改良滅菌裝載筐的設計及應用
2023-09-08 08:02:30劉翠平李青彭燕
國際護理學雜志 2023年16期
劉翠平 李青 彭燕
新疆維吾爾自治區克拉瑪依市第二人民醫院(康復醫院)消毒供應室 834009
醫用紙塑包裝作為微生物屏障,具有透氣性好、包裝物品容易辨認、滅菌效果易于觀察、使用方便、成本較低、無菌存放時間長等優點〔1-2〕。
標準籃筐中的傳統方法:傳統標準滅菌裝載筐是由長方形田字格不銹鋼絲焊接而成,每格田字格間距為2.5 cm,在滅菌裝載時紙塑包采用平放或側放標準籃筐中,因相鄰器械包之間無有效間隔,滅菌過程中易受到擠壓或覆蓋紙面,或出現堆放現象,影響蒸汽排出和冷凝水的汽化,滅菌后時有發生紙塑包裝器械濕包現象。濕包的定義 :經滅菌和冷卻后,肉眼可見包內/包外存在潮濕、水珠等現象的滅菌包〔3〕,稱為濕包。滅菌包內的潮濕水分由于虹吸原理可形成一條向外通道,導致滅菌物品可能被污染。因此,發現濕包應視為滅菌失敗〔4〕。 濕包和有明顯水漬的包不可作為無菌包使用〔5〕。濕包必須重新清洗包裝后再作處理,這樣既加大了工作負荷,增加了成本消耗,又損害患者的安全,嚴重影響正常的醫療工作〔6〕。為了降低紙塑包的濕包發生率,有效控制醫院感染的發生,消毒供應室對現有標準滅菌筐進行改良,以探討其降低紙塑包濕包發生率的效果。
1 資料與方法
1.1 研究對象
2021年10月至2022年1月紙塑包器械包6 019個作為對照組,2022年2~5月紙塑包器械包6 313個作為觀察組。對照組采用傳統標準滅菌裝載筐,觀察組采用改良滅菌裝載筐。
1.2 方法
1.2.1改良滅菌裝載筐的制作方法 根據傳統標準滅菌筐的特點,自行設計醫用不銹鋼分隔桿,分隔桿包含3種結構:第一種桿體長度固定結構,第二種桿體長度可伸縮結構,第三種在桿體上增加擋片,該擋片由醫用不銹鋼絲構成,且該擋片呈網格狀結構或M形結構。不銹鋼分隔桿兩頭彎鉤鉤住標準滅菌筐的田字格鋼絲側欄上面,防脫彎鉤可以更好地防止脫落。
1.2.1.1第一種桿體長度固定結構 醫用不銹鋼隔桿的設計有3種形狀。見圖1。分隔離桿由直鋼絲部分和弧形彎鉤組成,尾端磨圓不刮手,不銹鋼分隔桿兩頭彎鉤鉤住標準滅菌筐的田字格鋼絲側欄上面,防脫彎鉤可以更好地防止脫落。
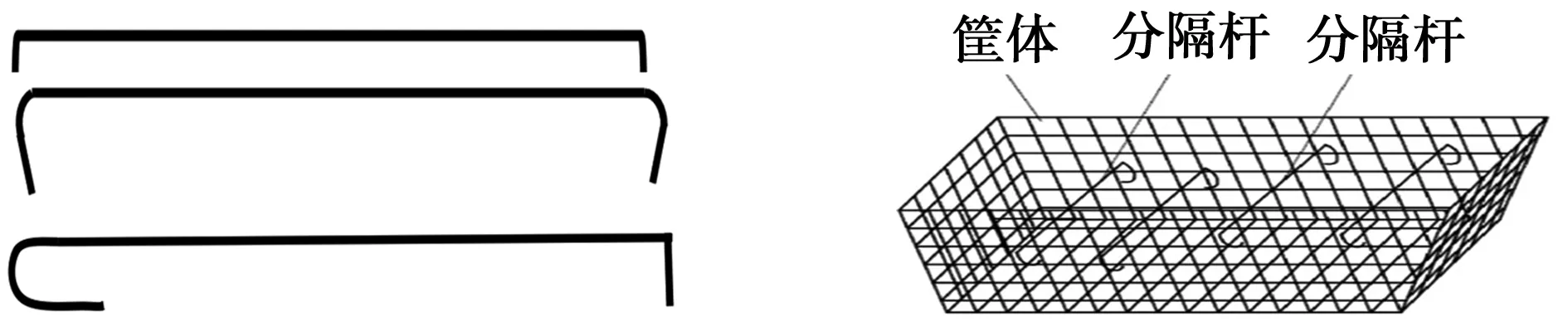
圖1 桿體長度固定結構
1.2.1.2第二種桿體長度可伸縮結構 設計有4種類型。見圖2。不銹鋼分隔桿兩頭彎鉤鉤住標準滅菌筐的田字格鋼絲側欄上面,防脫彎鉤可以更好地防止脫落。
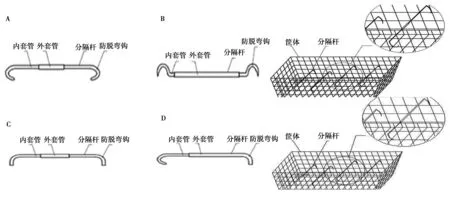
圖2 桿體長度可伸縮結構
1.2.1.3第三種在桿體上增加擋片 該擋片由醫用不銹鋼絲構成,且該擋片呈網格狀結構或M形結構。見圖3。不銹鋼分隔桿兩頭彎鉤鉤住標準滅菌筐的田字格鋼絲側欄上面,防脫彎鉤可以更好地防止脫落。
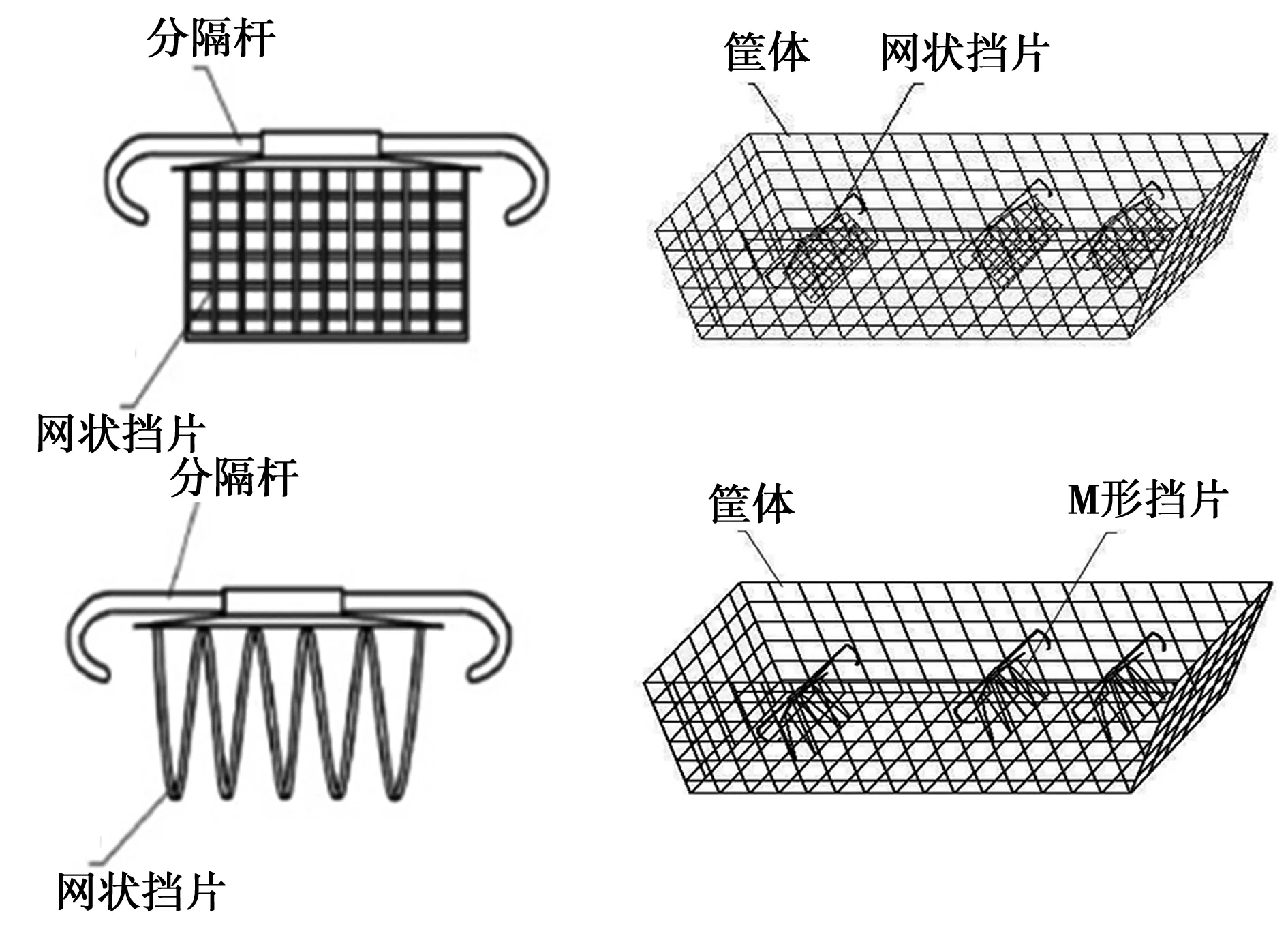
圖3 擋片結構
1.2.2原因分析 針對紙塑包濕包發生率高的現象,圈員們通過頭腦風暴討論會進行解析。繪制魚骨圖:從人、設備、方法、其他4個方面進行原因分析,5項為要因:沒有紙塑包滅菌裝載筐、沒有紙塑包滅菌裝載支架、流程不規范、責任心不強、冷卻時間太短。
1.2.3收集數據的方法 消毒供應中心信息化質量追溯系統、消毒供應中心日工作質量指標登記表、月工作質量指標統計、消毒供應中心質量日評估登記本、現場質控檢查、消毒供應室紙塑包濕包數量登記表、改善前后紙塑包濕包發生率比較表。
1.2.4改良滅菌裝載筐適用范圍 適用于可放置在標準滅菌筐內的各種滅菌器械包;可根據紙塑包的大小、高度和寬度,根據需求進行自行安裝,自由組合,實現科學裝載,避免了人為因素造成的不合理裝載。見圖4。
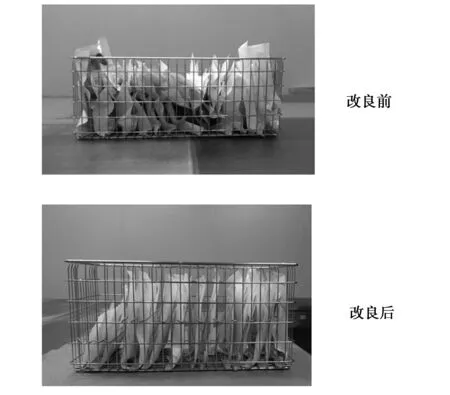
圖4 改良前后滅菌裝載筐
1.2.5工作流程 改善前后滅菌包滅菌流程圖對比見圖5。
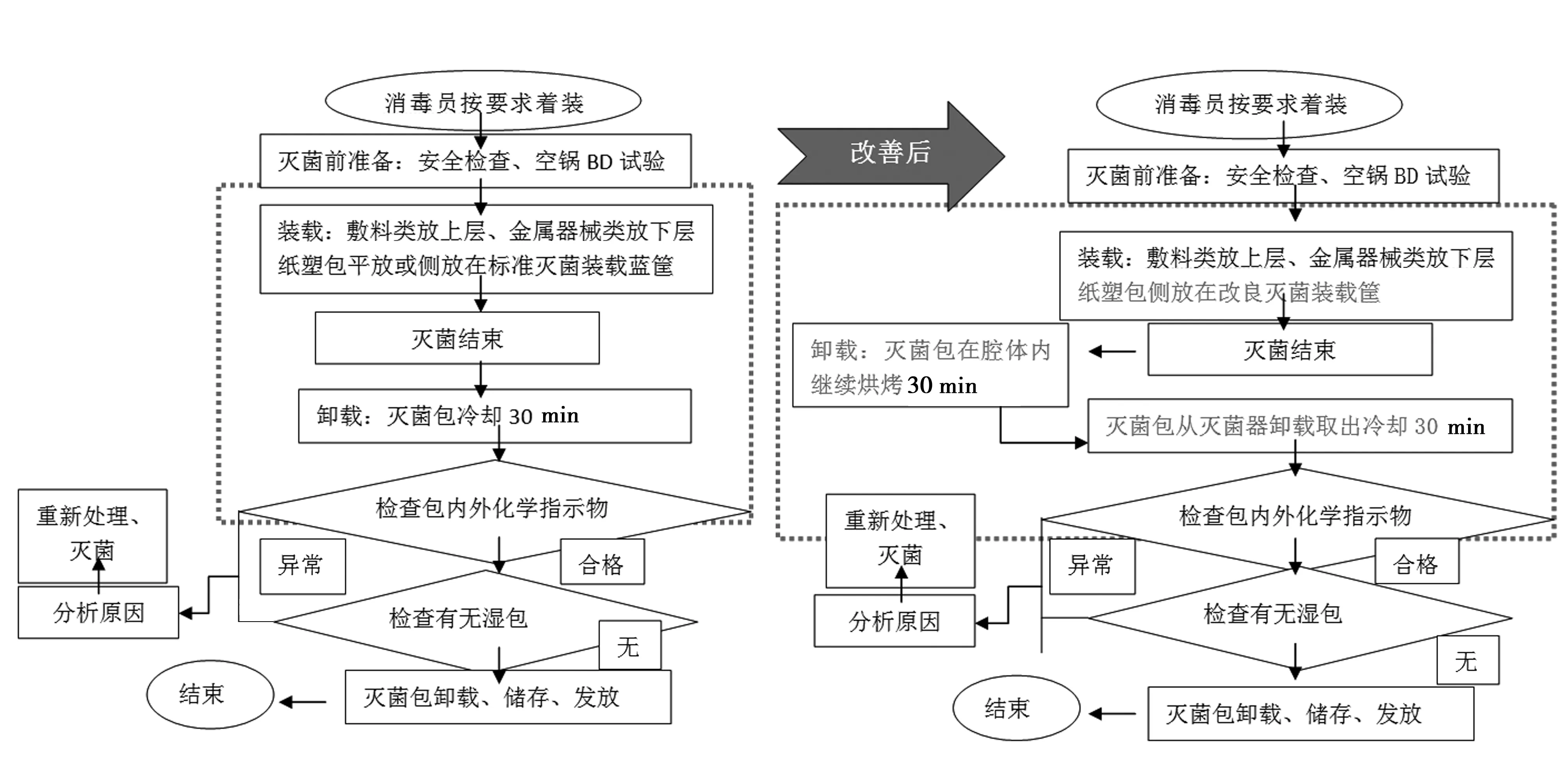
圖5 改善前后流程圖對比
1.3 統計學分析
采用SPSS 13.0 軟件進行統計分析,統計處理采用χ2檢驗,P<0.001為差異有統計學意義。
2 結果
2.1 觀察兩組濕包發生率
觀察兩組紙塑包濕包情況,紙塑包的塑面有肉眼可見霧滴、水珠或紙面有水漬視為濕包。敷料包滅菌后質量的增加不超過1%;器械包的滅菌后質量增加不超過 0.2%;未達此標準或同時有可見潮濕的物品為“濕包”。 僅在包外有明顯的水漬和水珠,手感潮濕,且質量增加,稱為包外濕包;包內器械及容器內有水珠或包內敷料有明顯水漬,稱包內濕包。
2.2 效果評價
對照組紙塑包器械包為6 019個,收集期間紙塑包濕包數量為37例,紙塑包濕包發生率為0.6%;觀察組紙塑包器械包6 313個,收集期間紙塑包濕包數量為5例,紙塑包濕包發生率為0.08%。觀察組紙塑包濕包發生顯著低于對照組(χ2=12.857,P<0.001),紙塑包濕包發生率由0.60%降至0.08%。
3 討論
3.1 對存在問題進行解析
通過原因分析、真因驗證,從5項要因中選出3項為真因:沒有紙塑包滅菌裝載筐、沒有紙塑包滅菌裝載支架、流程不規范,制定對策并組織實施。
3.1.1改善前:①沒有紙塑包滅菌裝載筐;②沒有紙塑包滅菌裝載支架;針對以上問題,2022年1月7~15日護理人員查閱相關文獻10篇,了解國內紙塑包滅菌裝載支架的優缺點;通過查閱相關文獻,對科室現有標準滅菌筐進行改良,自行設計醫用不銹鋼分隔桿,分隔桿分三種結構。改良滅菌裝載筐,解決了現有滅菌裝載筐滅菌時,紙塑包之間出現擠壓或覆蓋紙面,或堆放現象,導致紙塑包濕包發生率高的現象。
3.1.2改善前工作流程不規范,導致紙塑包濕包發率為0.60%,針對此問題,①規范滅菌包滅菌流程;②完善消毒供應中心月、日工作質量指標登記表和統計表及工作質量指標的閾值;③培訓滅菌包滅菌標準化流程;④督促大家嚴格遵守操作流程。改善后:紙塑包濕包發生率為0.08%。
3.2 改良滅菌裝載筐優點 ①根據紙塑包大小、高度、 寬度,可根據需求進行自行安裝、自由組合,實現科學規范裝載;②成本低:不銹鋼隔離棒制作改良滅菌裝載筐產生的費用200元,可以制作出相當于10個成品滅菌裝載筐的費用,相當于節約成本十幾倍;降低紙塑包濕包發生率,確保了滅菌質量和使用安全,降低醫療成本;③制作簡單、方便取放、 實用性強;④規范操作流程,提高了工作質量和工作效率。
改良滅菌裝載筐,有效約束和控制工作人員規范操作,避免了人為因素造成不合理的裝載,能實現科學裝載,避免濕包,使每個紙塑包裝器械包之間有一定間距,有利于滅菌時蒸汽進入和冷空氣排出,可有效降低紙塑包裝的濕包發生率,紙塑包濕包發生率由0.60%降至0.08%,從而有效控制醫院感染的發生。
利益沖突所有作者均聲明不存在利益沖突
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
當代陜西(2019年8期)2019-05-09 02:22:48
山東冶金(2019年1期)2019-03-30 01:35:32
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
專用汽車(2016年4期)2016-03-01 04:13:43