工程機械斜交輪胎硫化膠囊早期損壞的原因分析及改善措施
2023-08-30 06:35:52賈永軍王勝利
橡膠科技 2023年8期
關鍵詞:工程機械
賈永軍,王勝利,楊 燕
(風神輪胎股份有限公司,河南 焦作 454003)
近年來,輪胎已經由斜交輪胎向子午線輪胎方向發展,但就非公路使用的工程機械輪胎而言,工程機械斜交輪胎仍是行業主流產品[1]。目前,國內工程機械輪胎的子午化率還不到1/2,工程機械斜交輪胎性價比還有一定的競爭力[2-4]。隨著國內工程機械輪胎市場需求結構升級,工程機械子午線輪胎需求增加,工程機械斜交輪胎總產能逐漸減小,成本壓力劇增,降本增效要求進一步凸顯。
輪胎硫化工序最大的生產消耗來自硫化膠囊,硫化膠囊成本直接影響輪胎的市場競爭力。同時,硫化膠囊早期損壞極易導致輪胎在硫化過程中因高溫高壓循環水沖破膠囊薄弱位置從而形成廢胎,造成更大的損失[5-7]。
由于斜交輪胎與子午線輪胎的硫化膠囊早期損壞模式差異顯著,本工作針對工程機械斜交輪胎硫化膠囊的早期損壞形式和原因進行探討,并提出改善措施。對于硫化膠囊選型和壓縮比不當、氧化、定型套筒擠傷、隔離劑噴涂不當導致其與外胎粘連等損壞形式[8]不在本工作研究范疇。
1 工程機械斜交輪胎硫化膠囊早期損壞特征
工程機械斜交輪胎的生產工藝具有特殊性,胎坯呈筒狀決定了其硫化膠囊也基本呈筒狀(見圖1),與全鋼工程機械子午線輪胎的硫化膠囊(見圖2)有顯著區別,但在輪胎硫化時,硫化膠囊伸展后二者形狀又基本一致。這種現象導致工程機械斜交輪胎硫化膠囊的橫向拉伸比例遠高于全鋼工程機械子午線輪胎硫化膠囊,雖然在硫化膠囊選型時可以在一定范圍內進行優化,但總體拉伸比例仍然較大,易導致缺陷產生。

圖1 工程機械斜交輪胎B型硫化膠囊

圖2 全鋼工程機械子午線輪胎B型硫化膠囊
工程機械斜交輪胎硫化膠囊的早期損壞除去氧化、擠傷等常見形式以外,約80%表現為硫化膠囊根部(囊根)及附近部位開裂,主要損壞部位集中在囊根、膠囊夾環與鋼棱圈配合線位置、鋼棱圈與胎圈配合部位和下夾環部位,如圖3和4所示。

圖3 囊根上部主要缺陷點分布

圖4 囊根下部主要缺陷點分布
2 硫化膠囊早期損壞的原因分析及改善措施
2.1 囊根裂口
2.1.1 大尺寸規則裂口
囊根轉折部位周向出現較大長度的開裂缺陷,損壞情況如圖5所示。

圖5 囊根規則裂口
2.1.1 .1 原因分析
(1)囊根部位壓縮比過大,從而發生局部過度壓縮破壞。
(2)膠囊夾環棱角倒角不足或長期使用產生的銹蝕導致夾環相鄰位置低洼、有異常凸起(見圖6),造成硫化膠囊損傷,在其反復伸縮后裂口逐步擴大。因銹蝕導致的夾環異常凸起常見于上下夾環對應的囊根位置,因壓合緊密導致隔離劑和水汽難以到達該位置,而其外側容易接觸隔離劑和水汽,長期使用后夾環逐漸銹蝕造成囊根部位下陷。

圖6 夾環異常凸起
2.1.1 .2 改善措施
(1)根據硫化膠囊組裝部位各點的壓縮比和廠家給出的參考指標進行調整,達到合理壓縮比。
(2)對夾環、卡盤對應囊根位置進行檢查,調整夾環棱角倒角半徑,對局部凸起部位進行打磨拋光(見圖7)。拋光后需對該部位壓縮比進行核算,確保壓縮比在合適區間(一般為10%~15%),以避免硫化膠囊發生脫出風險。

圖7 異常凸起部位拋光
2.1.2 小范圍不規則裂口
囊根局部出現較小范圍開裂,并伴有不規則裂口。
2.1.2 .1 原因分析
(1)在注塑過程中局部膠料融合異常,在較大變形下膠料間結合力不足導致囊根撕裂。
(2)硫化膠囊加工工藝導致。如注塑口設計不良導致注塑口位置膠料分布不均勻、性能不一致,如圖8所示。
2.1.2 .2 改善措施
(1)通知硫化膠囊廠家改進模具,改善膠料分布的均勻性。
(2)對注塑口位置進行重新設計,避免在囊根拉伸較大的部位設計注塑口,確保膠料分布均勻。
2.2 膠囊夾環部位裂口
膠囊夾環與鋼棱圈配合線位置出現沿線方向開裂,在反復彎折后裂口擴大導致硫化膠囊報廢。常見損壞形式為周向均布裂口和周向零散裂口兩種。
2.2.1 周向均布裂口
周向均布裂口分布在夾環排氣線位置,與排氣線一一對應,如圖9所示。

圖9 夾環排氣線位置損傷
2.2.1 .1 原因分析
夾環排氣槽寬度過大、排氣槽與硫化膠囊相接處未進行倒角處理。
2.2.1 .2 改善措施
(1)對夾環排氣線與硫化膠囊接觸位置進行拋光處理,消除尖銳部位。
(2)與模具研發部門合作,在夾環設計環節增加打磨處理要求。
2.2.2 周向零散裂口
硫化膠囊無規則損傷沿夾環外緣周向分布,但開裂方向與夾環邊緣嚴格對應,如圖10所示。

圖10 夾環周向零散裂口
2.2.2 .1 原因分析
(1)夾環與鋼棱圈配合不佳,造成二者高低錯位(見圖11);硫化膠囊相鄰部位出現不同的壓縮變形,在結合部位形成臺階,導致硫化膠囊頸部厚度突變(見圖12);臺階過高時會造成結合面開裂(見圖13)。
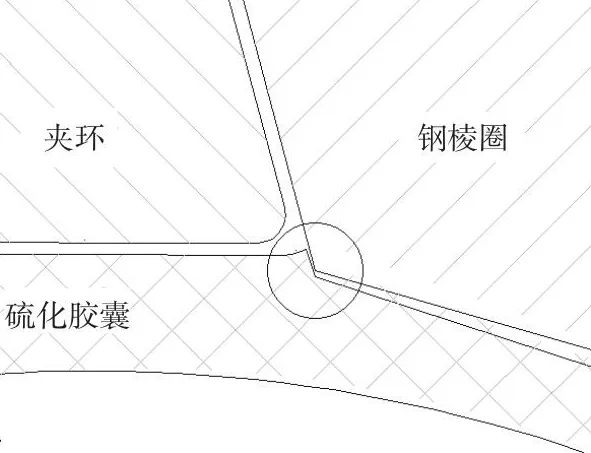
圖11 夾環與鋼棱圈高低錯位

圖12 硫化膠囊頸部厚度突變

圖13 結合面開裂
(2)因砸傷、過度磨損等因素導致鋼棱圈與硫化膠囊接觸面鋒利,刺傷硫化膠囊,如圖14和15所示。

圖14 鋼棱圈與硫化膠囊接觸面鋒利

圖15 鋼棱圈毛刺
2.2.2 .2 改善措施
(1)配合研發部門重新設計鋼棱圈以達到夾環與鋼棱圈配合面平滑過渡,消除錯位現象;在短期無法調整鋼棱圈設計的情況下,對相對凸出的夾環或鋼棱圈部位打磨拋光,避免硫化膠囊結合部位出現接近直角的臺階,從而實現平滑過渡。
(2)仔細檢查鋼棱圈有無砸傷、銹蝕導致的局部尖銳凸出,對尖銳部位進行打磨處理。
2.3 鋼棱圈與胎圈配合部位裂口
鋼棱圈與胎圈配合部位裂口基本呈整周分布,一般開裂情況相對較輕。
2.3.1 原因分析
工程機械斜交輪胎部分規格胎圈采用單、雙鋼絲圈通用設計。在生產雙鋼絲圈產品時,胎圈部位膠料飽滿,硫化膠囊伸張正常。在生產單鋼絲圈產品時,胎圈部位膠料相對較少,在內壓作用下,硫化膠囊在該部位產生反向彎折(見圖16),形成整周的折痕,反復彎折后產生連貫的周向裂口(見圖17)。

圖16 硫化膠囊反向彎折

圖17 硫化膠囊周向連貫開裂
2.3.2 改善措施
增大鋼棱圈與胎圈配合部位倒角,在生產單鋼絲圈產品時使硫化膠囊在配合部位平滑過渡,從而減輕開裂現象。
2.4 下夾環部位硫化膠囊周向裂口
硫化膠囊上下夾環部位的工作環境差別較顯著,下夾環部位硫化膠囊易出現較典型的缺陷,主要表現為排氣孔損傷(見圖18)和排氣槽損傷(見圖19)。這兩種損傷均能直觀地識別且易于控制。

圖18 排氣孔損傷

圖19 排氣槽損傷
2.4.1 原因分析
(1)排氣孔損傷原因為:排氣孔直徑較大,輪胎硫化過程中硫化膠囊在內壓作用下局部進入排氣孔內,由于排氣孔邊緣沒有進行倒角設計從而形成環形切割,造成硫化膠囊局部開裂,反復拉伸后裂口擴大。
(2)排氣槽損傷原因為:環形排氣槽加工完成后未進行倒角處理或倒角較小,長時間使用后出現銹蝕導致其更加尖銳,造成硫化膠囊環形切傷。
2.4.2 改善措施
(1)使用Φ8麻花鉆對排氣孔進行鈍化處理,利用麻花鉆頭部120°部位對排氣孔進行切削,在排氣孔與硫化膠囊接觸位置形成錐形孔,再對錐形孔進行適當打磨消除尖銳部位,如圖20所示。

圖20 排氣孔改善
(2)對排氣槽棱角采用打磨等方法進行鈍化處理。
3 結語
工程機械斜交輪胎硫化膠囊早期損壞的原因主要為生產設備較為老舊、卡盤和夾環等銹蝕老化明顯、維護不夠充分。受制于資金投入等因素,加上設計不夠合理等深層次問題,硫化膠囊早期損壞頻發。采用本工作改善措施,可以在不增加明顯投資的情況下,通過適當的自主維護即可有效控制硫化膠囊早期損傷,延長硫化膠囊使用壽命,為企業提升質量、降低成本做出貢獻。
猜你喜歡
商品與質量(2021年43期)2022-01-18 05:27:58
銅業工程(2021年2期)2021-06-27 10:36:24
裝備制造技術(2021年1期)2021-05-21 07:55:10
銅業工程(2021年1期)2021-04-23 01:45:08
石油商技(2021年1期)2021-03-29 02:35:54
表面工程與再制造(2019年1期)2019-12-04 15:10:07
山東冶金(2019年2期)2019-05-11 09:12:02
山東冶金(2019年2期)2019-05-11 09:12:00
汽車觀察(2018年9期)2018-10-23 05:46:44
專用汽車(2015年1期)2015-03-01 04:04:39
