生物柴油給油工藝對棉型亞麻纖維性能的影響
2023-09-15 05:00:12張先順王向陽朱玥瑩鄭光明曹巧麗
毛紡科技 2023年8期
張先順,王向陽,朱玥瑩,鄭光明,楊 樹,曹巧麗,張 陽
(1.河南平棉集團有限公司,河南 平頂山 467000; 2.東華大學 紡織學院,上海 201620; 3.天津工業大學 環境與科學工程學院,天津 300387)
脫膠后的亞麻纖維經過機械開松,可以使黏連的纖維得到進一步分離,形成滿足干紡要求的棉型亞麻纖維[1]。但由于亞麻纖維的放濕能力很強[2],在開松和后續的紡紗工序中,纖維與機件的摩擦發熱使纖維中水分迅速揮發,纖維變干且脆硬,使其抱合力減少、強度降低,嚴重影響紡紗的順利進行,并且紡成的紗線毛羽多,條干不勻率高,因此通常在開松后對亞麻纖維進行給油加濕[3-4]。
油劑的質量和性能對亞麻纖維的紡紗加工過程及成紗質量具有直接的影響。楊樹等[5]研究了菜籽油、礦物油以及甘油油劑對精細化亞麻纖維和漢麻纖維可紡性的影響,得到了3種類型油劑的最佳用量。黃偉等[6]研究了油劑用量、油劑與助劑的混合比例、給油溫度等參數對纖維表面的成膜特性、摩擦特性、抗靜電能力及力學性能的影響,最終得出最佳給油工藝。劉鵬等[7]為解決粘膠纖維生產中易產生靜電的問題,將礦物油、活性劑與抗靜電劑單烷基醚磷酸酯鉀鹽復配,制備了適用于粘膠短纖維的油劑。而在以上研究中,所用的油劑大都為植物油或礦物油類,礦物油平滑性好但會使纖維間的抱合力變差,導致輕紗現象,并且保濕能力不足。植物油黏性好,有利于增加纖維間的抱合力,提升纖維強度,但由于黏度較高,使得油劑在纖維中的滲透能力較差[8]。因此,給油需要兼顧給油后纖維的平滑性和抱合性。
生物柴油是一種脂肪酸甲酯或乙酯,通常由動植物油、微生物油脂或者廢棄油脂與甲醇等醇類物質進行酯化等一系列化學反應后形成[9],該反應生成脂肪酸甲酯或乙酯使得植物油的碳鏈長度以及分子量降低,從而使黏度減小[10]。
本文首先將生物柴油與滲透劑、抗靜電劑、乳化劑、水復配成黏度適宜、滲透性高的亞麻預處理油劑,然后探究油劑用量、給油溫度、給油時間等參數對亞麻纖維的動、靜摩擦性能的影響,最后觀察給油前后亞麻纖維的形貌,對生物柴油油劑處理后的棉型亞麻纖維紡紗并測試其力學性能,以期為亞麻紡紗過程中選用適宜的給油加濕工藝提供參考。
1 試驗部分
1.1 試驗材料
棉型亞麻纖維(二粗、機落),由河南平棉集團有限公司提供,細度為0.455 tex,殘膠率為3%,斷裂強度為4.68 cN/dtex,斷裂伸長率為4.3%。
1.2 試驗試劑
生物柴油(濟南浩鑠化工有限公司);JFC滲透劑(南京棲霞山印染助劑廠);TYW-129抗靜電劑(東莞太洋新材料科技有限公司);OP-10乳化劑(上海鏈集化工有限公司);礦物油油劑(河南平棉集團有限公司)。
1.3 給油工藝
生物柴油給油工藝:將棉型亞麻纖維均勻鋪放,再利用泵式噴壺噴出霧狀給油溶液進行均勻噴灑。油劑由質量分數為80%的生物柴油、質量分數為2%的JFC滲透劑、質量分數為2%的TYW-129抗靜電劑以及質量分數為16%的OP-10乳化劑復配而成。給油溶液由油劑和水組成,油劑質量分數為1.5%,給油溶液與亞麻的質量比為1∶16,養生時間為24 h,養生溫度為40 ℃。
礦物油給油工藝:將棉型亞麻纖維均勻鋪放,再利用泵式噴壺噴出霧狀給油溶液進行均勻噴灑。礦物油油劑的質量分數為1.5%,亞麻與給油溶液的質量比為1∶16,養生時間為36 h,養生溫度為35 ℃。
1.4 紡紗試驗
分別使用傳統礦物油油劑與生物柴油油劑處理的棉型亞麻纖維進行紡紗。紡紗流程:棉型亞麻纖維給油養生→JWF1012型抓棉機(經緯紡織機械股份有限公司)→ZFA113C型單軸流開棉機(常州金壇金紡機械廠)→FA028C-160型多倉混棉機(中國紡織機械和技術進出口有限公司)→JWF1124型精開棉機(鄭州宏大新型紡機有限責任公司)→JWF1204A型梳棉機(附帶JWF1171型喂棉箱,鄭州紡織機械有限公司)→FA387型并條機(兩道,山東青島云龍紡織機械有限公司)→JWF1416型粗紗機(天津宏大紡織機械有限公司)→JWF1510型細紗機(經緯紡織機械股份有限公司)→賜來福Autoconer6自動絡筒機(ZENIT+電子清紗器,深圳市英威興達科技有限公司)
1.4.1 開 清
抓棉機打手轉速820 r/min,JWF1124精開棉機采用梳針打手,打手轉速480 r/min,調節板與打手隔距8.0 mm,調節板與除塵刀隔距15 mm。
1.4.2 梳 理
錫林轉速360 r/min,道夫轉速20 r/min,刺輥轉速810 r/min,蓋板速度260 mm/min,錫林與每塊蓋板間隔距分別為0.25、0.22、0.20、0.20、0.22 mm,刺輥與錫林隔距0.177 8 mm,錫林與道夫隔距0.127 mm,給棉板與刺輥隔距0.508 mm,成條定量為22 g/(5 m)。
1.4.3 并 條
前羅拉轉速450 m/min,羅拉加壓12 kg,羅拉隔距8 mm×18 mm,并合根數8×8,后區牽伸倍數:頭并1.7、二并1.2,總牽伸倍數:頭并8.0、二并8.8。紗條定量:半熟條(頭并)22 g/(5 m),熟條(二并)20 g/(5 m)。
1.4.4 粗 紗
捻系數170,錠速700 r/min,粗紗定量6 g/(10 m),羅拉加壓12 kg,總牽伸倍數6.67,后區牽伸倍數1.2,羅拉隔距12 mm×25 mm×30 mm。
1.4.5 細 紗
捻系數550,錠速7 000 r/min,羅拉隔距(前區×后區)28 mm×40 mm,羅拉加壓(前羅拉×中羅拉×后羅拉)18 kg×14 kg×14 kg,后區牽伸倍數1.2,鋼絲圈號數為6802/4#。
1.4.6 絡 筒
電清工藝參數為:棉結(N)6.5,短粗節直徑比(短粗節直徑與原紗直徑倍數,DS)2.4、長度(LS)2.2 cm,長粗節直徑比(DS)1.5、長度(LS)20 cm,長細節截面增量(-D)-30%、長度(-L)20 cm,絡筒速度800 m/min。
1.5 性能測試
1.5.1 纖維動、靜摩擦因數測試
參考T/CSTM 00522—2022《化學纖維摩擦因數試驗方法》,利用Y151型纖維摩擦系數儀(常州第二紡織機械有限公司)測試纖維動、靜摩擦因數,按式(1)計算動、靜摩擦因數值[5]。
μ=0.733[lgf0-lg(f0-m)]
(1)
式中:μ為動、靜摩擦因數值;f0為固定值100;m為扭力天平讀數。
1.5.2 單紗性能測試
試樣在恒溫恒濕大氣環境中(溫度為(20±2)℃,相對濕度為(65±3)%)調濕24 h后進行測試。
依據GB/T 4743—2009《紡織品 卷裝紗 絞紗法線密度的測定》,使用AL204-IC電子天平(梅特勒托利多科技有限公司)測試紗線線密度。
依據GB/T 2543.2—2001《紡織品 紗線捻度的測定 第2部分:退捻加捻法》,使用Y331 N紗線捻度機(南通宏大實驗儀器有限公司)測試紗線捻度。
依據GB/T 3916—2013《紡織品 卷裝紗 單根紗線斷裂強力和斷裂伸長率的測定(CRE法)》,使用YG001D型電子單紗強力儀(武漢國量儀器有限公司)測試單紗力學性能。
依據GB/T 3292.2—2009《紡織品 紗線條干不勻試驗方法 第2部分:光電法》,使用CT3000條干均勻度測試分析儀(陜西長嶺紡織機電科技有限公司)測試單紗條干均勻度及粗細節。
2 結果與分析
紡紗過程中對給油效果最主要的評價標準是動摩擦因數[8],因此在亞麻纖維動、靜摩擦因數分析的基礎上,以纖維與纖維間、纖維與金屬間動摩擦因數為主要評價指標進行單因素顯著性分析。
2.1 油劑用量對亞麻纖維動、靜摩擦因數的影響
圖1為油劑用量對亞麻纖維摩擦性能的影響。油劑用量在1.0%~2.0%范圍內,纖維與纖維間以及纖維與金屬間的動、靜摩擦因數隨著油劑用量的增加呈現逐漸減小的趨勢,這是由于亞麻纖維凹凸不平的表面在生物柴油的逐漸滲透下形成光滑油膜,表面粗糙度降低。相同工藝下,油劑用量越大,纖維含油率越高,平滑性越好,使得纖維與纖維間以及纖維與金屬間的摩擦因數減小。纖維與纖維間以及纖維與金屬間的摩擦因數在油劑用量為2%時達到最小值,此時纖維與纖維間、纖維與金屬間的平滑性最好。當油劑用量超過2%時,纖維與金屬之間動、靜摩擦因數呈現上升趨勢,原因是油劑用量進一步增大,過多的生物柴油在纖維表面堆砌,降低了纖維表面的平整度,使得摩擦因數逐漸增大。通過單因素方差分析發現,油劑用量對纖維與纖維間動摩擦因數(P1=0<0.01)以及纖維與金屬間動摩擦因數(P2=0<0.01)均具有顯著影響。

圖1 油劑用量對亞麻纖維摩擦性能的影響Fig.1 Effect of oil dosage on tribological property of flax fiber
2.2 養生時間對亞麻纖維動、靜摩擦因數的影響
圖2為養生時間對亞麻纖維摩擦性能的影響,養生時間在16~24 h內,纖維與纖維間以及纖維與金屬間的動、靜摩擦因數呈下降趨勢,但24 h后動、靜摩擦因數的變化趨于平緩。原因是浸漬時間在16~24 h內,纖維與纖維之間以及纖維內部仍含有水分;浸漬24 h后,由于濃度梯度的原因,滲透進入纖維中的油劑將纖維與纖維間以及纖維內部的水分完全置換出來,纖維對油劑的吸收能力達到飽和,因此動、靜摩擦因數的變化基本趨于平緩。通過單因素方差分析發現,養生時間對纖維與纖維間動摩擦因數(P1=0.202>0.05)、纖維與金屬間動摩擦因數(P2=0.385>0.05)均沒有顯著性影響。
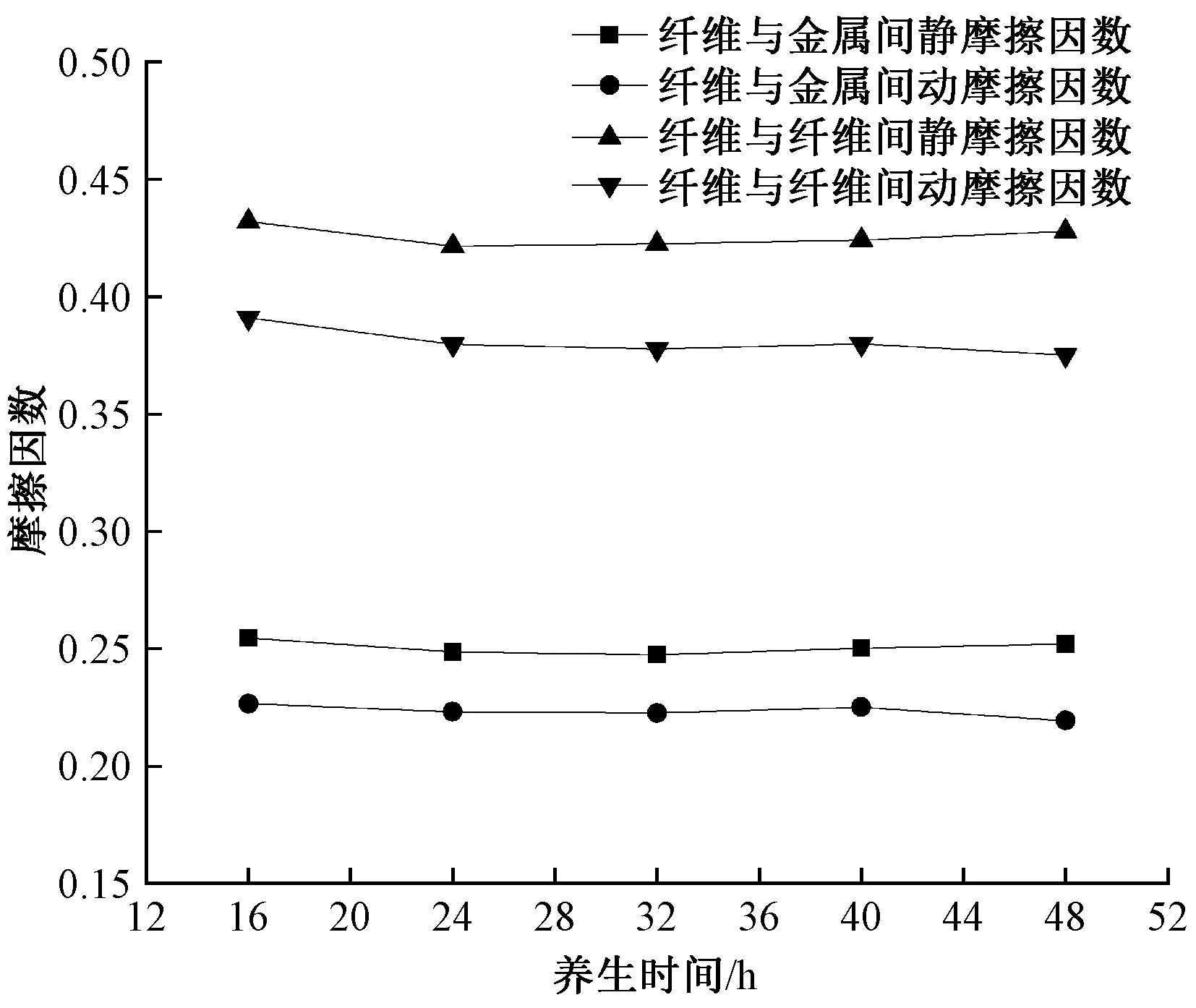
圖2 養生時間對亞麻纖維摩擦性能的影響Fig.2 Effects of storage time on tribological properties of flax fibers
2.3 養生溫度對亞麻纖維動、靜摩擦因數的影響
圖3為養生溫度對亞麻纖維摩擦性能的影響,溫度在20~40 ℃時,纖維與纖維間以及纖維與金屬間的動、靜摩擦因數隨著溫度的增加而降低,給油溫度為40 ℃時達到最小值,當溫度繼續增加,動、靜摩擦因數隨之增大。原因是溫度升高有助于加劇分子熱運動,加速油劑滲透效率,增大纖維含油率,但隨著溫度繼續升高,激烈的布朗熱運動將引起解吸過程,使油劑從纖維滲透到給油溶液中的速度高于纖維吸收油劑的速度,使得纖維動、靜摩擦因數增大。通過單因素方差分析發現養生溫度對纖維與纖維間動摩擦因數(P1=0.002<0.01)、纖維與金屬間動摩擦因數(P2=0<0.01)具有極顯著性影響。
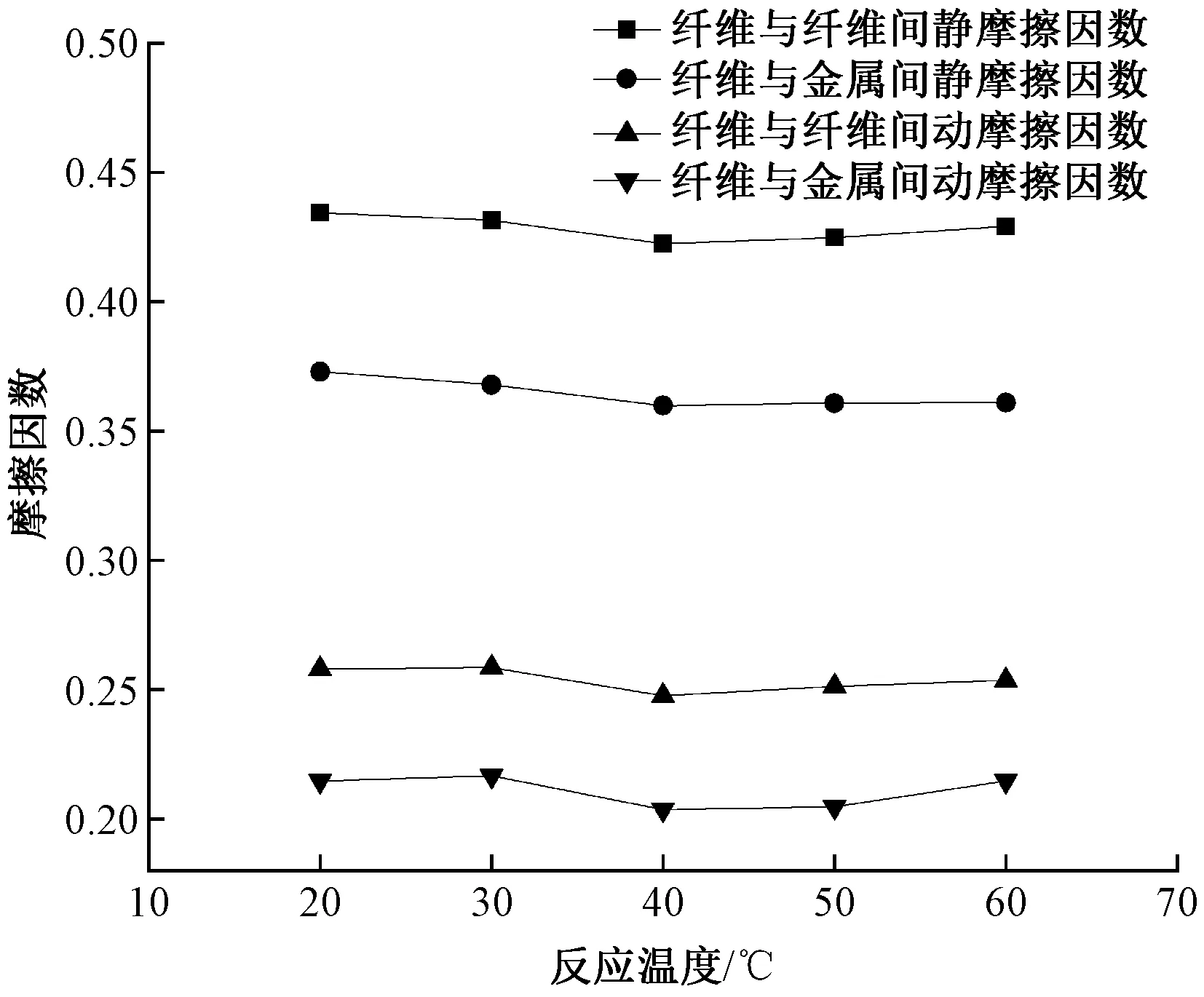
圖3 養生溫度對亞麻纖維摩擦性能的影響Fig.3 Effects of storage temperature on tribological properties of flax fibers
2.4 響應面優化
根據單因素試驗以及方差分析的結果進行CCD響應面設計,確定養生時間為24 h,然后以2個顯著因素養生溫度A(40 ℃)、油劑用量B(2%)為響應面試驗的中心點,每個因素設置-1、0、1的3個水平,表1為響應面優化設計表。
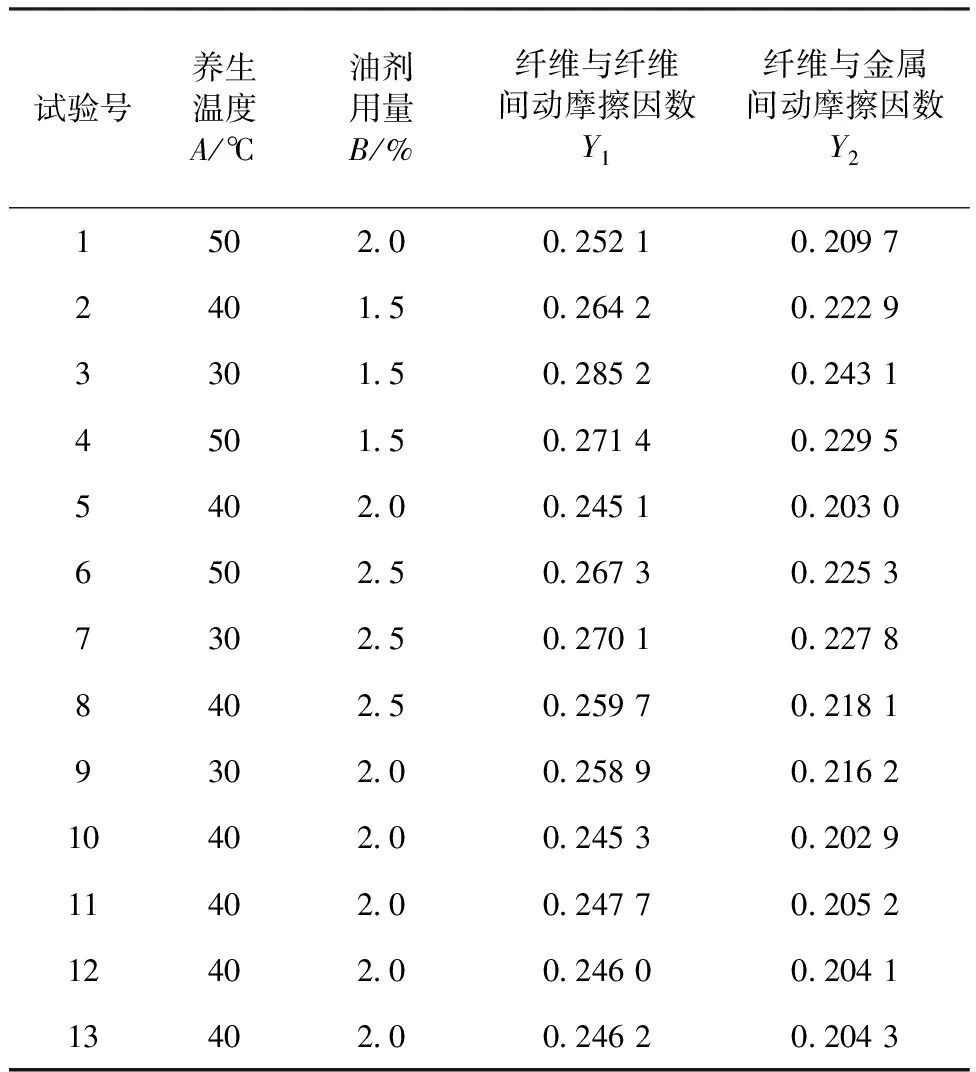
表1 響應面優化設計Tab.1 Response surface optimization design
使用Design Expert 12.0軟件對表1中數據進行回歸分析,得到養生溫度、油劑用量與纖維與纖維間動摩擦因數的擬合方程(式(2))以及纖維與金屬間動摩擦因數的擬合方程(式(3))。
Y1=0.759 045-0.009 857A-0.300 438B+
0.000 550AB+0.000 105A2+0.067 634B2
(2)
Y2=0.718 674-0.00 9451A-0.310 383B+
0.000 555AB+0.000 100A2+0.007 0021B2
(3)
式中:Y1為纖維與纖維間動摩擦因數;Y2為纖維與金屬間動摩擦因數;A為養生溫度,℃;B為油劑用量,%。
對模型進行回歸系數方差分析,得到線性回歸模型P值小于0.05,模型顯著;失擬項P值大于0.05,表現為不顯著,表明模型擬合度較好;Y1的預測R2(0.936 7)與調整后R2(0.985 3)以及Y2的預測R2(0.942 5)與調整后R2(0.986 8)差值均小于0.2,說明二次方程的擬合程度好并且響應值與自變量之間具有顯著的線性關系[11]。
圖4為養生溫度、油劑用量對動摩擦因數影響的響應面圖。應用響應面分析法對回歸模型進行分析,得到的最優試驗參數及相應的摩擦因數為養生溫度41.7 ℃,油劑用量為2.05%,纖維與纖維間動摩擦因數為0.245,纖維與金屬間動摩擦因數為0.203。

圖4 養生溫度、油劑用量對動摩擦因數的影響Fig.4 Influence of health maintaining temperature and oil dosage on kinetic friction coefficient.(a) Dynamic friction coefficient between fibers;(b) Dynamic friction coefficient between fiber and metal
采用最佳工藝進行3次驗證試驗,纖維與纖維間動摩擦因數實測值為0.243,與預測值的誤差為0.82%,纖維與金屬間動摩擦因數實測值為0.205,與預測值的誤差為0.99%,表明該模型能夠較好地預測給油后纖維的摩擦性能。
2.5 給油前后亞麻纖維掃描電鏡照片
亞麻纖維給油前后的掃描電鏡照片如圖5所示。因為亞麻纖維脫膠工藝為半脫膠,由圖5可以看出脫膠后得到的棉型亞麻纖維表面仍有部分膠質殘留,經過給油處理后,油劑在纖維表層形成油膜,與亞麻纖維結合較牢固,纖維表面毛疵數減少,表面光滑整潔。
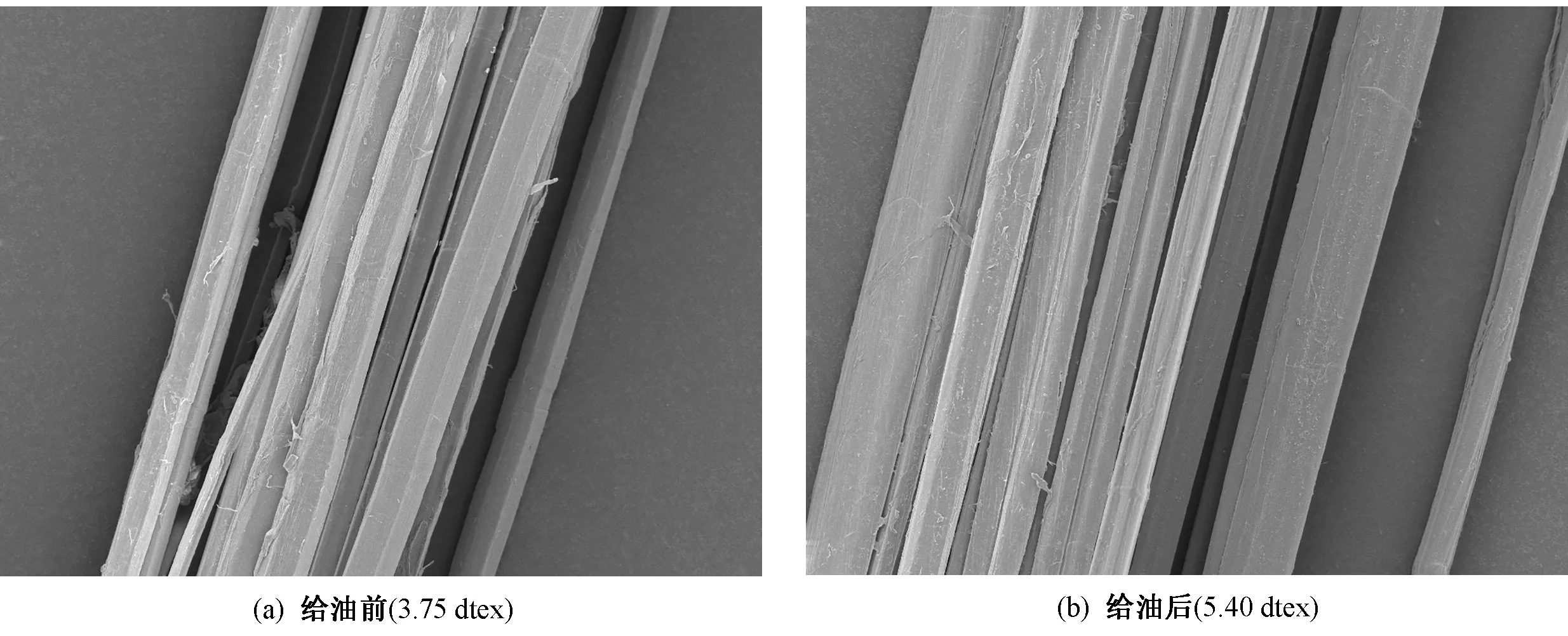
圖5 給油前后亞麻纖維掃描電鏡照片(×1 000)Fig.5 SEM images of flax fibers before (a) and after (b) oiling process(×1 000)
2.6 成紗質量對比
分別使用傳統礦物油油劑與生物柴油油劑處理的棉型亞麻纖維紡制了45.6 tex的亞麻純紡紗(捻度均為785 捻/m)并進行力學測試,測試結果如圖6和表2所示。由于生物柴油對纖維抱合力強,平滑性好,生物柴油給油工藝相較于礦物油給油工藝紡制的亞麻純紡紗的斷裂強度以及斷裂伸長率分別提升了4.3%、4.41%,條干CV值、千米細節-50%、千米粗節+50%、千米粗節+100%、千米麻粒+200%和千米麻粒+400%分別降低了6.07%、22.97%、9.58%、9.76%、5.13%、16.56%。

表2 45.6 tex的亞麻純紡紗性能對比Tab.2 Performance comparison of 45.6 tex pure flax yarn
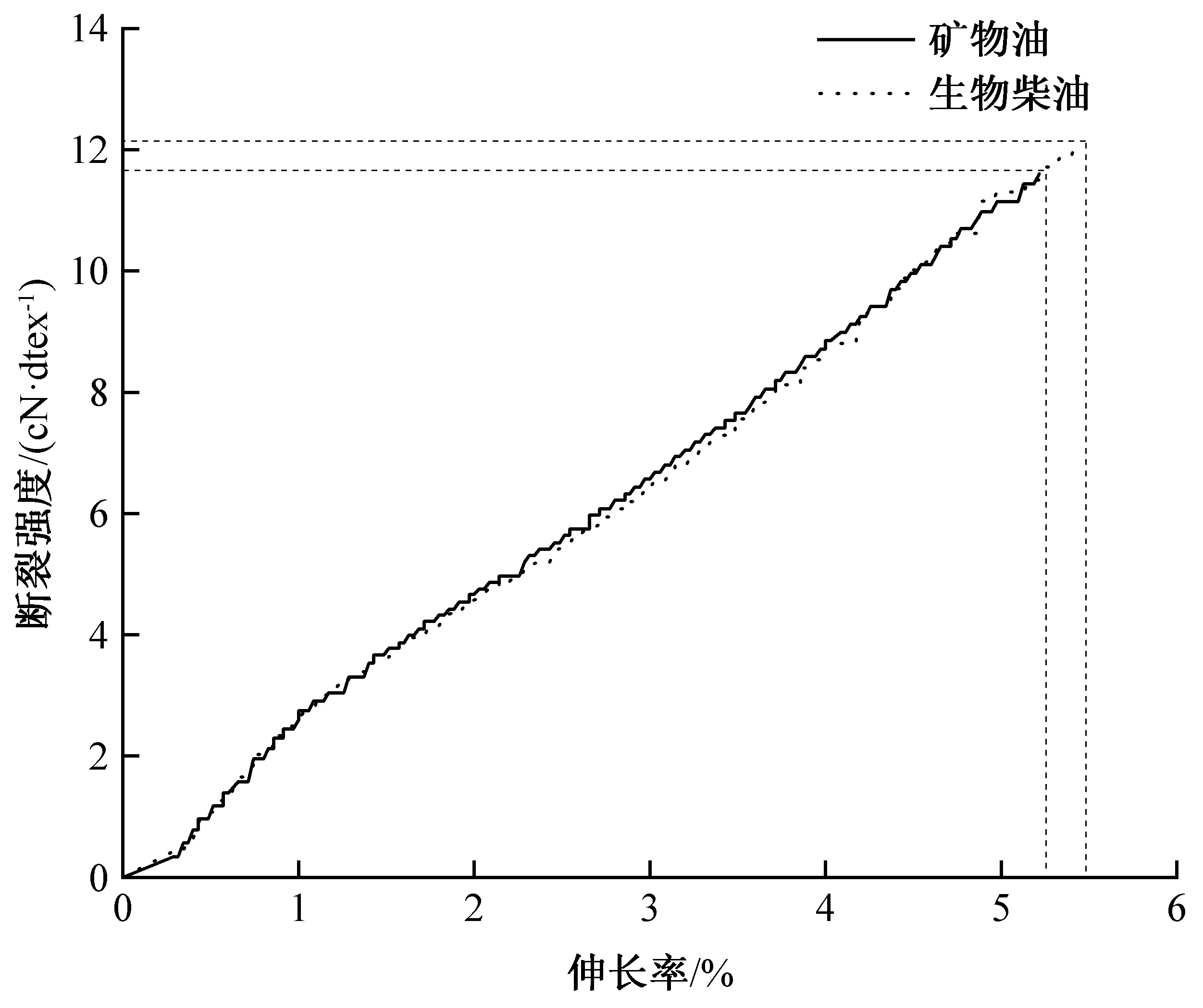
圖6 45.6 tex亞麻純紡紗力學測試圖Fig.6 Mechanics test chart of 45.6tex pure flax yarn
3 結 論
將生物柴油與滲透劑、抗靜電劑、乳化劑、水復配成黏度適宜、滲透性高的亞麻預處理油劑,以纖維動、靜摩擦因數為指標,研究了油劑用量、給油時間、給油溫度對棉型亞麻纖維摩擦性能的影響,并進行單因素顯著性分析以及響應面優化設計,得出以下結論:
①油劑用量對纖維與纖維間動摩擦因數、纖維與金屬間動摩擦因數具有顯著性影響;養生時間對纖維與纖維間動摩擦因數均沒有顯著性影響;養生溫度對纖維與纖維間動摩擦因數、纖維與金屬間動摩擦因數具有顯著性影響。
②以纖維與纖維間動摩擦因數以及纖維與金屬間動摩擦因數為響應值進行響應面優化分析,得到最優的給油參數為養生溫度41.7 ℃,油劑用量為2.05%,養生時間24 h,纖維與纖維間動摩擦因數為0.245,纖維與金屬間動摩擦因數為0.203。
③生物柴油預處理的棉型亞麻纖維紡制的純亞麻紗成紗質量高于傳統礦物油處理紡制的亞麻紗,有效改善亞麻纖維的可紡性,解決給油工藝中礦物油平滑性好但纖維間的抱合力差以及植物油黏性好滲透能力較差的問題。
