組織特征與作為軋制坯料的常規軋制T6板相同,均為上邊面、下邊面附近晶粒變形明顯,而心部晶粒則變形較弱。異速軋制對板材心部變形的增強作用是通過產生“搓軋區”而引起板材心部的附加剪切應變,而“搓軋區”內復雜的變形情況,使附加剪切應變對晶粒組織特別是晶粒形狀和尺寸的影響也變得復雜,可能無法用二維金相的方法來全面的顯示影響的結果,而需要進行三維的金相觀察以及織構分析才能全面表征這一影響。
2.3 顯微硬度
金屬在變形過程中受到的等效應變對其顯微硬度值有一定影響,而且軋制板材沿厚度方向上的正應變都是相同的,因此板材沿厚度方向硬度值的大小可以反映出該位置所受到的剪應變的大小[10]。
對龍形軋制鋁板上邊面、下邊面附近和心部進行顯微硬度測量,測量位置與晶粒組織觀察位置相同,結果如圖4所示。由圖4可見,原始板坯為T6狀態,其硬度水平明顯高于軋板;同時,原始板坯上邊面、下邊面附近硬度水平較心部高約10%,這與常規軋制心部變形量不足的結論是相符合的。異速比為1.06和1.10時,軋板心部顯微硬度高于異速比1.00的軋板,且與上邊面、下邊面附近顯微硬度更加接近。與原始板坯和異速比1.00軋板的上邊面、下邊面附近顯微硬度高于心部的情況相比,體現出了異速比強化心部變形的作用。
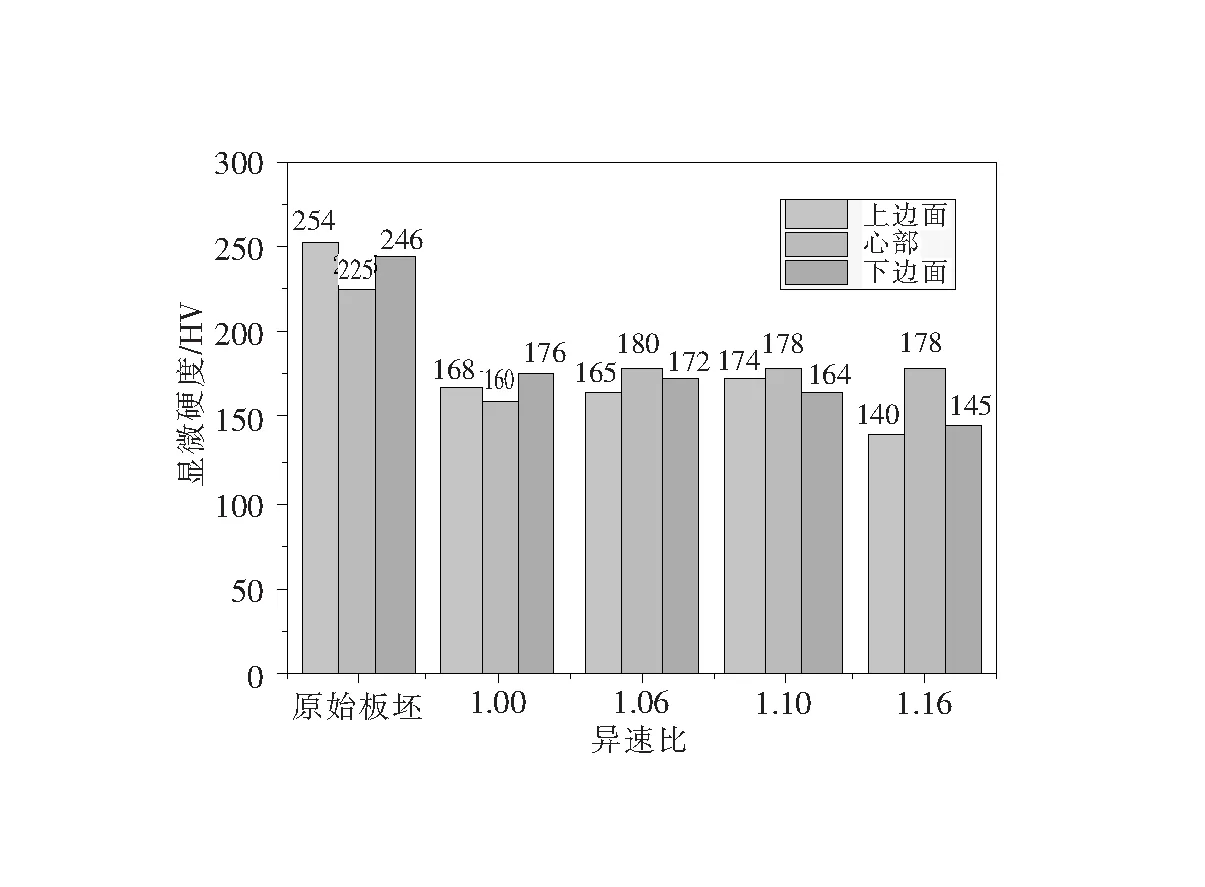
圖4 軋板顯微硬度與異速比的關系Fig.4 Relation between microhardness and speed ratio of rolled plates
由圖4還可知,當軋板異速比為1.06、1.10和1.16時,軋板心部硬度分別為180、178和178 HV,沒有明顯變化,即在此區間內異速比對軋板心部硬度沒有明顯影響。在T.Zhang等[5]對7075鋁合金厚板龍形軋制所做的有限元模擬模型中,龍形軋制與常規軋制相比,雖然軋板心部的金屬流動速度有較大差異,但等效應力和等效應變差別不大。從異速比來看,軋板心部剪切應變隨異速比和軋輥錯位量明顯增大,但在小軋輥錯位量(10 mm)的情況下,異速比從1.00增至1.10時,軋板心部剪切應變雖然明顯增長,但數值仍未超過-0.04。實驗所用軋輥錯位量僅4 mm,依照T. Zhang等[5]所做的計算,軋輥錯位量越小,軋板心部的剪切應變亦越小。因此盡管異速比增大能夠引起軋板心部剪切應變增大,但軋輥錯位量較小使軋板心部剪切應變較小,導致不同異速比對軋板心部晶粒組織和顯微硬度的影響不明顯。
7075鋁合金T6態成品板是經過了充分的固溶和人工時效,使析出物對板材基體的強化達到最優。軋制板坯雖然經過充分的均勻化過程,但單道次軋制時間較短、溫降較少,軋后再進行水淬,鋁板中的合金元素仍大量固溶在α(Al)基體中,沒有起到充分的析出強化效果,導致軋板顯微硬度明顯低于原始板坯。同時,當異速比增大到1.16時,軋板心部顯微硬度與異速比為1.06和1.10的軋板在相同水平,而上邊面、下邊面附近顯微硬度驟然下降至140和145 HV,出現明顯的軟化現象。
3 結論
針對異速比對龍形軋制7075鋁合金50 mm厚板的影響進行了實驗研究,在單道次壓下10 mm、軋輥錯位量4 mm的條件下,采用異速比1.00、1.06、1.10和1.16進行了龍形軋制實驗,分析了異速比對軋板厚度、板厚方向分層晶粒組織和顯微硬度的影響,得出了以下結論:
1)異速比對軋板厚度沒有明顯影響;
2)龍形軋制后7075鋁合金厚板上邊面、下邊面附近和心部晶粒組織有明顯差異,上邊面、下邊面附近晶粒變形明顯,心部晶粒變形相對較小,與原始板坯的晶粒組織特征相同,但不同異速比對軋板晶粒組織的影響不明顯;
3)異速比為1.06和1.10時,軋板心部顯微硬度高于異速比為1.00的軋板,且與上邊面、下邊面附近顯微硬度更加接近。與原始板坯和異速比為1.00軋板的上邊面、下邊面附近顯微硬度高于心部的情況相比,體現出了異速比強化心部變形的作用;
4)當異速比達到1.16時,龍形軋制軋板上邊面、下邊面附近顯微硬度明顯降低,推斷這一現象與軋板中的析出物有關,具體原因還有待進一步實驗研究探索。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36