一種力增強型軟體抓取器的設計
2023-09-13 12:52:30趙玉俠萬學鋒周俊成鈕乾坤
重慶理工大學學報(自然科學) 2023年8期
趙玉俠,萬學鋒,周俊成,鈕乾坤
(北方工業大學 機械與材料工程學院, 北京 100144)
0 引言
軟體機器人是自動化發展領域的一個代表性成果,正處于發展的一個黃金階段,雖然它不能跨越剛性機器人的各個方面,但在醫療康復、仿生工程和其他領域具有很大的潛在優勢[1-5]。如何將軟體機器人更好地應用于人類,是目前整個軟體機器人領域內共同的問題。在軟體機器人領域中,軟體抓取器成熟度比較高,應用范圍廣,在不少工業領域實現了商業化運用。軟體抓取器在驅動方式上可以分為帶有外部電機的被動驅動(接觸驅動和肌腱驅動)[6-8]、流體彈性體驅動[9]、電活性聚合物驅動[10-11]、形狀記憶合金驅動[12-13]、其他活性材料驅動[14-15]。而隨著機器人工作環境的越來越非結構化,軟體抓取器在傳感器集成[16]、3D打印制作[17]、可調剛度[18]、材料開發[19]等方面不斷地被推到一個更高的高度。近年來,水下的軟體抓取器不斷被研發,在生物采樣、操作精密結構等方面取得了很大的突破[20],但是軟質材料固有的特性決定了軟體抓取器不能抓取載荷較大的物體,這成為了軟體抓取器最為困難的問題。
研發一款具有較大承載力的抓取器是解決以上問題的最直接方法。據了解,承載力比較大的抓取器一般使用的是流體驅動,其輸出的力常通過使用纖維增強結構[21-22]或氣密膜[23]來增加。另外還有通過在抓手局部施加剛性約束[24]、在抓手上添加一個折紙結構[25]來增加氣動抓取器的剛度。在軟體抓取器制造技術方面,3D打印技術是目前最受歡迎的一種制造方法[26-27],可以在氣動驅動下產生很大的作用力。這種抓取器通過多指的結合可使得有效載荷達到5 kg[28]。
可變剛度等其他方法顯著提高了軟體抓取器的負載能力,但也大大增加了軟體抓取器設計、制作的難度。近年來,封閉式軟體抓取器在負載能力方面不斷創下紀錄,其中軟體吞咽機器人的拉拔力能夠達到50 N[29],基于堵塞原理顆粒物料卡住的軟體機器人的抓持力達到了80 N[30],軟繞組抓取器的最大載荷達到了350 N[31-32]。雖然封閉式在負載能力方面具有很大的優勢,但是不如多指軟體抓取器靈巧,因此封閉式抓手和多指抓手之間的靈活切換將是高負載軟體抓取器研究的重點。
為了保證在足夠靈巧的同時顯著提高軟體抓取器的有效載荷,在受到磁鐵吸力的啟發下,提出了一種新穎的軟體抓取器,可以在封閉結構和多指結構之間靈巧切換,即為軟體抓取器的指尖端部配備接觸式或者非接觸式的裝置。首先介紹了磁鐵吸引啟發下的軟體抓取器的結構設計及其工作原理,接著進行材料的選擇及其制備,再進行力學建模,最后通過有限元仿真驗證理論模型的正確性。
1 軟體抓取器結構設計
軟體抓取器包括夾具和軟體驅動器。夾具和軟體驅動器是在三維軟件SolidWorks中設計,并由3D打印機制作出來的。軟體抓取器使用的是2個軟體驅動器,為使磁鐵片能夠更好地貼合,二者之間相差180°分布。
1.1 夾具設計
整個夾具的設計比較簡單,它只有一個大的零部件,如圖1所示。夾具的兩端設計有凸起,以固定軟體驅動器;上方是一個直徑為5 mm的圓柱,用于連接夾具和其他機械臂。

圖1 夾具結構示意圖
1.2 軟體驅動器設計
目前,軟體驅動器在結構上主要分為纖維增強型、圓柱形、羅紋型、褶皺型。與前3種形態相比,褶皺型軟體驅動器可以實現雙向彎曲,并且具有較大的彎曲角度,可以在沒有高壓的輸入下具有較高的輸入力。由文獻[30-31]得知腔體之間距離越小、腔體的體積越小、腔體數量越多可以大大增加驅動器的彎曲變形能力和抓持力。根據文獻[32]得知半圓形截面是設計褶皺型軟體驅動器最理想的截面,但由于單個手指寬度比較長,不適合做成半圓形截面,因此選擇矩形截面。為了在安裝氣管時更加方便,在驅動器頭部采用直徑為3 mm的氣孔,在到達第一個腔室后改用直徑為 2 mm的氣孔。
軟體驅動器包括一個褶皺型軟體指和指尖處貼合的磁鐵片。軟體指通過3D打印制造,而磁鐵片選擇的是市場上熱銷的稀土釹鐵硼磁鐵。從圖2可以看出,軟體指由10個均勻的腔室組成,端部處設計成厚度較厚的斜面。這種斜面具有很大的優點,一方面做出的凹槽可便于磁鐵片放進去,另一方面在抓取時兩手指中的磁鐵片能夠平面貼合,增加抓取時的穩定性和抓持力。
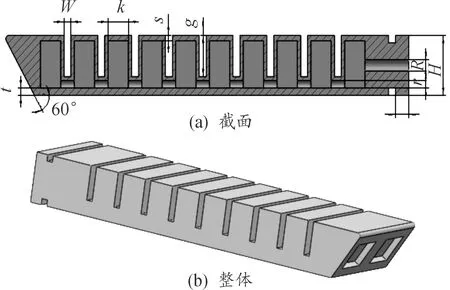
圖2 軟體驅動器結構示意圖
軟體指的整體尺寸為120 mm×16 mm×32 mm,相關尺寸見表1,其中磁鐵片如圖3所示。

表1 軟體驅動器尺寸

圖3 磁鐵片
1.3 軟體抓取器最終裝配
軟體驅動器最終裝配圖如圖4所示,通過夾具上面左右兩邊的凸起與驅動器上面的凹槽進行配合,進而鎖緊驅動器。與其他軟體抓取器相比,該抓取器有以下優點:
1) 采用兩指抓取。針對棒狀物體,兩指抓取比三指抓取更加容易實現。
2) 抓取器的寬度設定為32 mm。相比于其他褶皺型軟體抓取器,該抓取器寬度比較長,針對于一定形狀的方形或者球形的物體可以實現穩定抓取。
3) 抓取器增加了磁鐵片。在封閉模式下抓取時,兩指磁鐵片與磁鐵片之間相互吸引而貼合,有效載荷會更大。
4) 軟體抓取器適應性強,柔順性好,而且軟體抓手方便裝配在各種機械臂上。
1.4 工作原理
軟體抓取器是受到磁鐵吸力啟發而設計的,在每個彎曲的軟體驅動器指端嵌入一對磁鐵片,當軟體驅動器彎曲時,2個軟體驅動器的手指指尖處由于磁鐵片的存在而相互貼合,形成一種封閉結構,進而改善了沒有磁鐵片時的抓取效果。
2 材料選擇及制作
2.1 軟體驅動器材料選擇及制作
軟體驅動器的傳統制造方法為鑄造,該方法需要先制作好模具,然后進行澆筑。對于褶皺型結構的驅動器,內部結構比較復雜,模具制作很困難,在澆筑過程中也會產生很多氣泡,大大降低了驅動器的精度。為此提出了一種基于FDM的3D打印制作方法,能夠以自下而上的方式制作出這種褶皺型驅動器。這種方法不需要制作任何其他的東西,可以通過調整3D打印軟件中的參數來調整驅動器的形狀。
軟體驅動器采用基于FDM的3D打印技術,通過向FDM打印機提供商業化的熱塑性彈性體長絲來制作,這種材料的邵氏硬度為85A。基于FDM的3D打印機選擇的是Geeetech Prusa Pro C(如圖5所示),該打印機已經在市場上流行多年,成本不到2 200元,打印機的噴嘴直徑不到0.4 mm,層分辨率為0.1 mm。

圖5 Geeetech Prusa Pro C打印機實物圖
2.2 夾具的材料選擇及制作
為了使整個軟體抓取器制作更加簡單方便,采用基于FDM的3D打印技術來制作夾具。常見的打印硬質零件的材料為PLA和ABS。與ABS相比,PLA打印出的產品不容易出現斷裂,不容易翹,而且還沒有什么異味,因此選擇PLA作為夾具制作材料。PLA材料外形如圖6所示,半徑為1.75 mm,打印溫度為190~220 ℃,拉伸強度不小于60 MPa,彎曲強度不小于60 MPa。

圖6 PLA材料外形圖
3 軟體抓取器建模
3.1 抓取模式分析
能夠指尖貼合構成封閉結構的抓取器衍生出了一種新的抓取模式,即完全貼合抓取模式。軟體抓取器在抓取時可分為指尖式抓取模式、半抓取模式、完全貼合抓取模式。下面將分別對這3種抓取模式進行力分析。
1) 指尖式抓取模式。指尖抓取時的受力如圖7所示,可以看出摩擦力主要用于克服物體的重力。
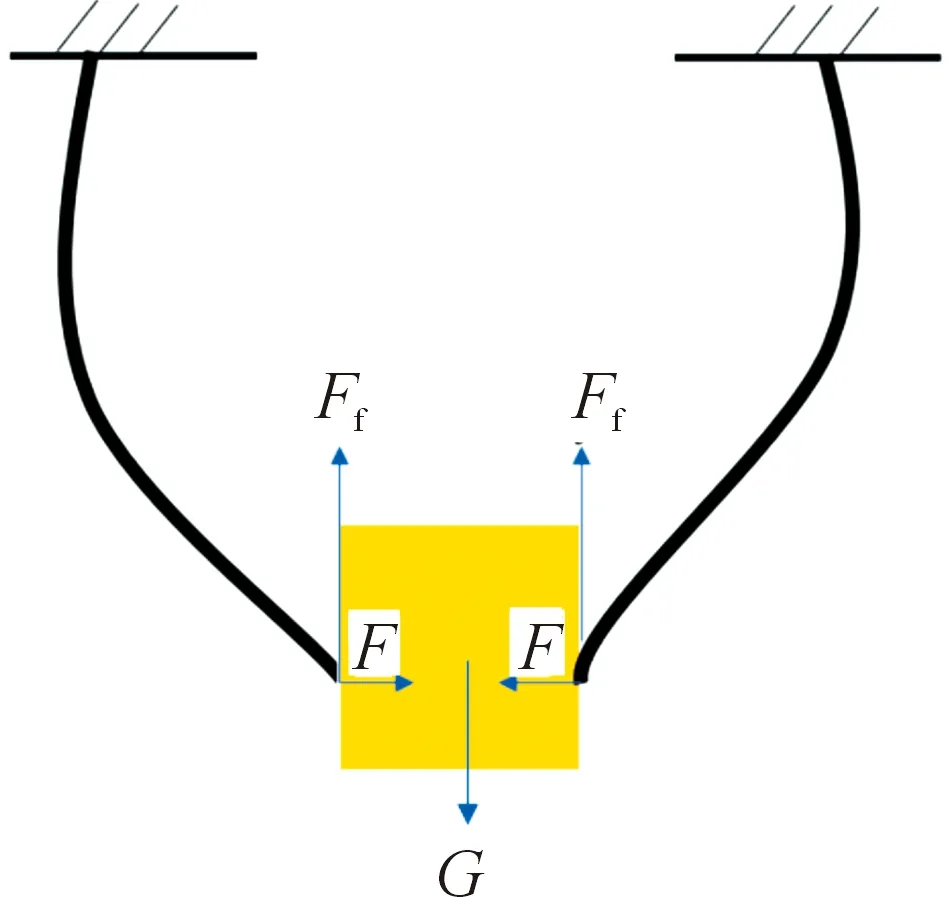
圖7 指尖式抓取模式受力示意圖
豎直方向的力平衡關系式為:

(1)
式中,μi為第i個尖端與物體間的摩擦因數;Fni為第i個尖端與物體之間的法向力。
2) 半抓取模式。半抓取模式受力如圖8所示,可以看出摩擦力和法向力主要用于克服物體的重力。
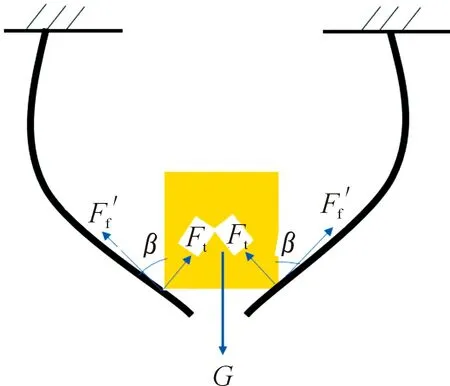
圖8 半抓取模式受力示意圖
力平衡關系式為:
(2)
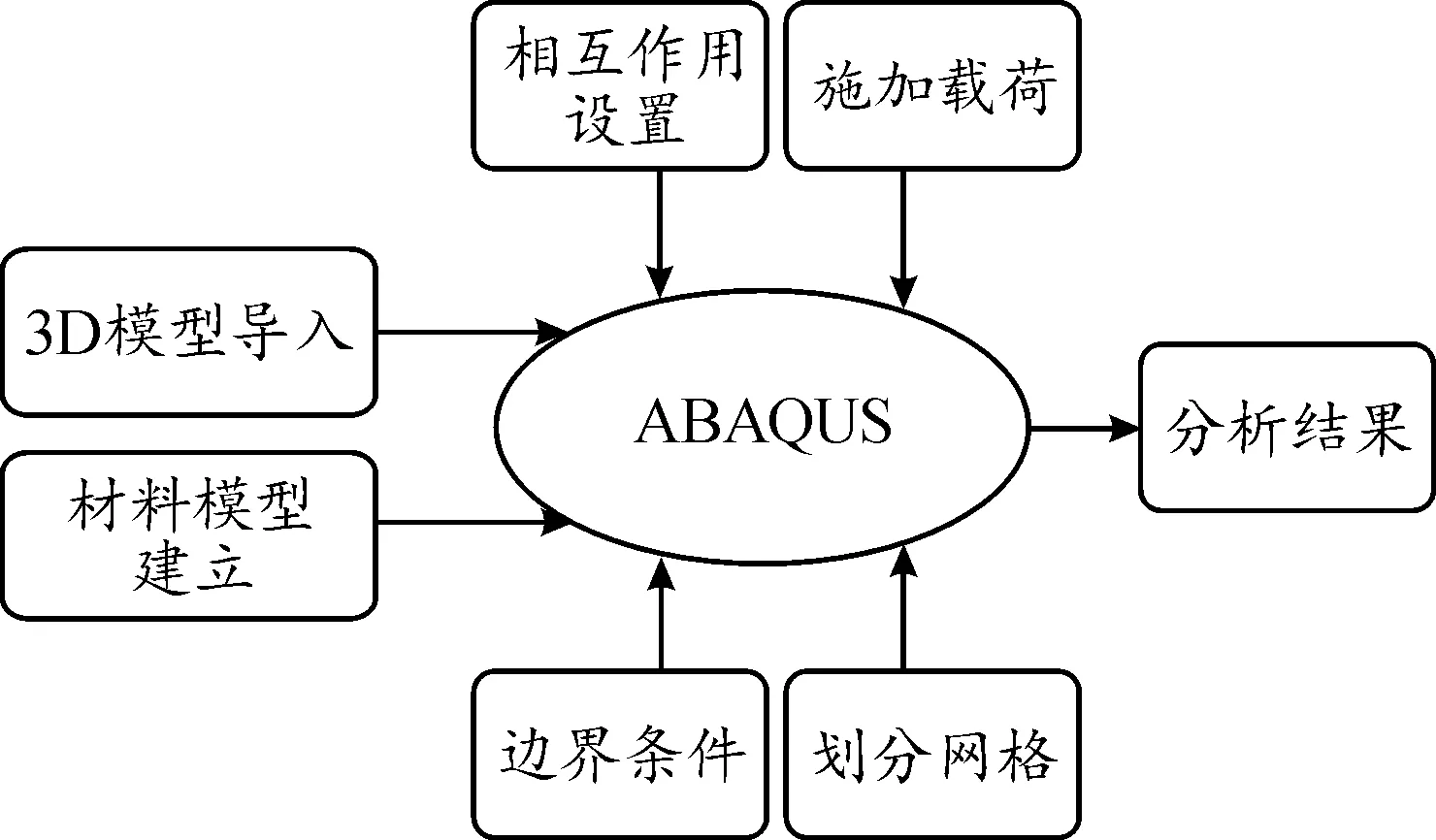
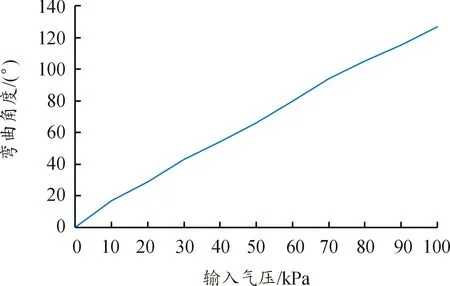
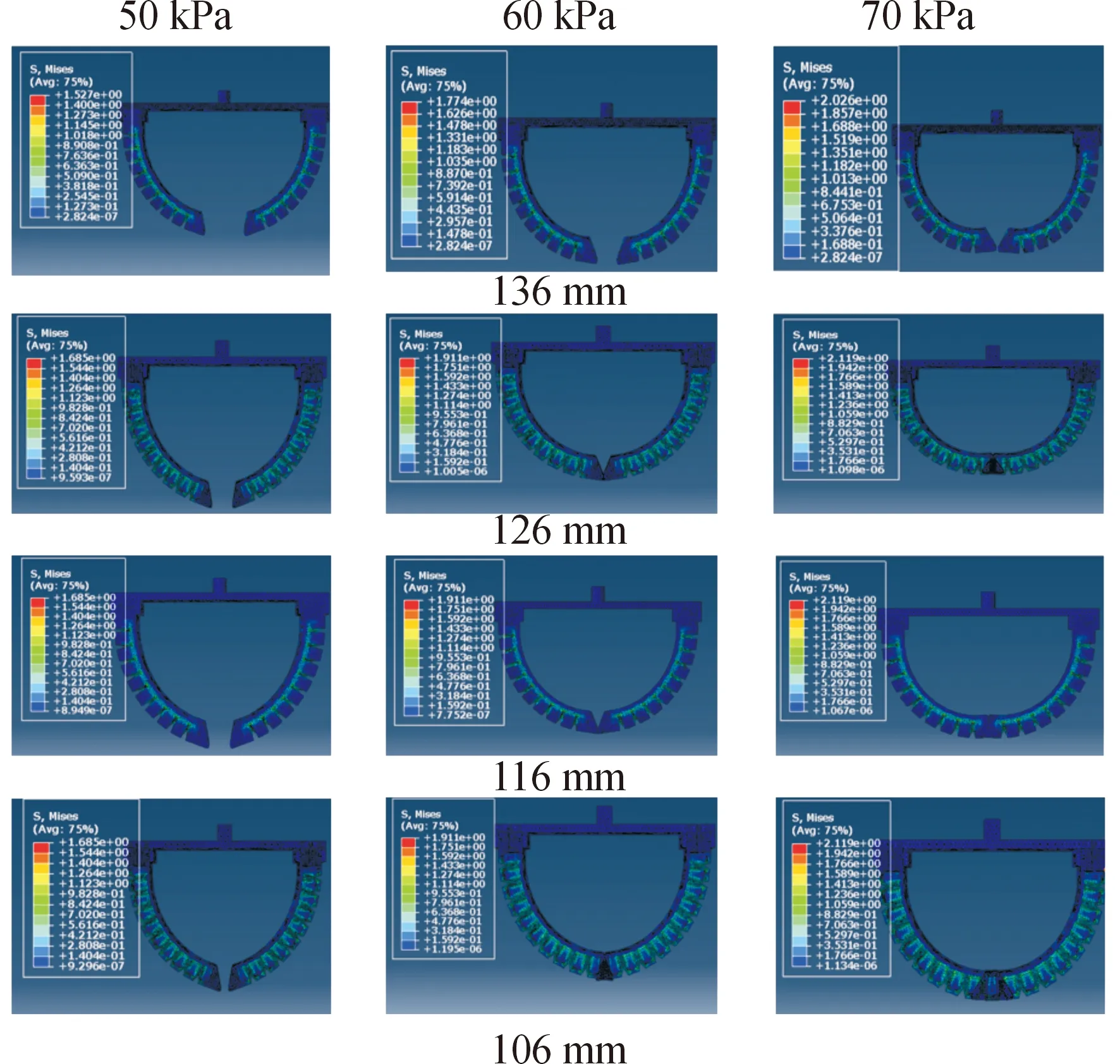
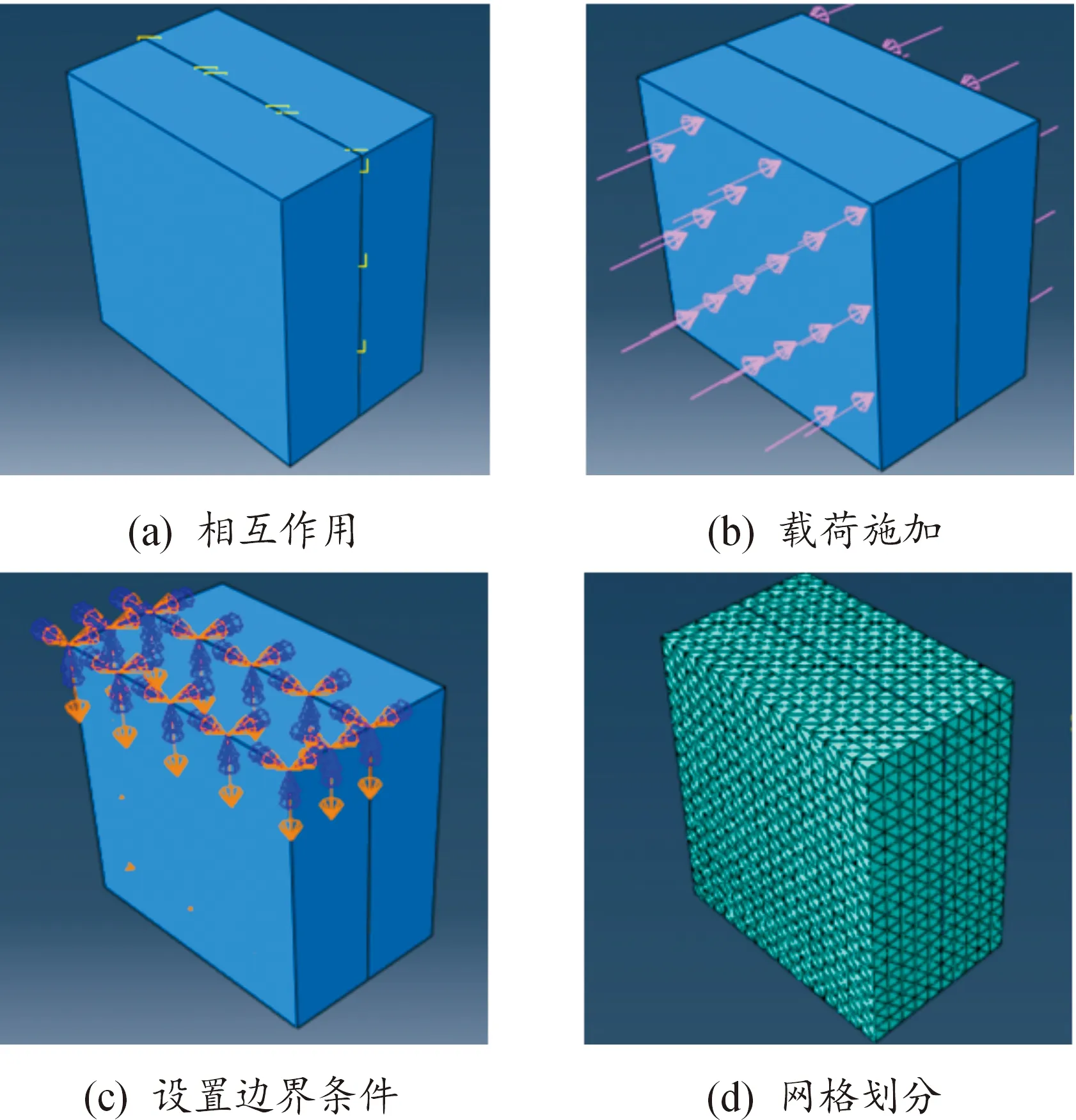
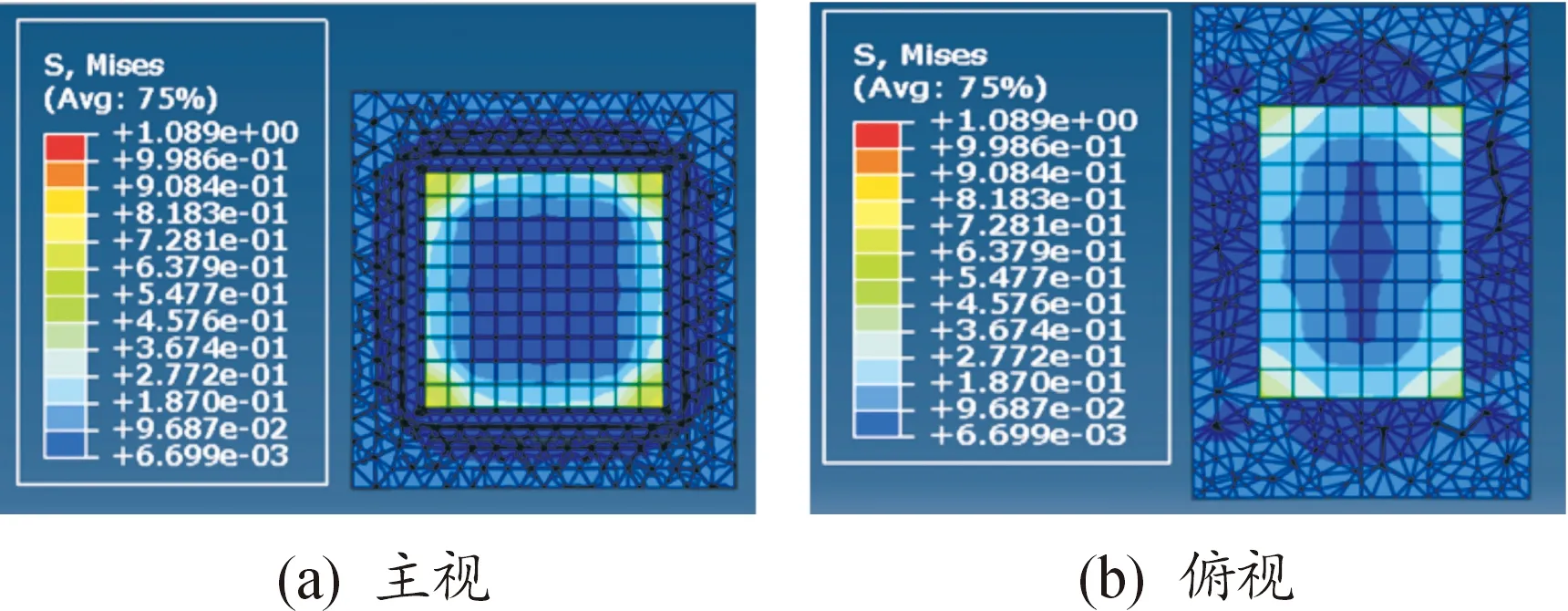
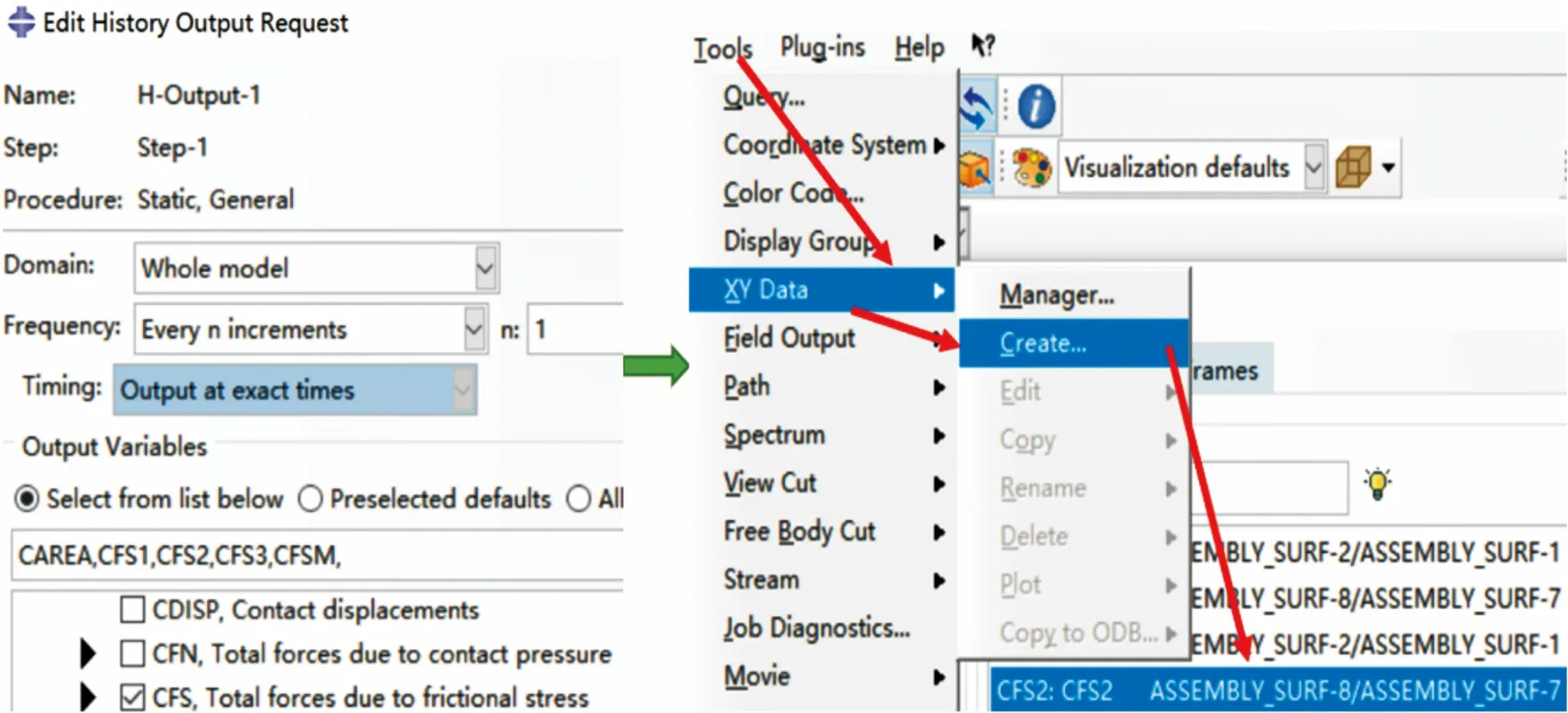
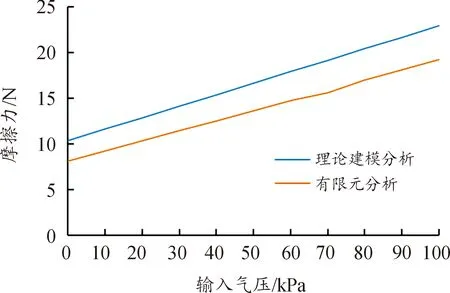
式中,Fti為第i個尖端與物體之間的法向力。在大多數情況下μi小于1,由此可推導出Fti 3) 完全貼合抓取模式。如圖9所示,當指尖磁鐵片貼合時,抓取時的豎直方向平衡關系式為: 圖9 完全貼合抓取模式受力示意圖 (3) 式中,Fsi為第i個尖端與物體之間的法向力。與其他2種抓取方式不同的是,完全貼合抓取模式主要靠軟體抓取器的拉力來抓取物體的,而不是軟體抓取器所施加的彎矩。軟體驅動器通過材料的彎曲實現運動,其抗彎曲性明顯小于抗拉性。可貼合的軟體抓取器改善了它主要受彎矩影響的缺點,巧妙地將主力形式轉變為拉力,大大地提高了軟體抓取器的有效載荷和可靠性。決定軟體抓取器的有效載荷為該軟體驅動器所提供的拉力,因此,下面將重點介紹完全貼合抓取模式下的拉力建模。 為了簡化數學模型,將拉力建模集中于指尖貼合處進行分析,另外此模型是對稱結構的,可以分析單磁鐵片兩驅動器之間貼合受力情況。兩彎曲驅動器指尖處的受力示意圖如圖10所示。其中,Fc1為磁鐵片2對磁鐵片1的吸引力,Fc2為磁鐵片1對磁鐵片2的吸引力,Fw1為軟體指2對軟體指1的擠壓力,Fw2為軟體指1對軟體指2的擠壓力,f1為軟體指之間的摩擦力。 圖10 指尖處的受力示意圖 由于力的作用是相互的,因此可以得到: Fc1=Fc2 (4) Fw1=Fw2 (5) 通過受力分析可以得到f1和f2的表達式為: f1=μ1(Fc1+Fw1) (6) f2=μ2(Fc1+Fw1) (7) 式中,μ1、μ2分別為軟體指間摩擦因數、磁鐵片間摩擦因數。經調研,發現磁鐵片間摩擦因數要大于軟體指間摩擦因數,所以在完全貼合抓取模式時,拉力和f1一樣大小。由于使用的是2對磁鐵片貼合,因此總拉力F如式(8)所示,即承載力大小等于總拉力F。 F=2f1=2μ1(Fc1+Fw1) (8) 對Fc1進行測算:將2塊磁鐵片的其中1塊進行固定,另外1塊和測力計相連接,并將2塊磁鐵片吸在一起。測力計上的磁鐵片重為G1,用力拉扯測力計,兩磁鐵片將要分開時的測力計上的值為F′,則兩磁鐵片之間的吸引力為: Fc1=F′-G1 (9) 有限元分析是在ABAQUS(達索SIMULIA公司)中進行的,使用的是靜力學通用分析步。由于ABAQUS提供了很多種超彈性材料模型,因此是對超彈性材料模型進行靜力學分析的理想選擇。使用ABAQUS對所提模型進行分析的流程如圖11所示。 圖11 ABAQUS分析流程圖 3D模型都是由SolidWorks三維建模軟件進行建模的,并生成x-t文件,再導入ABAQUS中。對于材料模型模塊,將從TPU的拉伸實驗中求得平均值后輸入到單軸測試數據表中。在ABAQUS中模擬發現,Money-rivilin2模型能夠精確地模擬TPU材料的拉伸實驗。模型參數如表2所示。 表2 Mooney-rivilin2參數模型 1) 網格劃分。對于網格劃分模塊,使用高階四面體的自適應網格對軟體驅動器進行劃分。由于模型比較復雜,因此在一些邊界上會專門設置網格尺寸。考慮到模型是超彈性的,驅動過程中變形會比較大,為了保證模型收斂,需要一個相對較大的網格。 2) 分析步設置。對模型的分析需要用到靜力學,因此建立了3個靜力學通用分析步。在每一個分析步中,模型產生的應變比較大,所以打開幾何大變形選項。另外在每一個分析步中,設定最大增量步步數為1 000,最小增量步尺寸設定為1×10-8,以防止載荷一步到位。在大多數情況下,當材料的楊氏模量比較低時,若負載設置一步到位就會引起結果的不收斂。 3) 接觸設置。在接觸設置上,首先創建接觸屬性,切向行為設置相關摩擦因數,法向行為設置為硬接觸,也就是法向不允許穿透,這也是驅動器在使用時必須要求的。驅動器氣腔間的接觸類型選擇為自接觸,使用增強的拉格朗日公式,使接觸更符合實際情況。夾具與驅動器之間的接觸設定為面與面之間的接觸,接觸屬性仍然采用自接觸中的屬性。 4) 邊界條件。配置如下4個邊界條件: ① 由于模型中加入了夾具結構,而夾具結構在實際應用中是不動的,因此對其上表面進行固定。 ② 左驅動器模型是對稱結構,只需分析一半,設立對稱邊界條件。 ③ 右驅動器結構也是對稱結構,也只需分析一半,設立對稱邊界條件。 ④ 夾具結構同樣是對稱結構,也只需分析一半,設立對稱邊界條件。 4.3.1 單指彎曲特性分析結果 為了得到單指在不同氣壓下的彎曲角度,在有限元軟件中分析了單指的彎曲特性,氣壓區間范圍為0~100 kPa,彎曲角度曲線如圖12所示。 圖12 不同氣壓下彎曲角度曲線 4.3.2 夾具長度對指尖貼合影響及其尺寸確定 夾具的長度會影響指尖的貼合,夾具太長,兩指尖永遠不會發生接觸,而夾具太短,兩指尖雖然重合,但2個驅動器會發生更多的接觸,另外使得抓取范圍極大縮減。在設置兩驅動器的初始間距為136 mm(如圖13所示)的情況下,很有必要對其進行夾具長度的結構優化分析,討論了間距分別在126、116、106 mm情況下兩指尖的貼合情況,并固定充氣時的壓強分別為50、60、70 kPa。 圖13 初始間距為136 mm時的抓取器示意圖 通過圖14可發現,當間距為106 mm時,兩指尖貼合相對比較合適;當間距為136 mm時,輸入氣壓達到70 kPa,兩指尖還未貼合,考慮到壓力越大則耗能也越多,所以此長度不可取;當間距為126 mm和116 mm時,兩指尖同樣也可貼合,但是驅動器彎曲角度的趨勢已經大于90°,且指尖貼合平面沒有達到理想貼合狀態,另外指尖處的受力主要處于指尖下半部分,受力方面沒有106 mm的均勻。為此兩指尖的間距選擇106 mm,那么夾具總長度就為150 mm。 圖14 不同氣壓、間距下的軟體驅動器指尖貼合狀態云圖 4.3.3 指尖貼合時狀態有限元分析 指尖貼合狀態時,兩磁鐵片相互吸引并完全貼合在一塊,同樣指尖處的TPU材料手指貼合。根據第3節建立的簡化了的指尖受力模型,在ABAQUS中將左右手指指尖處的模型看作是真實貼合時的2個長方體,長方體的長、寬、高分別為16.74、16、3 mm,其中磁鐵片為10 mm ×10 mm×2 mm的長方體,嵌入在里面。在有限元軟件中,其裝配圖如圖15所示。其中相互作用模塊、載荷施加模塊、設置邊界條件模塊和網格劃分模塊如圖16所示。 圖15 裝配圖 圖16 各模塊設置 前處理設定完成后,提交作業分析,圖17分別是施加氣壓為50 kPa時的模型主視截面圖和俯視截面圖。可以看出,兩指尖處貼合后并施加氣壓的情況下,模型受力完全對稱,這也正是預期想要的結果。 圖17 模型主視截面圖和俯視截面圖 由于分析目的是得到指尖貼合時不同氣壓下的一個承受載荷情況,因此通過測量指尖貼合面的摩擦力來判定承受載荷的能力大小。在有限元ABAQUS中,得到摩擦力的方法步驟如下: 1) 在歷史變量輸出中勾選“contact”中“CFS”,用來輸出摩擦力這一變量結果。 2) 在“visuality”模塊中,利用“tools”創建XY數據,變量選擇“CFS2”(即只考慮Y方向上的摩擦力大小)。 ABAQUS中,相應操作截圖如圖18所示。 圖18 ABAQUS操作截圖 在0~100 kPa下,有限元分析計算得到的摩擦力如圖19所示。 圖19 不同氣壓下摩擦力大小 理論分析與有限元分析結果如圖20所示。理論分析中,輸入氣壓完全與承載能力成正比關系。在100 kPa時,理論分析得到的單磁鐵片貼合最大承受載荷為22.95 N,有限元分析得到的最大承受載荷為19.22 N,兩者相差3.73 N。在沒有壓力輸入的情況下,由于磁鐵片的存在,理論分析可以承受10.36 N的載荷,而有限元分析可以承受8.17 N的載荷,兩者相差2.19 N。可以看出,隨著氣壓的不斷增大,兩者之間的差距會慢慢變大,理論值總要大于有限元分析值,這可能是理論分析過程中設定的是磁鐵片之間完全貼合、受力均勻,而有限元分析過程中并沒有考慮這些。另外,建模過程中磁鐵片間吸引力的測量是人為的,會造成一定的誤差,從而影響結果。 圖20 摩擦力的理論分析與有限元分析對比 進行了軟體抓取器的整體結構設計和軟體驅動器的設計。對完全貼合抓取模式進行了理論建模,并在基于Mooney-rivilin2模型下對抓取器進行了有限元仿真分析。與不加磁鐵片相比,所提方法在理論建模與有限元建模上分別增加20.72 N和16.34 N,二者雖然有4.38 N的偏差,但這種增強力的方法是有效的,可提高軟體抓取器承載力。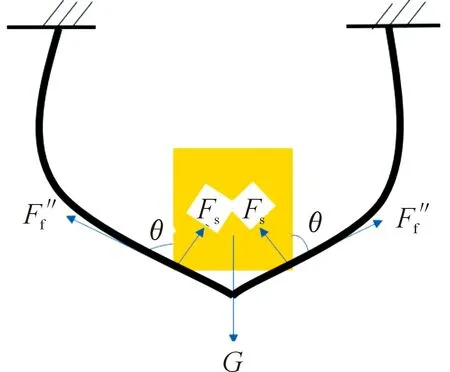

3.2 指尖貼合拉力建模

4 軟體抓取器的有限元分析
4.1 軟件介紹及材料模型選擇

4.2 有限元分析設置
4.3 分析結果


4.4 理論分析與有限元分析結果對比
5 結論
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
光學精密工程(2016年6期)2016-11-07 09:07:19
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18