基于預(yù)浸料挖補(bǔ)修理法的軌道車輛用CFRP結(jié)構(gòu)修復(fù)研究
2023-09-04 07:08:34戶迎燦張聯(lián)合李勵(lì)宸
合成纖維工業(yè) 2023年4期
戶迎燦,張聯(lián)合,曾 宇,李勵(lì)宸,靳 凱*
(1.中車青島四方機(jī)車車輛股份有限公司,山東 青島 266000;2.中國海洋大學(xué),山東 青島 266000)
近年來,隨著軌道交通行業(yè)的快速發(fā)展,軌道交通工具的輕量化成為其發(fā)展方向之一[1]。碳纖維增強(qiáng)復(fù)合材料(CFRP)作為一種優(yōu)良的輕量化材料,因具有高的比強(qiáng)度和比剛度、優(yōu)良的耐腐蝕性、非常好的抗疲勞性,被廣泛應(yīng)用于軌道交通領(lǐng)域,如軌道車輛的箱體、駕駛室、設(shè)備艙等[2-3]。
隨著CFRP的快速發(fā)展,CFRP結(jié)構(gòu)件修補(bǔ)問題也隨之而來,對(duì)CFRP結(jié)構(gòu)件的損傷部位進(jìn)行去損及修復(fù)對(duì)其使用安全至關(guān)重要[4]。當(dāng)前70%以上的CFRP結(jié)構(gòu)件的修復(fù)是通過機(jī)械加工去除損傷部位后,再用預(yù)浸料鋪貼去損部位固化修復(fù)[5]。傳統(tǒng)的CFRP的去損方式包括銑削加工、鉆削加工和砂輪加工,但這3種方式的切削量均較大,且在高速下易產(chǎn)生大量的摩擦熱,導(dǎo)致CFRP表面熱損傷[6]。與傳統(tǒng)的機(jī)床加工相比,機(jī)器人打磨CFRP則具有更高的靈活性和可控性,通過調(diào)整機(jī)器人的抓握姿勢、磨削頭位置和壓力,可以優(yōu)化CFRP的磨削效率。
常見的CFRP結(jié)構(gòu)件的修補(bǔ)方法有濕法修補(bǔ)、預(yù)固化修補(bǔ)和預(yù)浸料修補(bǔ)[7-8],其中預(yù)浸料修補(bǔ)具有修復(fù)時(shí)間短、效率高等優(yōu)點(diǎn)。M.ASHRAFI等[9]使用電流通過嵌入黏合層中的編織石墨-環(huán)氧樹脂預(yù)浸料產(chǎn)生的熱量來進(jìn)行固化修復(fù),提高了預(yù)浸料固化時(shí)的溫度均勻性。D.HOSKINS等[10]采用超聲波振動(dòng)取代傳統(tǒng)真空袋法用于碳纖維-環(huán)氧樹脂預(yù)浸料的固化,結(jié)果表明超聲波固化的CFRP的層間剪切強(qiáng)度與真空袋法相當(dāng),但是超聲波固化容易引起CFRP分層范圍擴(kuò)大,形成潛在損傷。LI G Q等[11]對(duì)層壓梁試樣進(jìn)行低速?zèng)_擊預(yù)損傷,然后使用紫外線固化樹脂修復(fù)受損試樣,結(jié)果表明紫外線固化樹脂是一種快速、堅(jiān)固、耐用、經(jīng)濟(jì)、有效的修復(fù)低速?zèng)_擊損傷復(fù)合材料層壓板的方法。張寧等[12]針對(duì)傳統(tǒng)補(bǔ)片固化工藝成本高、能耗大及成型時(shí)間長等問題,利用碳納米管薄膜作為加熱元件與復(fù)合材料預(yù)浸料補(bǔ)片進(jìn)行集成,通過電加熱固化達(dá)到修補(bǔ)損傷結(jié)構(gòu)的目的,但是在電加熱預(yù)浸料的過程中,由于電流直接通入使得碳纖維周圍局部溫度過高使得基體容易發(fā)生熱損傷。陳浩等[13]通過對(duì)光固化復(fù)合材料預(yù)浸料補(bǔ)片相關(guān)特性進(jìn)行開發(fā)性、對(duì)比性試驗(yàn),優(yōu)化了補(bǔ)片的設(shè)計(jì)制備工藝,提高了補(bǔ)片的強(qiáng)度和壽命,縮短了補(bǔ)片的光固化時(shí)間,但是光固化效率較慢,不適合大批量修復(fù)。
作者基于碳纖維預(yù)浸料和挖補(bǔ)修理法修復(fù)受損地鐵壁板的CFRP層合板,研究了打磨斜度、打磨階梯數(shù)、修復(fù)補(bǔ)片結(jié)構(gòu)等參數(shù)對(duì)修復(fù)件壓縮性能的影響,并利用數(shù)字圖像相關(guān)(DIC)測試系統(tǒng)探索了修復(fù)件的斷裂特性,以期為地鐵等軌道交通用復(fù)合材料損傷修復(fù)技術(shù)研究提供一定的指導(dǎo)和借鑒。
1 實(shí)驗(yàn)
1.1 主要原料
編織帶阻燃預(yù)浸料:牌號(hào)ACTECH 1201FR/CW380TW-3,厚度0.25 mm,中航復(fù)合材料有限責(zé)任公司產(chǎn);單向帶阻燃預(yù)浸料:牌號(hào)ACTECH 1201FR/T700,厚度0.25 mm,中航復(fù)合材料有限責(zé)任公司產(chǎn);膠膜:牌號(hào)ACTECH 1201R220,厚度0.18 mm,單位面積質(zhì)量(220±24)g/m2,中航復(fù)合材料有限責(zé)任公司產(chǎn);CFRP層合板:鋪貼結(jié)構(gòu)為平紋編織,厚度為4 mm,預(yù)損傷深度為2 mm,直徑為10 mm的圓柱形缺陷,中車青島四方機(jī)車車輛公司提供。編織帶阻燃預(yù)浸料和單向帶阻燃預(yù)浸料的性能見表1。
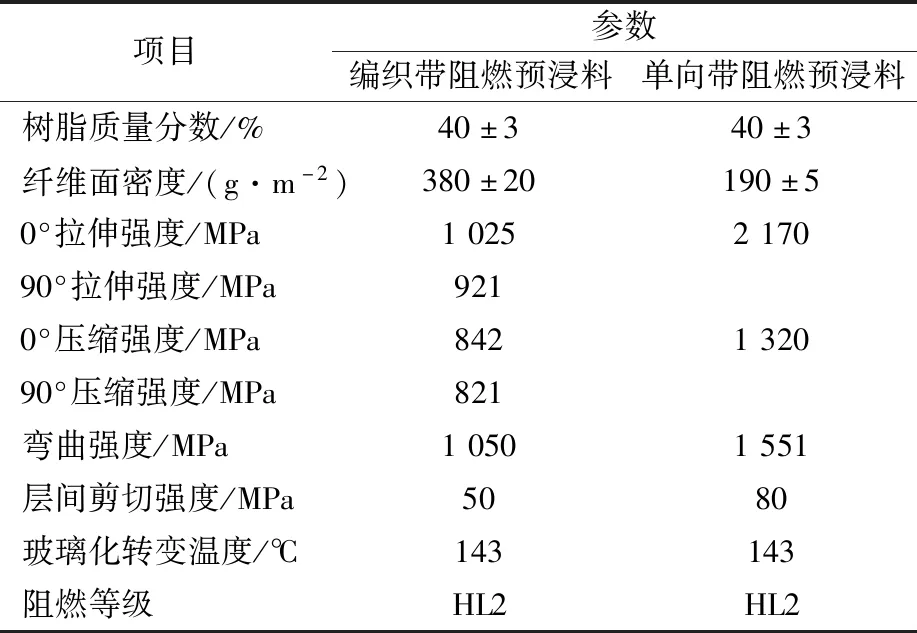
表1 編織帶和單向帶阻燃預(yù)浸料的性能參數(shù)Tab.1 Performance parameters of flame retardant prepreg for woven and unidirectional tapes
1.2 主要儀器與設(shè)備
FANUC/M20iD工業(yè)機(jī)器人、磨削高速主軸電機(jī)、金剛石磨頭:日本FANUC株式會(huì)社制;ACR MiniPRO熱補(bǔ)儀:美國briskheat公司制;Q-400 DIC應(yīng)變測量儀:德國丹迪公司制;C52.105微機(jī)控制電子試驗(yàn)機(jī):新三思(上海)企業(yè)發(fā)展有限公司制。
1.3 實(shí)驗(yàn)過程

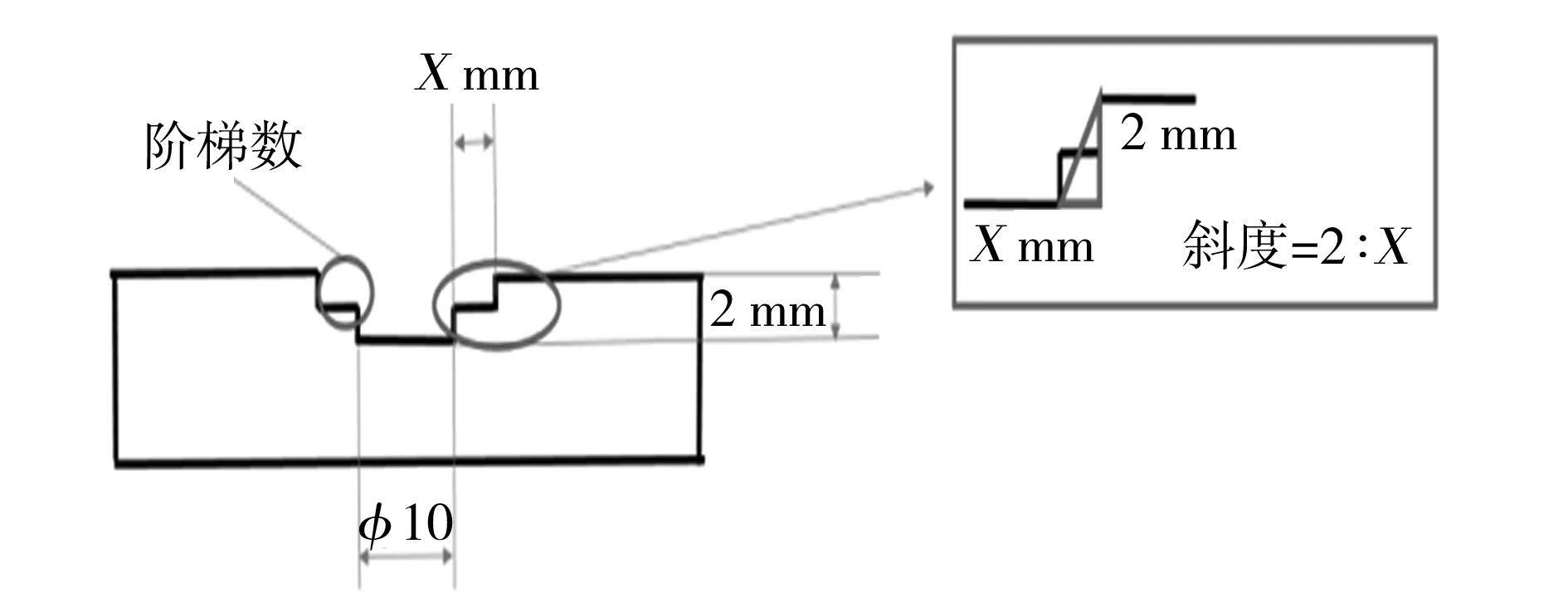
圖1 打磨結(jié)構(gòu)示意Fig.1 Schematic of grinding structure
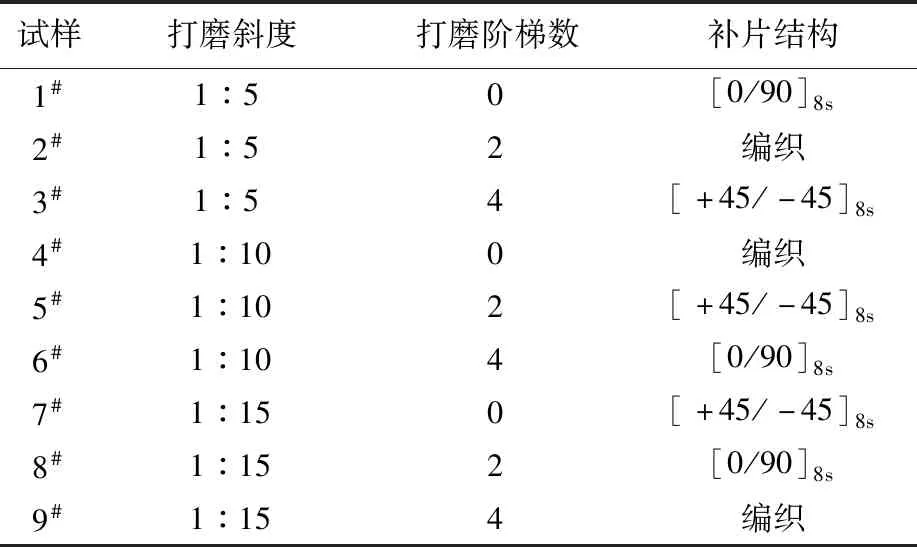
表2 正交實(shí)驗(yàn)設(shè)計(jì)Tab.2 Orthogonal experimental design
1.4 分析與測試
壓縮性能:采用微機(jī)控制電子試驗(yàn)機(jī),按ASTM D7137/D7137M—12[14]對(duì)CFRP層合板修復(fù)件試樣進(jìn)行測試,得到試樣的載荷-位移曲線,然后按式(1)計(jì)算試樣的最大壓縮強(qiáng)度(P),按式(2)計(jì)算試樣的壓縮強(qiáng)度恢復(fù)率(Ph),按式(3)計(jì)算試樣的剛度(K),按式(4)計(jì)算試樣的剛度恢復(fù)率(Kh)。
P=F/S
(1)
Ph=P/Py×100%
(2)
K=F/δ
(3)
Kh=K/Ky×100%
(4)
式中:F為最大壓縮力,S為壓縮方向截面積,δ為形變大小,Py為未受損CFRP層合板的壓縮強(qiáng)度,Ky為未受損CFRP層合板的剛度。
裂紋DIC圖像:采用DIC測試系統(tǒng)從兩個(gè)角度對(duì)修復(fù)件進(jìn)行拍照,其中一個(gè)鏡頭正對(duì)準(zhǔn)修復(fù)件的正中心,另一個(gè)鏡頭偏離一定角度,獲得修復(fù)件壓縮斷裂前0.08 s的圖像,然后通過捕捉圖像像素點(diǎn)的位移量來判斷材料受壓而產(chǎn)生形變的區(qū)域,利用相關(guān)計(jì)算獲取相關(guān)區(qū)域的變形信息。
2 結(jié)果與討論
2.1 CFRP層合板修復(fù)件的壓縮性能
不同修復(fù)條件下CFRP層合板修復(fù)件的載荷-位移曲線如圖2所示。

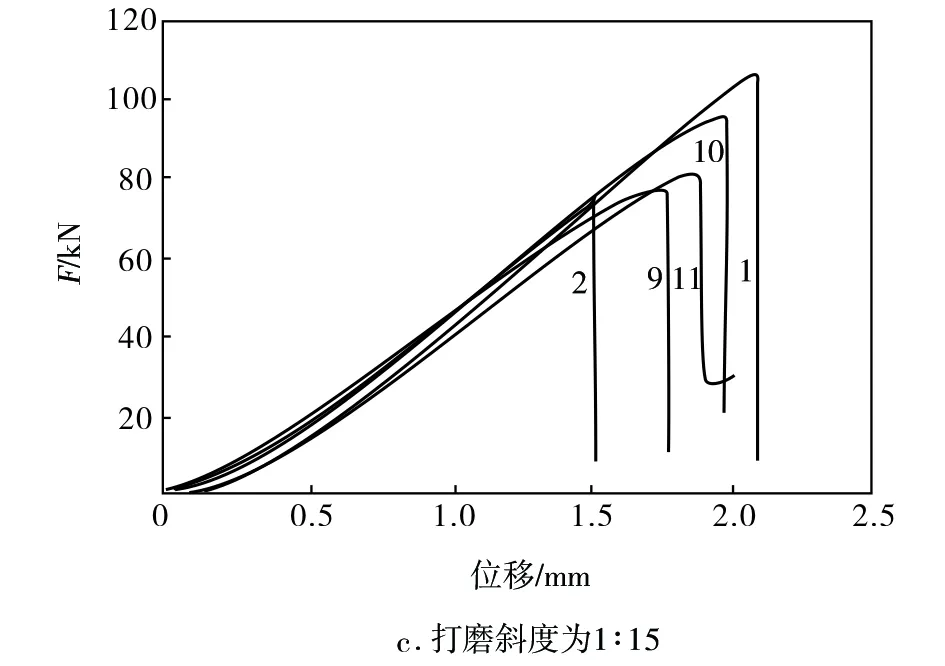
圖2 CFRP層合板修復(fù)件的載荷-位移曲線Fig.2 Load-displacement curves of CFRP laminates repair parts試樣;試樣;3—1#試樣;4—2#試樣;5—3#試樣;6—4#試樣;7—5#試樣;8—6#試樣;9—7#試樣;10—8#試樣;11—9#試樣

2.2 影響CFRP層合板修復(fù)件壓縮性能的因素
從表3可以看出,3#試樣的壓縮性能最好,Ph達(dá)到98.6%,故對(duì)于4 mm厚CFRP層合板,采用打磨斜度為1:5,打磨階梯數(shù)為4,補(bǔ)片結(jié)構(gòu)為[+45/-45]8s的工藝進(jìn)行修復(fù)效果最佳。
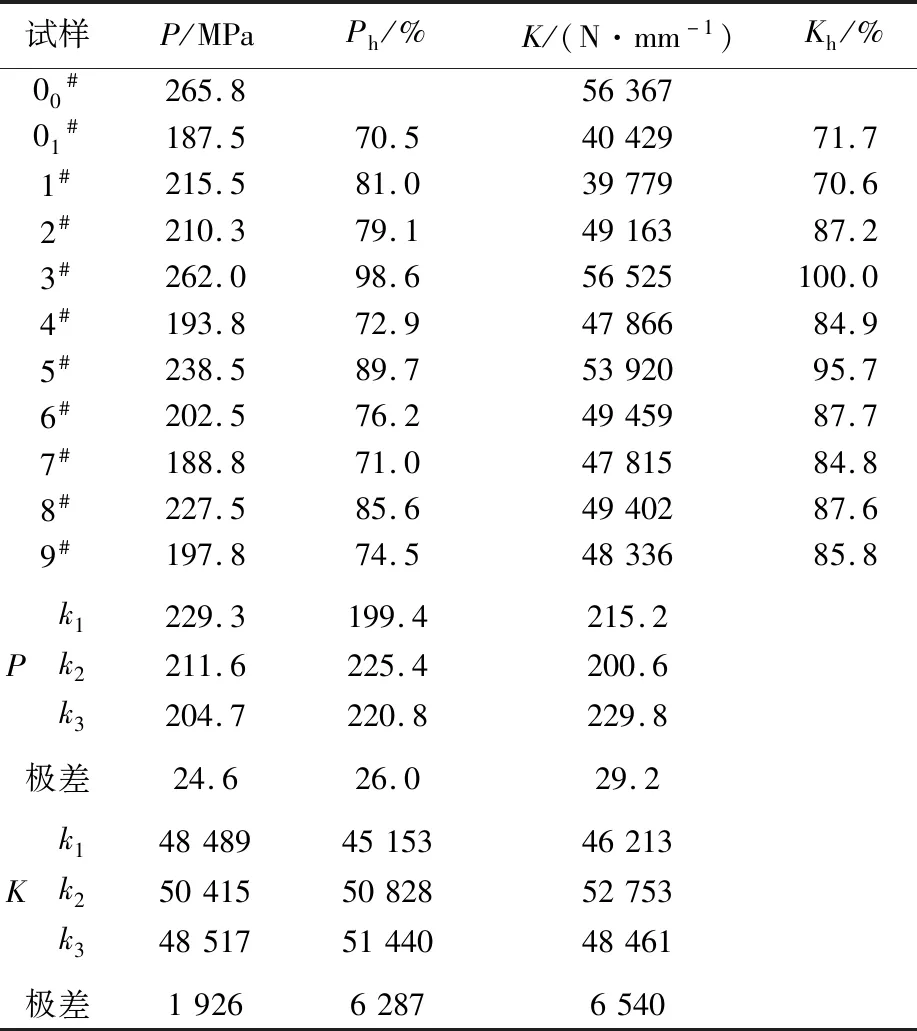
表3 正交實(shí)驗(yàn)結(jié)果Tab.3 Orthogonal experimental results
各因素對(duì)P的影響大小依次為補(bǔ)片結(jié)構(gòu)、打磨階梯數(shù)、打磨斜度;對(duì)于補(bǔ)片結(jié)構(gòu),最優(yōu)結(jié)構(gòu)為[+45/-45]8s,其次為[0/90]8s,編織效果最差,其原因是[+45/-45]8s在豎直方向上能夠承受的力最大,[0/90]8s次之,編織結(jié)構(gòu)因鋪貼后層間連接較差,影響最終承力性能,效果最差;對(duì)于打磨階梯數(shù),2階梯最優(yōu),但與4階梯差別不大,0階梯與2階梯、4階梯差距較大,原因是0階梯的連接面積最小,所能承受和發(fā)散的力較小,一般階梯數(shù)越多,完整纖維越多,連接面積越大,所能承受的力也越大;對(duì)于打磨斜度,1:5的斜度修復(fù)性能最佳,其次為1:10,而1:15的斜度修復(fù)性能最差,其原因是當(dāng)打磨斜度為1:15時(shí),修補(bǔ)區(qū)過于接近母材邊緣,并且所能承受壓力的完整纖維較少,故對(duì)性能有所影響。
各因素對(duì)K的影響大小依次為補(bǔ)片結(jié)構(gòu)、打磨階梯數(shù)、打磨斜度;對(duì)于補(bǔ)片結(jié)構(gòu),最優(yōu)結(jié)構(gòu)為[+45/-45]8s,其次為編織結(jié)構(gòu),最差為[90/0]8s,其原因是K是抵抗彈性變形的能力,沿纖維方向上的K較大,垂直纖維方向上的K就較小,由于補(bǔ)片結(jié)構(gòu)為[+45/-45]8s時(shí),纖維各方向均能承受力,所以彈性變形量小,而[90/0]8s和編織結(jié)構(gòu)豎直方向上的纖維較少,所以K較小;對(duì)于打磨階梯數(shù),4階梯最優(yōu),但與2階梯差別不大,0階梯與2階梯、4階梯差距較大,原因是0階梯打磨時(shí),拋去損傷部位豎直方向上的完整纖維最少,所以K最小;對(duì)于打磨斜度,1:10的斜度稍優(yōu)于1:5與1:15,1:5與1:15差別不大,原因是打磨斜度為1:15時(shí),修補(bǔ)區(qū)過于接近母材邊緣,并且所能承受壓力的完整纖維較少,而打磨斜度為1:5時(shí),鋪貼難度大,容易造成性能下降。
2.3 CFRP層合板修復(fù)件的壓縮斷裂特性
CFRP層合板修復(fù)件的照片如圖3所示。
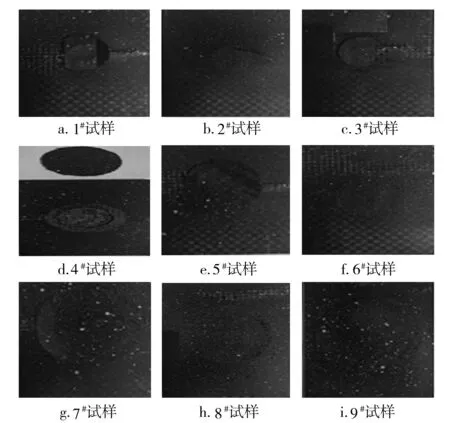
圖3 CFRP層合板修復(fù)件的照片F(xiàn)ig.3 Photos of CFRP laminates repair parts
從圖3可以看出,4#試樣修復(fù)后出現(xiàn)脫落現(xiàn)象,裂紋總體上為橫向裂紋,且出現(xiàn)在補(bǔ)片周圍,其原因是0階梯打磨擴(kuò)大了4#試樣的損傷面積,承力主要由膠膜承擔(dān),并且使用編織結(jié)構(gòu)補(bǔ)片造成連接力不夠,最終導(dǎo)致補(bǔ)片脫落,所以在CFRP層合板修復(fù)中需避免使用0階梯+編織補(bǔ)片的組合進(jìn)行修復(fù)。
從圖4可以看出,在斷裂前一刻,CFRP層合板補(bǔ)片周圍均產(chǎn)生較大應(yīng)變,1#、2#、3#試樣最大變形區(qū)間在2%~8%,4#、5#、6#試樣最大變形區(qū)間在8%~12%,7#、8#、9#試樣最大變形區(qū)間在6%~11%。這是因?yàn)?#、2#、3#試樣的打磨斜度為1:5,補(bǔ)片結(jié)構(gòu)尺寸較小,膠膜承受的力較小,所以變形區(qū)間較小;4#、5#、6#試樣的打磨斜度為1:10,補(bǔ)片結(jié)構(gòu)尺寸適中,膠膜承受的力較大,所以變形區(qū)間較大;7#、8#、9#試樣的打磨斜度為1:15,補(bǔ)片結(jié)構(gòu)尺寸最大,膠膜承受的力最大,但是膠膜的強(qiáng)度較低,所以導(dǎo)致變形時(shí)斷裂反而縮小了變形區(qū)間,此外由于打磨斜度為1:15時(shí),修補(bǔ)結(jié)構(gòu)過于靠近板材邊緣,導(dǎo)致圓形應(yīng)變區(qū)不完整。
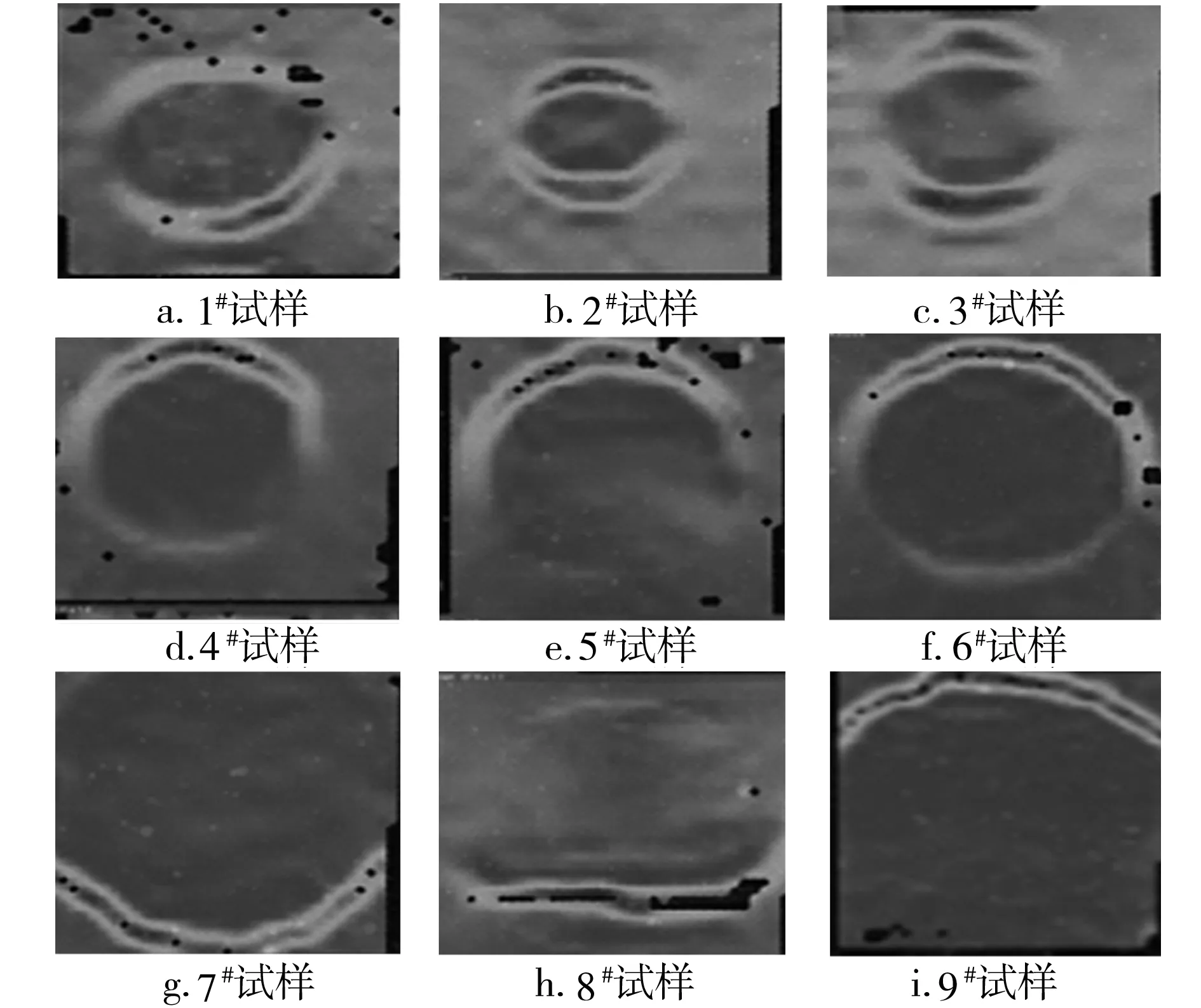
圖4 CFRP層合板修復(fù)件斷裂過程的DIC圖像Fig.4 DIC images of fracture process of CFRP laminates repair parts
以8#試樣為例,其裂紋擴(kuò)展過程如圖5所示。
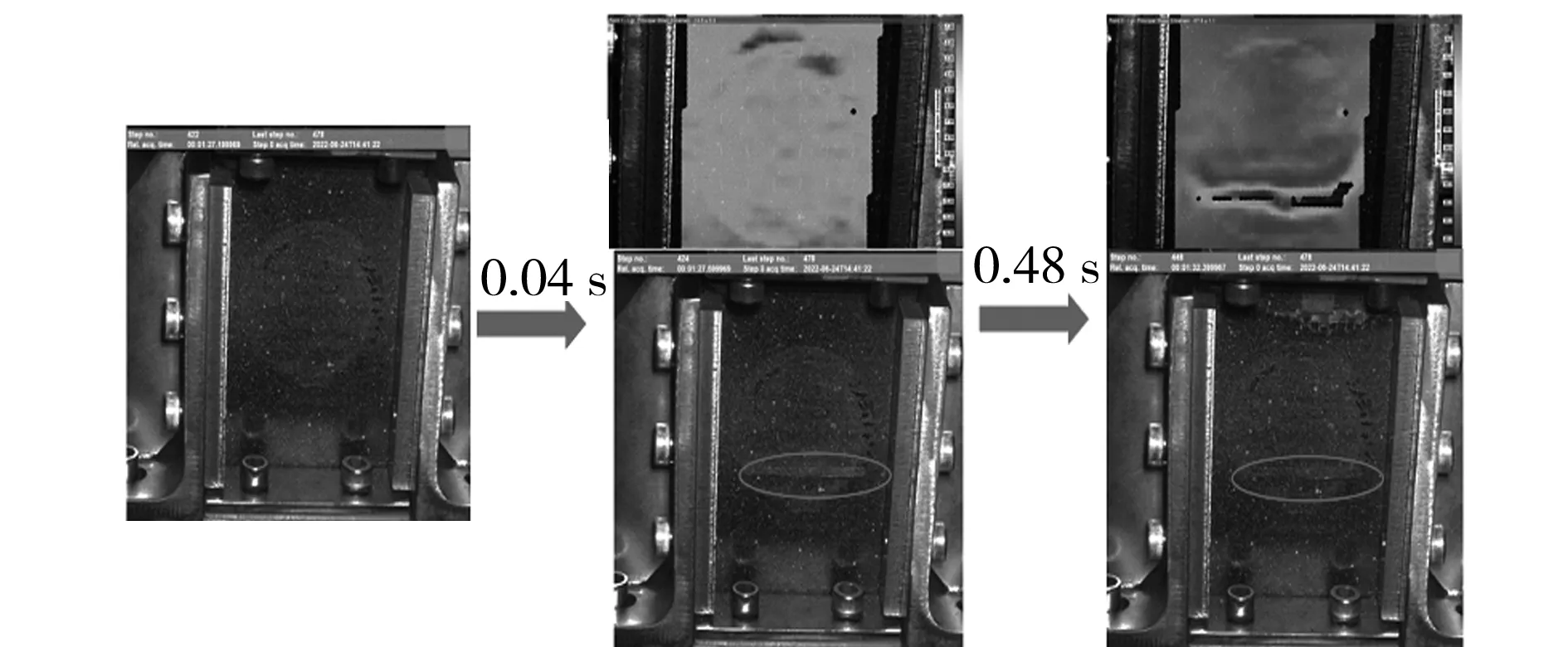
圖5 8#試樣裂紋擴(kuò)展過程示意Fig.5 Schematic of crack propagation process of sample 8#
從圖5可以看出,壓縮過程中,CFRP層合板修復(fù)件裂紋出現(xiàn)的過程極快,從完整試樣到產(chǎn)生最初的裂紋僅需要0.04 s,之后在較短時(shí)間內(nèi)迅速擴(kuò)展成為較長裂紋,因?yàn)橐坏┊a(chǎn)生了裂紋,應(yīng)力就會(huì)集中在裂紋尖端,促進(jìn)裂紋快速延伸。
3 結(jié)論
a.采用預(yù)浸料法修復(fù)4 mm軌道車輛用CFRP層合板時(shí),較佳的工藝為打磨斜度1:5,打磨階梯數(shù)4階,補(bǔ)片結(jié)構(gòu)[+45/-45]8s。
b.各因素對(duì)P的影響大小依次為補(bǔ)片結(jié)構(gòu)、打磨階梯數(shù)、打磨斜度,各因素對(duì)K的影響大小依次為補(bǔ)片結(jié)構(gòu)、打磨階梯數(shù)、打磨斜度。補(bǔ)片結(jié)構(gòu)為[+45/-45]8s時(shí)修補(bǔ)性能最好;打磨階梯數(shù)為2階梯時(shí)修補(bǔ)性能最好但與4階梯差別不大;打磨斜度為1:5時(shí)修補(bǔ)性能最好。
c.CFRP層合板修復(fù)件壓縮過程中,裂紋能在極短時(shí)間內(nèi)出現(xiàn),并在較短時(shí)間內(nèi)迅速擴(kuò)展;裂紋總體上為橫向裂紋,且易出現(xiàn)在補(bǔ)片周圍。
d.在CFRP層合板修復(fù)過程中,應(yīng)避免使用0階梯+編織補(bǔ)片的組合進(jìn)行修復(fù),同時(shí)應(yīng)避免修補(bǔ)時(shí)斜度過大,使修補(bǔ)區(qū)過于接近補(bǔ)板邊緣,造成修補(bǔ)效果不理想。
猜你喜歡
作文周刊·小學(xué)一年級(jí)版(2025年8期)2025-04-08 00:00:00
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
中華詩詞(2020年1期)2020-09-21 09:24:52
少兒美術(shù)(快樂歷史地理)(2019年6期)2019-10-12 08:21:30
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
Coco薇(2017年7期)2017-07-21 07:16:04
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02