薄壁易碎圓柱內壁工件的內撐式機械手抓取接觸-碰撞仿真與實驗研究
2023-09-19 06:46:06王良文孔陽光王若瀾張志剛劉旭玲李林峰
中國機械工程 2023年17期
王良文 孔陽光 王若瀾 張志剛 劉旭玲 李林峰
1.鄭州輕工業大學機電工程學院,鄭州,450002
2.鄭州輕工業大學國際教育學院,鄭州,450002
3.河南省機械裝備智能制造重點實驗室,鄭州,450002
0 引言
脆性材料的抗動載荷和抗沖擊的能力均較差,抗壓能力遠高于抗拉能力,具有易碎特性,而典型的脆性材料(如玻璃、陶瓷等)應用非常廣泛。在食品包裝生產、輕工產品的加工以及各類物流生產線上,采用機械手完成對薄壁易碎工件的抓取與作業,具有很大的應用需求[1-2]。
在采用機械手實施對易碎件的作業過程中,易碎件的容許強度限制了機械手與易碎工件之間的接觸應力。研發適用于薄壁易碎工件抓取與轉運作業機器人的末端執行器存在較大的技術瓶頸,比如:高速抓取過程中,抓取手指與薄壁易碎件之間的碰觸沖擊可能導致易碎件的破損;而在裝配易碎工件的過程中,機械手對易碎件采用“硬”的施力模式,易造成易碎件破損等問題。綜上,對薄壁易碎工件作業機械手操作過程的接觸碰撞進行分析與仿真具有重要意義。
世界上已有許多公司研發了適用于生產線的上下料機械手系統。如針對汽車風窗玻璃安裝過程,張永春等[3]設計了自動上下料系統。機械手系統實現特定功能作業的關鍵部件是末端執行器[4],而機械手手指設計非常關鍵。許多科研人員對機械手的抓取進行了探討,如SINTOV等[5]研究了側面抓取的策略,VINCENT等[6]改進設計的機器人抓取器可以抓取大而薄的物體。
研究機械手抓取易碎件的過程,開展抓取過程的沖擊仿真,對完善機械手的結構十分關鍵。對易碎件作業過程開展類似的研究包含:RATHOD等[7]對陶瓷-金屬復合材料的彈道性能進行了數值分析,胡文進等[8]研究了不同速度下玻璃鋼船與冰的碰撞情況。但在現有的研究中,還較少涉及在采用機械手抓取薄壁易碎工件的作業過程中開展接觸碰觸的研究。
在本研究中,針對工業生產中對薄壁易碎件的抓取轉運與裝配需求,提出了一種具有指掌協同特征、適用于薄壁脆性圓柱內壁工件作業的內撐式機械手構型。為了探索機械手抓取過程的接觸-碰撞規律,采用HyperMesh等軟件集成建模的方法,建立了機械手指端零部件的有限元模型,計算得到了易碎件接觸碰撞過程中的應力等變化規律。
由于有限元模型設計復雜,且存在仿真運行時間較長、軟件集成難度大等問題[9],所以,為研究在不同壁厚、速度條件下的應力變化,以仿真計算獲得的機械手抓取參數與抓取作業時接觸應力的變化規律為基礎,開展了不同壁厚、速度條件下應力大小的預測研究。
針對建立預測模型,國內外已開展了相關研究:王文竹等[10]通過引入Kriging代理模型,對鼓式制動器穩定性進行了優化設計;DENIMAL等[11]利用復模態分析對制動噪聲進行了預測;HAWCHAR等[12]利用主成分分析和多項式展開來逼近極限狀態面;MEDINA-GONZALEZ等[13]提出了一種基于Kriging元模型的數據驅動決策框架方法。本文的研究中,通過建立Kriging代理模型,計算得到了不同壁厚、抓取速度條件下接觸應力的預測值,研究過程為改良手指結構及確定作業過程參數建立了基礎。
1 機械手總體結構
本文針對特定生產線上的上料與裝配機械手進行研究,其作業過程如圖1所示[14]。將專用的易碎環狀工件(圖1a)轉運在模具上方(圖1b),并裝配在模腔的凸模上。

(a)易碎環狀工件 (b)成形模具
當采用機械手將被夾持的工件安裝在模腔的凸模上時,需要在成形模的中心凸模外壁與外模內壁之間的狹小縫隙間完成工件在凸模上的套裝作業。綜合考慮作業特征和技術要求,采用一種手指系統回縮、手掌下壓的作業模式進行研究。
本設計中,將內撐式三手指嵌套在桶狀手掌的內圓柱面內,通過指掌聯合完成工件在狹窄空間內的下壓裝配作業。并設置導向桿結構及彈性結構,保證機械手的手指在完成下壓裝配后能夠平穩地回復原位[15-16],相關結構如圖2所示。綜合機械手的結構功能要求,將機械手安裝在可實現水平和垂直運動的模組上,從而形成機械手系統的構型。
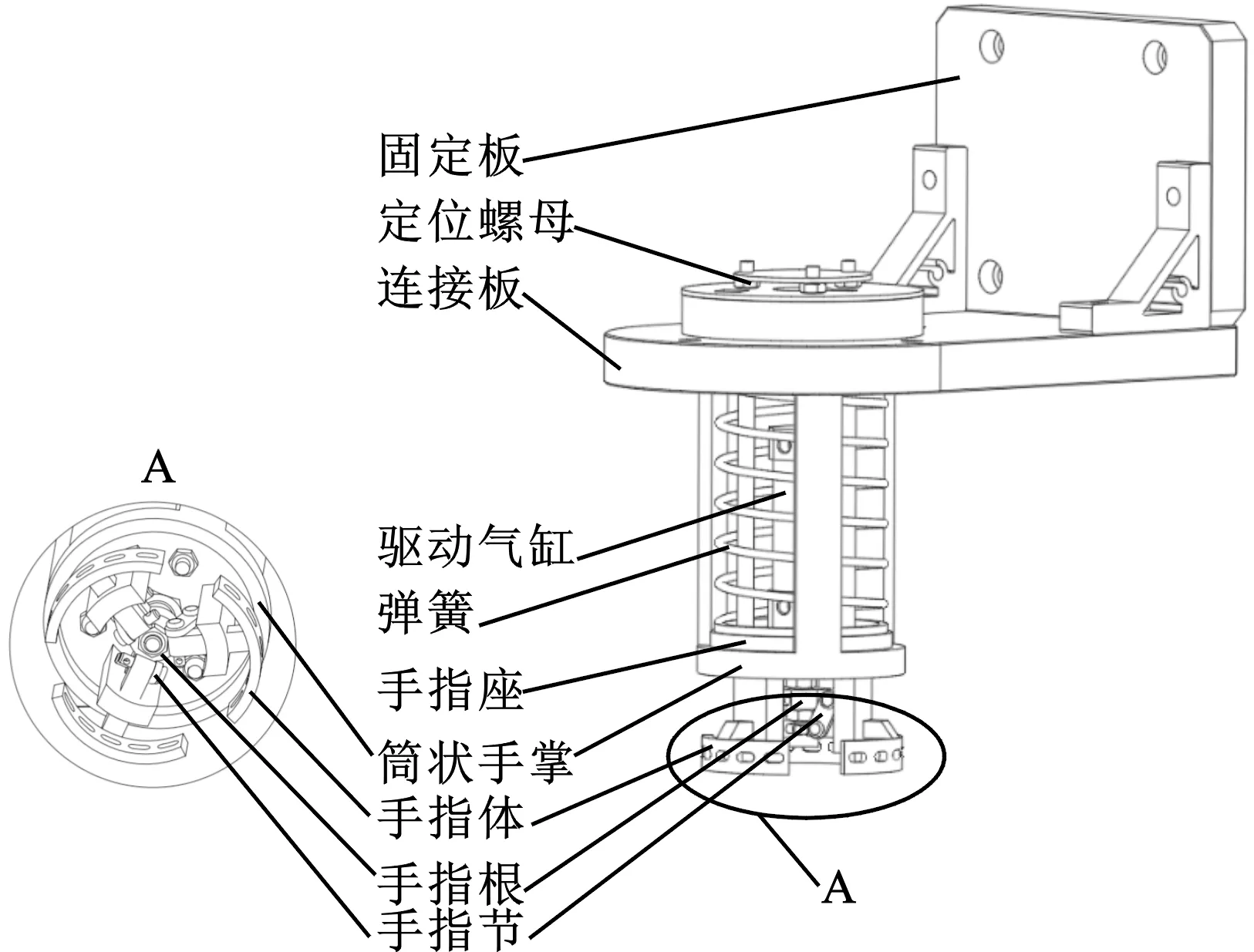
圖2 實現內撐抓取的機械手結構
2 機械手抓取易碎件接觸沖擊仿真相關技術
2.1 集成建模仿真技術關鍵
在本研究中,對機械手指碰撞易碎件的過程運用SolidWorks、HyperMesh、LS-PrePost等軟件進行集成建模,首先通過SolidWorks建立三維實體模型,導出IGS文件,并將其導入到HyperMesh中進行網格劃分,生成K文件,再導入到LS-PrePost后處理器中進行后處理設置,其中包括定義有限元模型如下多項工作:材料類型、單元類型、沙漏能、PART、接觸方式、施加載荷、邊界條件設置、輸出步長與數據輸出頻率,保存K文件,并導入到manager軟件中進行計算。
2.2 機械手抓取易碎件的有限元模型構建
典型機械手氣缸連接結構如圖3所示,由氣缸-活塞桿組成機械手的驅動系統,氣缸輸出的直線伸縮運動經過手指根(氣缸接頭)、手指節(連桿)、手指體的傳遞后轉化為機械手的張開與收縮動作,以此來實現易碎件的抓取和放置作業。

圖3 機械手氣缸連接結構
基于SolidWorks、HyperMesh、LS-PrePost集成建模,建立的內撐式抓取機械手指沖擊易碎件的有限元模型如圖4所示。其中內撐式機械手采用剛性手指與軟性手指結合的幾何結構,并與易碎件形成剛-柔-脆介質傳遞模型,機械手指體材料為鋁合金,機械手指表面覆蓋有橡膠墊,且橡膠墊粘合在機械手指表面。
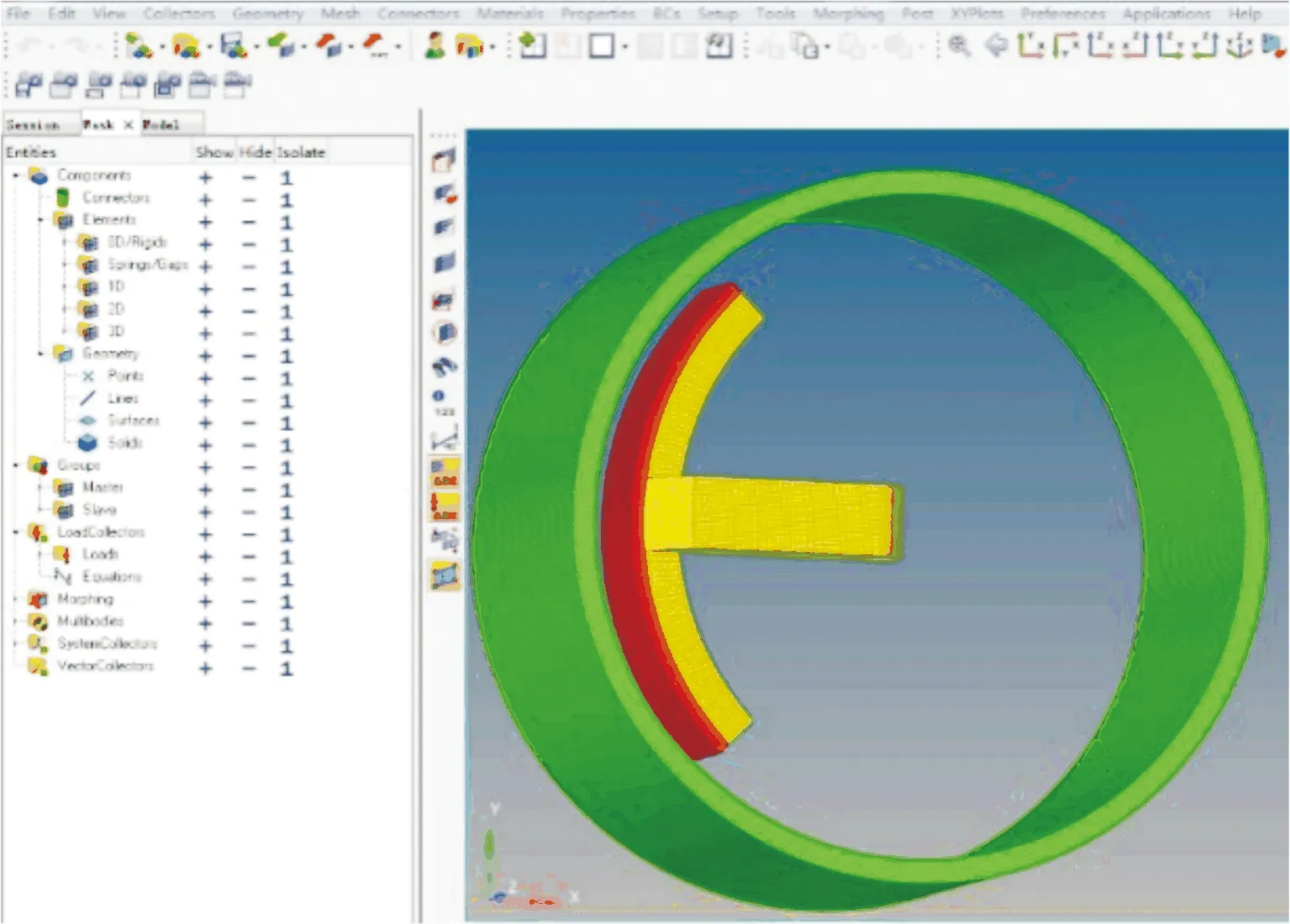
圖4 機械手指沖擊易碎件的有限元模型
2.3 脆性材料力學性能
一般而言,脆性材料的抗壓能力很強,但其抗拉伸能力很弱,由于從自由表面反射的壓縮波而產生的拉伸波會導致大量碎片產生[17],故脆性材料的抗壓和剪切強度遠高于其抗拉強度。最大拉應力理論(第一強度理論)指出,引起受拉脆性材料斷裂的主要原因是最大拉應力,無論處于何種應力情況,最大拉應力達到某一極限值時材料就會發生斷裂。即單向拉伸應力σ1達到單向拉伸應力狀態下的極限強度σb時會發生斷裂情況,斷裂條件為:最大拉應力強度σmax大于極限強度(即σ1=σmax≥σb)。
沖擊應力是瞬間產生的。材料受到沖擊下,當應力達到斷裂強度時即可對材料造成損傷,即當σ1=σb時,以此為臨界點,求出臨界沖擊應力。在本課題的研究中,以此為評價準則。
3 內撐式機械手指抓取易碎件作業碰撞仿真分析
為了研究剛-柔-脆介質間的接觸碰撞過程,以及手指系統采用不同參數時與易碎件接觸的應力變化,本研究選用玻璃這種常見的脆性材料為代表進行仿真。內撐式機械手的待抓易碎件為玻璃環,內半徑為27.75 mm,外半徑為30.75 mm,環的深度為35 mm。模型的基本參數如下:機械手指抓取沖擊的基本速度為1 mm/ms,機械手指指端覆蓋的橡膠厚度為1 mm,機械手指上表面與易碎件上表面的位置齊平,手指與環邊的初始距離為3 mm。相關材料參數[18-20]如表1和表2所示。

表1 玻璃的材料參數

表2 手指體及手指墊材料參數
仿真分析中,筆者分別研究了沖擊速度、易碎件厚度、施加加速度大小對易碎件所受應力大小的影響,進而獲得了優選的機械手作業參數。
3.1 沖擊速度的變化
對于由基本參數建立的有限元模型,選擇改變沖擊速度形成第1組(1~5號)有限元模型,選擇沖擊速度分別為0.5 mm/ms、1 mm/ms、1.5 mm/ms、2 mm/ms、2.5 mm/ms。圖5為五個模型在碰撞過程的應力云圖,其中,X軸正方向為手指抓取沖擊垂直于工件表面的方向,Y軸正方向為沿工件外表面向上的方向。該組工件所受的最大主應力(principal-max)以及在X、Y、XY方向上的最大應力如表3所示。上述應力的變化曲線見圖6。顯然沖擊速度與最大應力的變化成正相關關系。但應力的增長比例關系不同于沖擊速度的增長比例關系。在沖擊速度從0.5 mm/ms增大到2.5 mm/ms的過程中,沖擊速度增大為原來的5倍,但最大主應力以及X、Y、XY方向上的最大應力只增大為原來的3~4倍。
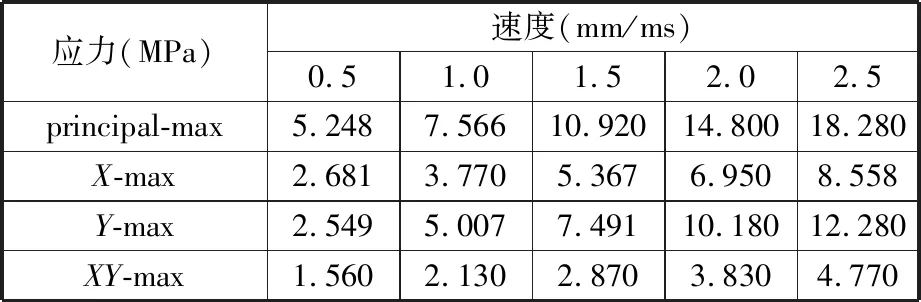
表3 工件在不同速度下的應力
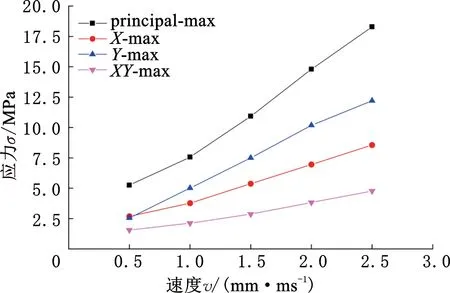
圖6 沖擊速度變化下的易碎件最大應力變化圖
3.2 工件壁厚的變化
選取易碎件壁厚的變化形成第2組有限元模型,壁厚依次取0.5 mm、1 mm、1.5 mm、2 mm、2.5 mm。速度選擇1 mm/ms時,易碎件所受的最大主應力以及在X、Y、XY方向上的最大應力如表4所示,顯然,隨著易碎件厚度的增大,應力將逐漸減小。工件所受的最大主應力以及在X、Y、XY方向上的最大應力變化如圖7所示。
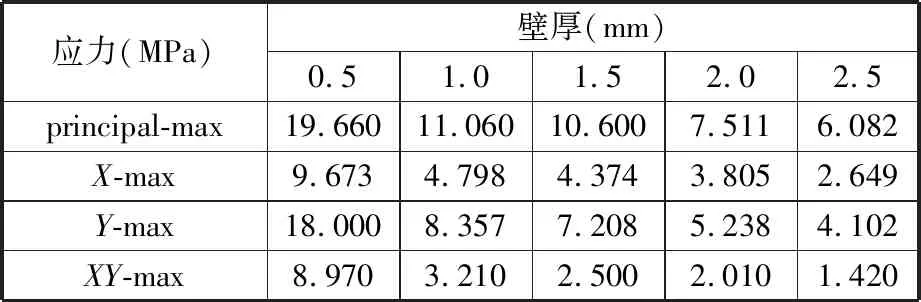
表4 工件在不同壁厚下的應力

圖7 工件壁厚變化下的易碎件最大應力變化圖
圖7中,最大主應力以及在X、Y、XY方向上的最大應力的曲線變化趨勢相類似,但最大主應力和Y方向上的最大應力變化較X、XY方向上的最大應力變化明顯。在較小壁厚0.5~1.0 mm階段,應力急劇減小,最大主應力和Y方向上的最大應力減小約9.1 MPa,X、XY方向上的最大應力減小約5.3 MPa。在較大壁厚1.0~2.5 mm階段,應力緩慢減小,其中最大主應力和Y方向最大應力減小約4.6 MPa,X、XY方向最大應力減小約1.9 MPa,壁厚平均每增大0.5 mm,對應最大主應力、Y方向最大應力減小1.5 MPa,X、XY方向最大應力減小0.7 MPa;壁厚0.5~1.0 mm的應力變化是壁厚1.0~2.5 mm應力變化的6~7倍。顯然,易碎件壁厚的變化對碰撞接觸應力非常敏感。
3.3 沖擊加速度的變化
選擇機械手抓取沖擊的加速度變化形成第3組有限元模型,機械手以1 mm/ms的速度碰撞易碎件,在碰撞瞬間施加的加速度分別為0.5 mm/ms2、1 mm/ms2、1.5 mm/ms2、2 mm/ms2、2.5 mm/ms2。此狀態下,所受的最大主應力以及在X、Y、XY方向上的最大應力如表5所示。隨著機械手指加速度的遞增,作用于薄壁易碎件的沖擊應力增大,對應的有限元仿真分析應力變化如圖8所示。

表5 工件在不同加速度下的應力
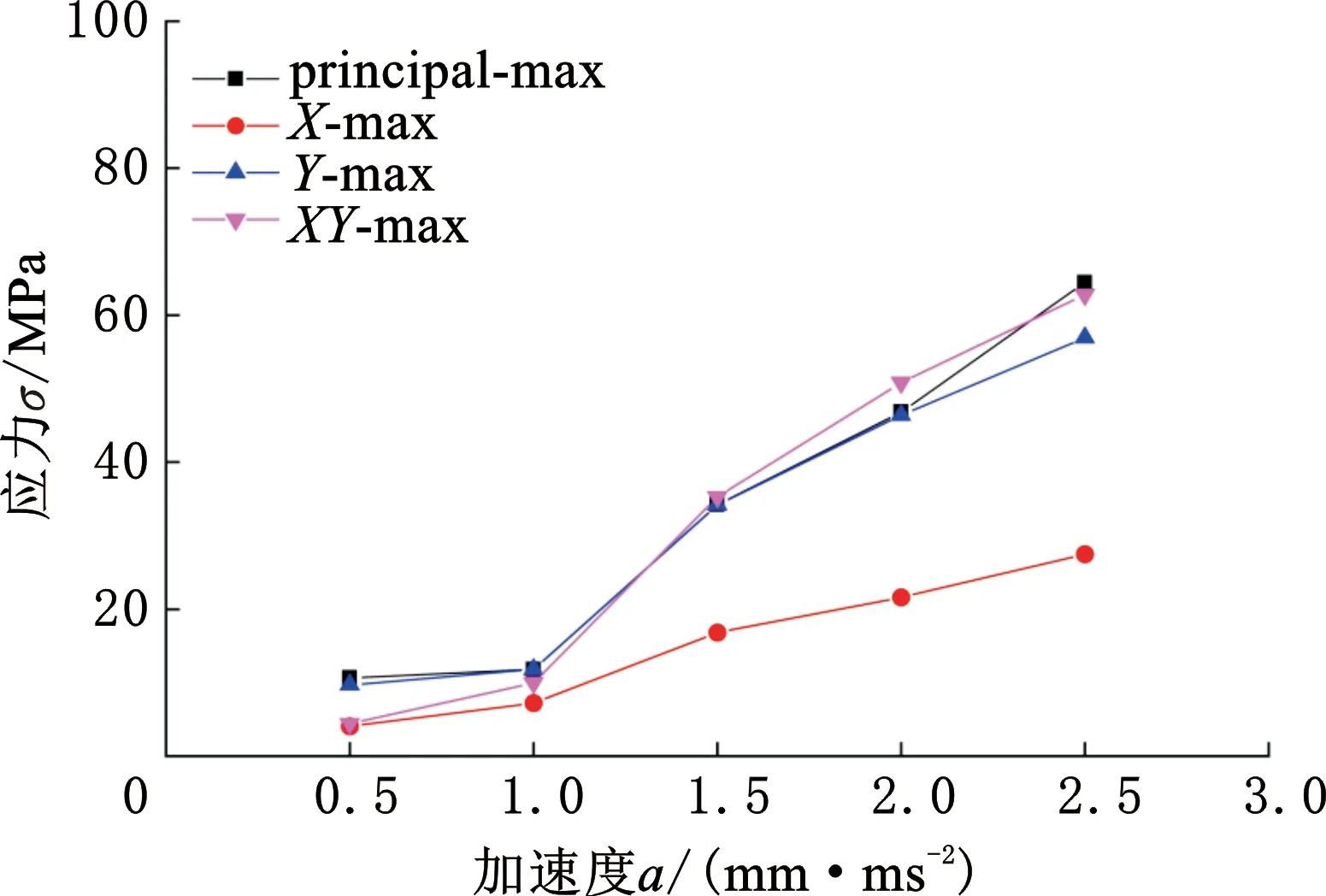
圖8 加速度變化下的易碎件應力變化圖
圖8中,最大主應力以及在X、Y、XY方向上的最大應力的曲線變化趨勢類似,但是,在1.0~2.5 mm/ms2區間,最大主應力和Y、XY方向上的最大應力曲線較X方向上的最大應力曲線變化明顯。在較低加速度0.5~1.0 mm/ms2階段,應力增大較為平緩,最大主應力和X、Y、XY方向上的最大應力增大了2.1 MPa。在較高加速度1.0~2.5 mm/ms2階段,應力增大較為明顯,X方向最大應力增大了20 MPa,而最大主應力和Y、XY方向上的最大應力增大了約49 MPa,加速度平均每增大0.5 mm/ms2,對應X方向最大應力增大6.7 MPa,而最大主應力和Y、XY方向上的最大應力增大16.3 MPa。顯然,加速度在1.0~2.5 mm/ms2區間時,最大主應力和Y、XY方向上的最大應力變化是0.5~1.0 mm/ms2區間對應最大應力變化的8~9倍。
3.4 仿真結果的討論
對于普通玻璃,其失效應力在10~90 MPa之間變化,當失效應力約為70 MPa、最大有效塑性應變為0.01時,其仿真結果與實驗結果相仿[21]。通過對機械手抓取過程中的沖擊速度、沖擊加速度、易碎件厚度進行改變并分析,可得出以下結論:
由于玻璃易碎件的抗拉能力較差,因此它對拉應力較為敏感,在同等的抓取條件下,速度的改變對抓取可靠性的影響最大,這是因為速度的改變對沖量的影響較大,在碰撞瞬間沖擊力也會顯著增大,從而會降低抓取的可靠性。
根據實例分析結果,當易碎件壁厚為2 mm、作業沖擊速度大于4.5 mm/ms時,應力會急劇增大,應力明顯超過70 MPa,工件發生破壞;當壁厚為0.25 mm、作業沖擊速度為1.5 mm/ms時,工件受到破壞,破壞時最大應力約為76 MPa;當工件壁厚為2 mm、作業沖擊速度為1 mm/ms時,沖擊瞬間加速度達到3 mm/ms2,應力約為72 MPa,使得薄壁易碎件碎裂。為防止玻璃環發生破壞,當壁厚為2 mm時,機械手速度應小于4 mm/ms;當壁厚為0.25 mm時,機械手速度應小于1 mm/ms;當壁厚為2 mm、作業沖擊速度為1 mm/ms時,加速度應低于2.5 mm/ms2。
4 Kriging代理模型的構建與應力預測
由于有限元模型設計復雜且仿真運行時間較長,為根據已有的計算結果評估在相近參數作業下的機械手抓取接觸應力,本文建立了Kriging預測模型。為使實驗數據可視化,采用圖形用戶界面(graphical user interface,GUI)設計,其流程如圖9所示。

圖9 Kriging預測模型及GUI界面設計流程圖
Kriging插值方法是一種能夠對有限區域內進行無偏最優估計的空間局部內插法[22]。該方法以實驗數據為計算點,對取值數據進行加權插值的權值設計,是一種精確的插值方法,具有預測精度高、耗時少的特點[23]。
對于給定m個包含壁厚、速度的樣本點S=[s1s2…sm]T,其輸出響應principal-max、X-max、Y-max、XY-max等應力可表示為Y=[y1y2…ym]T。對上述數據作標準化處理,即
(1)
其中,S:,j、Y:,j分別為給定樣本點矩陣S、Y中的第j個列向量;μ[·]、V[·,·]分別為均值和協方差;n、q分別為輸入樣本矩陣和輸出樣本矩陣中的列數。
對于Kriging模型選定的樣本點x,其對應的應力預測函數響應值定義為y(x),其一般表達式可記為
(2)
假設隨機過程z(x)的均值為0,則協方差為
Cov(z(xi),z(xj))=σ2R(xi,xj,θ)
(3)
其中,σ2為系統響應隨機過程z(x)的方差;xi、xj為樣本點;R(xi,xj,θ)表示帶有參數θ的相關模型,通過優化θ,該模型能夠自適應地調節樣本點之間的空間相關性,其相關函數表達式如下:
(4)
本文通過最大似然估計法得到參數θ的估計值,其表達式如下:
(5)
其中,|R|是R的行列式。
本文研究的機械手沖擊仿真實驗以壁厚和速度為自變量,其中壁厚區間為0.25~2.50 mm,速度區間為0.5~4.5 mm/ms,將不同速度、壁厚的樣本點寫入樣本矩陣S。應力為輸出變量,應力包括最大主應力和在X、Y、XY方向上的最大應力,將多種應力寫入樣本矩陣Y。Kriging代理模型的回歸模型用零階多項式表達。相關函數采用高斯函數。
Kriging模型建立在一定數量樣本點的基礎上。樣本點的選取關乎Kriging預測模型的準確與否,本文采用矩形網格設計。選用的壁厚、速度是均勻分布的樣本點,能最有效地控制或降低計算預測的統計不確定性,提高預測模型的可靠性。針對多種基于代理模型的加點準則,本文選取均方誤差準則[24],可以找出樣本誤差期望值最大的點,從而快速地提高全局精度。初始的代理模型成功后,可以發現在樣本點(2.5,3.5)、(1,3)處的應力預測誤差較大,運用SolidWorks、Hyper-Mesh、LS-PrePost等軟件進行集成建模,得到仿真分析結果。并將壁厚、速度、仿真結果寫入樣本矩陣S、Y,從而添加新的樣本點,以提高預測模型的擬合程度。
利用MATLAB軟件DACE工具箱,設置以壁厚、速度為X、Y坐標,以應力為Z坐標,通過編程調用工具箱中的函數指令,計算得到的在不同壁厚,速度條件下應力大小的預測模型,如圖10所示,可以看出,當壁厚在0.5~2.5 mm、速度在0.5~4.0 mm/ms時,應力變化較小,并且隨速度增大、壁厚的減小,應力呈現增大的趨勢。但是,當壁厚小于0.5 mm、速度超過4 mm/ms時,應力會急劇增大,直至破壞。為防止易碎件破壞,機械手速度應小于4 mm/ms,壁厚應大于0.5 mm。

(a)principal-max應力圖 (b)X-max應力圖
為使應力結果可視化,運用MATLAB下的子模塊GUI進行研究,并設計Kriging預測模型的GUI界面。運行程序彈出GUI設計界面,通過輸入壁厚、速度參數,即可輸出Max應力圖形與相應的應力值,方便設計人員對機械手作業參數進行評估與優化。在系統的界面設置許用應力值,當評估的最大應力值達到或超過許用應力值時,將給出系統提示,如圖11所示。
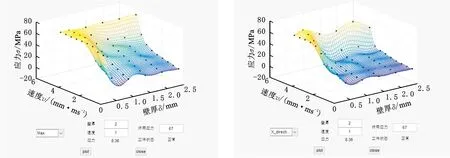
(a)principal-max應力GUI界面 (b)X-max應力GUI界面
5 薄壁工件內撐式上料機械手樣機抓取實驗
為了驗證機械手抓取不同厚度易碎工件的可靠性以及得到手指抓取過程的沖擊受力,根據設計的手指結構,搭建內撐式機械手樣機及實驗系統,如圖12所示。

圖12 機械手樣機及實驗系統
機械手的手指體材料為鋁合金,手指墊材料為橡膠,工件材質為石英玻璃,相關參數見表1和表2。實驗中,實驗工件的厚度分別取1.5 mm、1 mm、0.8 mm。圖13給出了厚度為1 mm的工件實樣及測試應變片粘貼位置。

圖13 不同壁厚的薄壁玻璃環及應變片粘貼
為了測試機械手抓取工件的沖擊速度,采用OLYMPUS高速攝像機對機械手抓取工件的過程進行抓拍。高速攝像機的拍攝幀頻設置為每秒500幀,可以得到機械手指在對應時刻下的位置圖片。對抓拍的圖片進行整合處理,可得到機械手指抓取時刻下的位移-時刻圖像,從而得到機械手指抓取運動的速度與加速度。圖14為高速攝像機抓拍到的機械手指不同位置-時刻圖像。

圖14 不同位置-時刻圖像
機械手指的運動由氣缸運動驅動。在機械手樣機實驗系統中,通過安裝精密調壓閥調節氣缸的進出壓力即可控制機械手指的運動速度,然后利用高速攝像機捕捉機械手指運動時的圖像即可計算出機械手指抓取運動的速度和加速度。在機械手指抓取工件前,通過實驗測定了系統壓力以及機械手指的運動速度、加速度的對應關系與控制參數。
對于易碎件應力的測量,采用在工件表面粘貼應變片測量。實驗中采用DH3816靜態應變測試系統。該系統有6個通道,每個通道有10個采集點,采樣速度可達到每秒60點,最高分辨力可達到1 με。在操作系統中輸入玻璃的彈性模量,即可顯示出工件玻璃環對應點的應力。
實驗中,采用機械手抓取1.5 mm、1 mm和0.8 mm厚的薄壁玻璃圓環,將應變片粘貼在薄壁環被機械手指抓取位置的背面。打開氣動電磁閥的開關使機械手運動抓取薄壁環,利用靜態應變測量儀的連續采集功能在持續采集數據模式下記錄系統采集到的薄壁環表面的應力。
依據現有的機械手樣機系統的結構與參數,實驗選擇的參數如表6所示,其中,墊厚(手指墊厚度)1、2、3分別為2 mm、1.5 mm和1 mm,壁厚(工件厚度)1、2、3分別為1.5 mm、1 mm、0.8 mm,位置(機械手爪抓取工件時,與工件的作用位置)1、2分別表示齊平10 mm和內降10 mm,速度(機械手指抓取工件的沖擊速度)1、2、3分別為0.16 mm/ms、0.13 mm/ms和0.1 mm/ms。
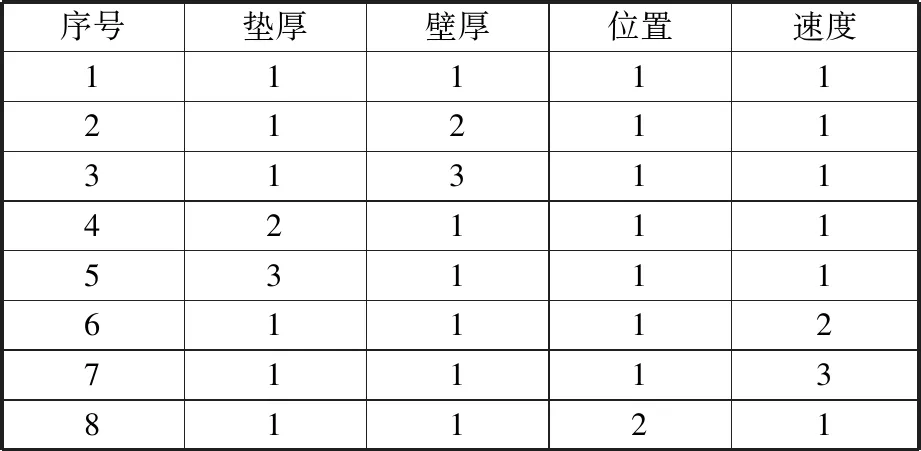
表6 實驗參數選擇
依據實驗選擇的參數,分別進行了仿真計算與實驗測試,對機械手碰撞實驗測試應力結果的最大值進行平均處理,并且選擇接觸碰撞仿真計算應力數據的最大值,如圖15所示。
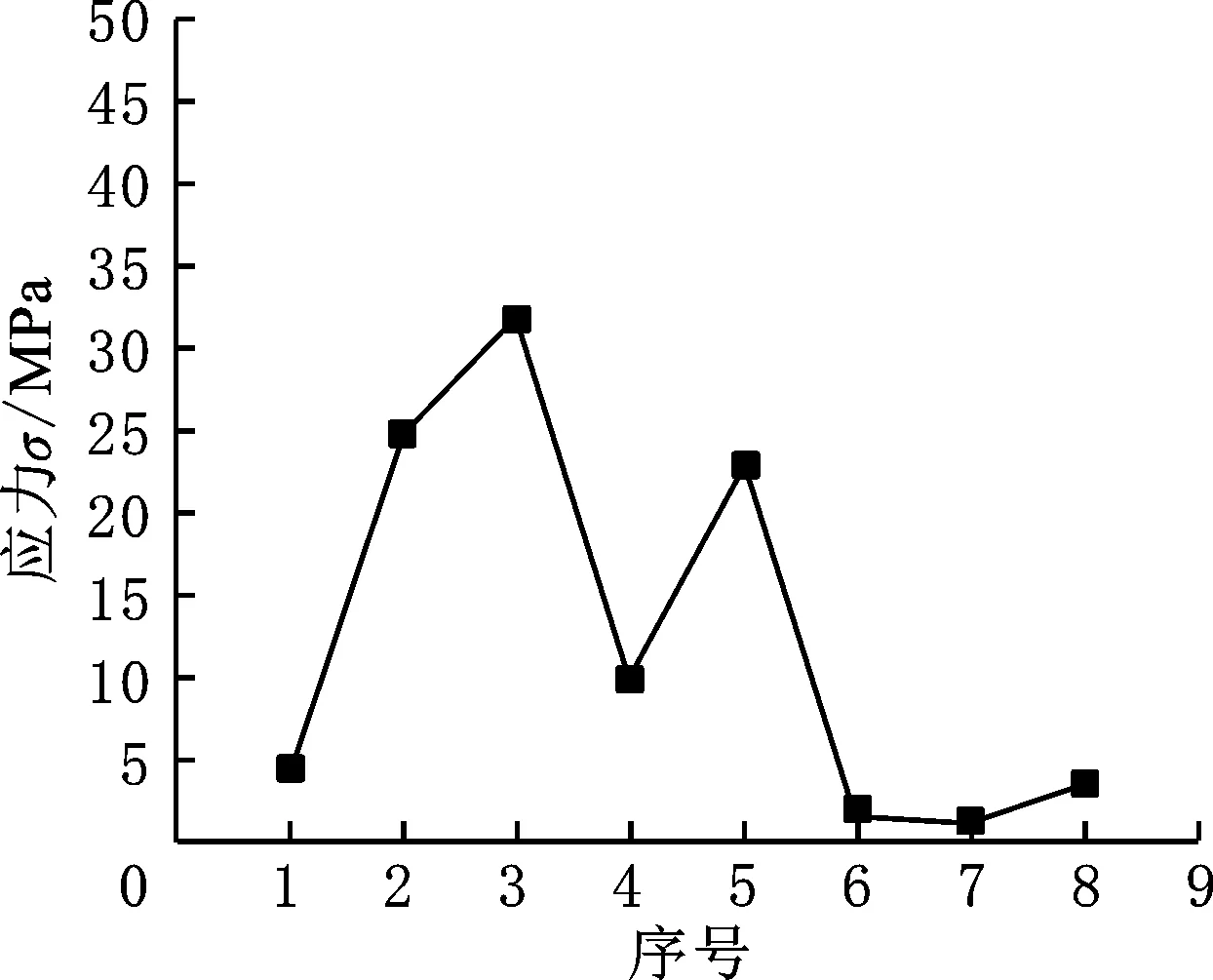
(a)實驗數據
從圖15中可以看出,實驗數據與仿真數據變化規律一致,但是其應力值相差過大。進一步分析可知,在仿真計算中,采用的是單個機械手指進行抓取作業。而在實驗中,利用單個機械手指很難實施對工件抓取。為方便實驗數據采集,采用了三爪機械手進行抓取作業。
為研究機械手采用三指實際抓取與采用單指仿真抓取的應力關系,建立了相關模型進行研究。假設圓環的應變是均勻的,且每個單元受到的力均為F,面積為ΔA,機械手布置及受力如圖16所示。

圖16 機械手三爪布置及受力
當機械手選用一個手指時,手指的布置如圖16的左側所示,用α表示受力點位置的角度,則Y方向上的應力可表示為
(6)
當機械手采用三個手指時,其他2個手指的布置如圖16的右側所示,用φ表示受力點位置的角度,則Y方向上的應力可表示為
(7)
單指機械手與三指機械手的抓取應力轉換關系為
(8)
依據上述關系對仿真數據進行變換:將采用單指抓取仿真獲得的應力值乘以5.7即可得到三指抓取對應的仿真應力值。實驗數據與變換后的仿真數據如圖17所示,顯然可見兩者數據相近。
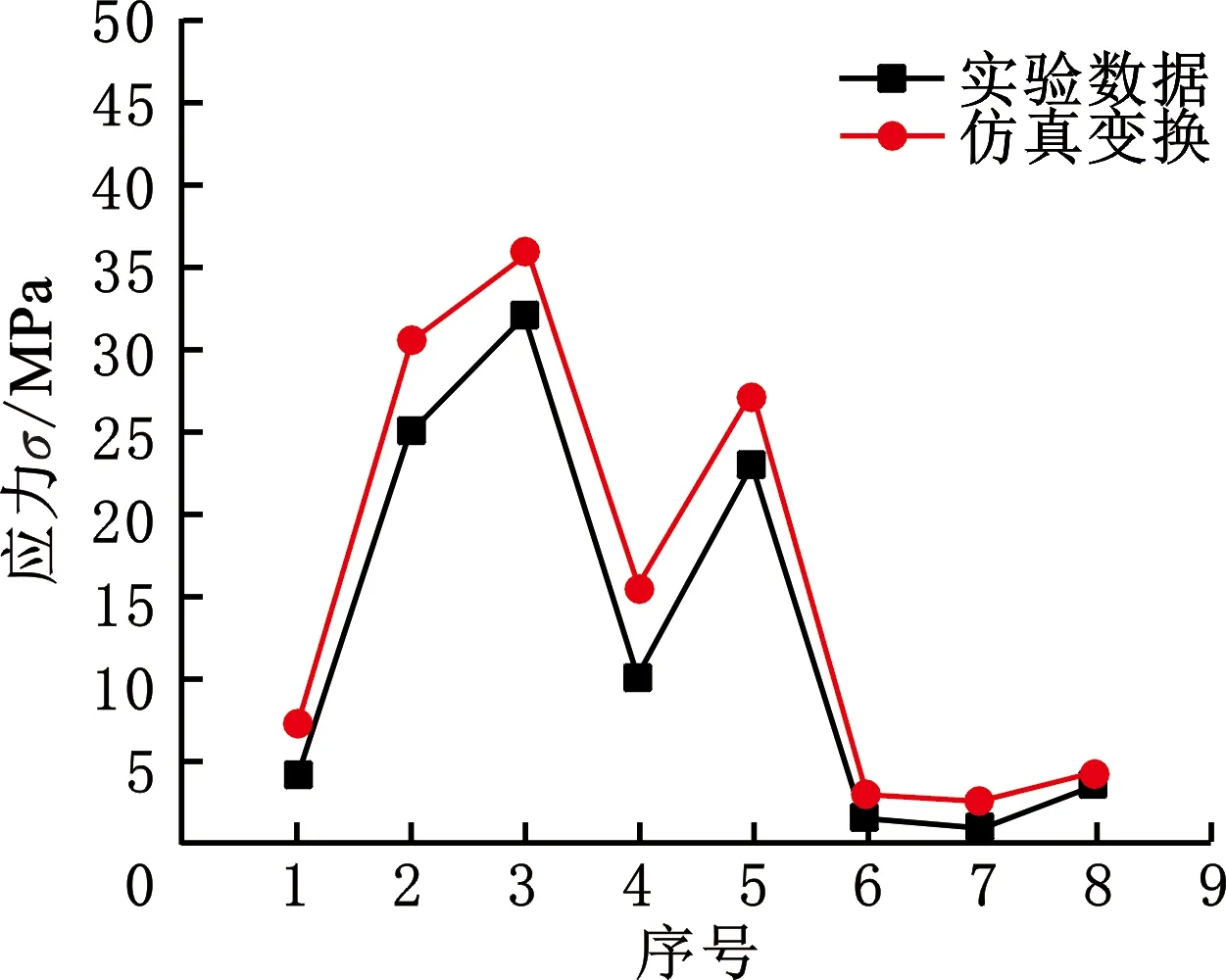
圖17 實驗數據與變換后的仿真數據對比
對比序號1、2、3可以得出工件應力隨壁厚變化的規律,對比序號1、4、5可以得到工件應力隨著手指墊厚度的變化,對比序號1、6、7可以得到機械手運動速度對工件應力的影響,對比序號1、8可以得到碰撞位置對工件應力的影響。分析圖17不難發現,工件壁厚和手指墊厚度對工件的影響較大,而其他因素對工件的影響相對較小。
實驗結果表明,該機械手可以完成不同厚度易碎工件的可靠抓取,工件表面沒有破損情況。實驗結果與仿真計算結果吻合。
6 結語
通過建立薄壁易碎件內撐式上料機械手抓取作業過程的有限元模型,對機械手指與易碎件之間的碰撞過程進行仿真分析,研究了機械手作業過程中不同的抓取沖擊速度、工件壁厚、抓取加速度等因素對工件內力的影響規律。并通過建立Kriging代理模型,計算得到在不同壁厚、抓取速度條件下接觸應力的預測值,研究過程為改良手指結構及確定作業過程參數建立了基礎。相關研究結果通過實驗也得到了驗證。
在后續的研究中,筆者將進一步研究機械手構型、結構參數變化對接觸碰撞應力的影響。并進一步完善實驗設備及條件,對相關理論分析結果進行更精細的驗證研究。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
故事大王(2016年7期)2016-09-22 17:30:08
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
兒童故事畫報(2013年3期)2013-06-24 05:40:30