植物纖維金屬層合板的抗低速沖擊性能
2023-09-19 03:26:50趙藝橋郭逸純沈軼鷗
建筑材料學報 2023年8期
關鍵詞:復合材料
趙藝橋, 于 濤, 郭逸純, 沈軼鷗
(同濟大學航空航天與力學學院,上海 200092)
來源于農業產物的植物纖維具有較高的比強度和比模量、吸音隔熱、環境友好等特點[1-2],可用于制造結構功能一體化的綠色內飾結構.植物纖維增強復合材料在民機、汽車與建筑等領域均具有良好的發展前景[3-5].但相比于人造纖維增強復合材料,較低的抗沖擊強度限制了其作為主承載結構的應用[6-8].
纖維金屬層合板(FML)是金屬薄板和纖維增強樹脂預浸料交替鋪設后,在一定溫度和壓力下固化成型的層間混雜復合材料[9-10].FML 具有密度小、沖擊性能好、疲勞壽命長和損傷容限高等特征[11-12].其在低速沖擊下的塑性變形十分明顯,更易于確定損傷發生的位置.已有研究表明以金屬為面板,劍麻纖維織物增強環氧樹脂為芯材的纖維金屬層合板的抗沖擊性能相比劍麻纖維增強環氧樹脂復合材料提高了5 倍以上[13].但是,由于采用了二次膠接的成型方式,其黏結性能較差[14].因此,如果對金屬及纖維表面進行改性,改善金屬與纖維層間界面性能,將顯著提升植物纖維增強復合材料的力學性能[15-16].
本研究主要針對植物纖維增強復合材料韌性較低的問題,采用亞麻纖維織物/鋁合金薄板層間混雜的方法,在不損傷亞麻纖維自身結構和犧牲復合材料面內性能的基礎上,從降低損傷面積、提升最大沖擊載荷及吸收能量等方面來改善復合材料的抗低速沖擊性能.
1 試驗部分
1.1 試驗材料
植物纖維采用比利時LINEO 公司提供的單向亞麻纖維織物(面密度200 g/m2,厚度0.18 mm);鋁合金薄板采用日本輕金屬株式會社生產的鋁合金Al2040-T3 薄板(密度2.7 g/cm3,厚度0.2 mm);樹脂基體采用上海眾思實業有限公司提供的雙酚A 環氧樹脂體系(EP,牌號E-51,環氧樹脂、固化劑和促進劑的質量比為100∶80∶1).
1.2 鋁合金薄板表面處理
首先使用鉆床對鋁合金薄板進行鉆孔以增強樹脂在制備層合板過程中的流動性,鉆孔孔徑1 mm,相鄰兩孔間隔25 mm.使用250 顆粒度的打磨機沿金屬軋制方向進行打磨拋光;之后將其置于堿性溶液(30 g/L 氫氧化鈉水溶液以及30 g/L 碳酸鈉水溶液)中在60 ℃水浴中加熱1 min 進行堿處理,取出后用蒸餾水沖洗并干燥;再將其放入400 g/L 硝酸水溶液中,在室溫下浸泡2~5 min 后取出,用蒸餾水沖洗,隨后浸入m(FeSO4)∶m(H2SO4)∶m(H2O)為15∶37∶48 的硫酸鐵水溶液中,在65 ℃下浸泡8 min后取出,用蒸餾水沖洗[17];最后將鋁合金薄板浸泡在質量分數為2%的硅烷偶聯劑(牌號為KH550)水溶液中10 min,取出后在100 ℃下干燥1 h 待用[18-19].
1.3 復合材料的制備
采用熱壓成型工藝制備亞麻纖維鋁合金層合板(FFML),并在相同工藝下制備亞麻纖維增強環氧樹脂復合材料(FFRP)層合板作為參照組.制備前,將亞麻纖維織物放入烘箱中于100 ℃下烘4 h以去除水分.FFML與FFRP 的 鋪 層 分 別 為[Al/0°/90°/Al/90°/0°/Al]與[0°/90°/0°/90°/0°/90°/0°],鋪層后在90 ℃下保溫30 min,120 ℃下保溫2 h,具體鋪層與成型工藝詳見圖1.成型后的復合材料用銑床切割成70 mm×70 mm的方板,FFML與FFRP層合板的尺寸參數詳見表1.
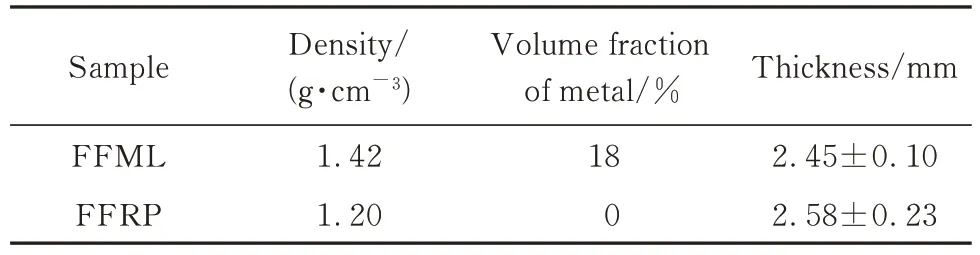
表1 FFML 與FFRP 層合板的尺寸參數Table 1 Dimension parameters of FFML and FFRP laminate
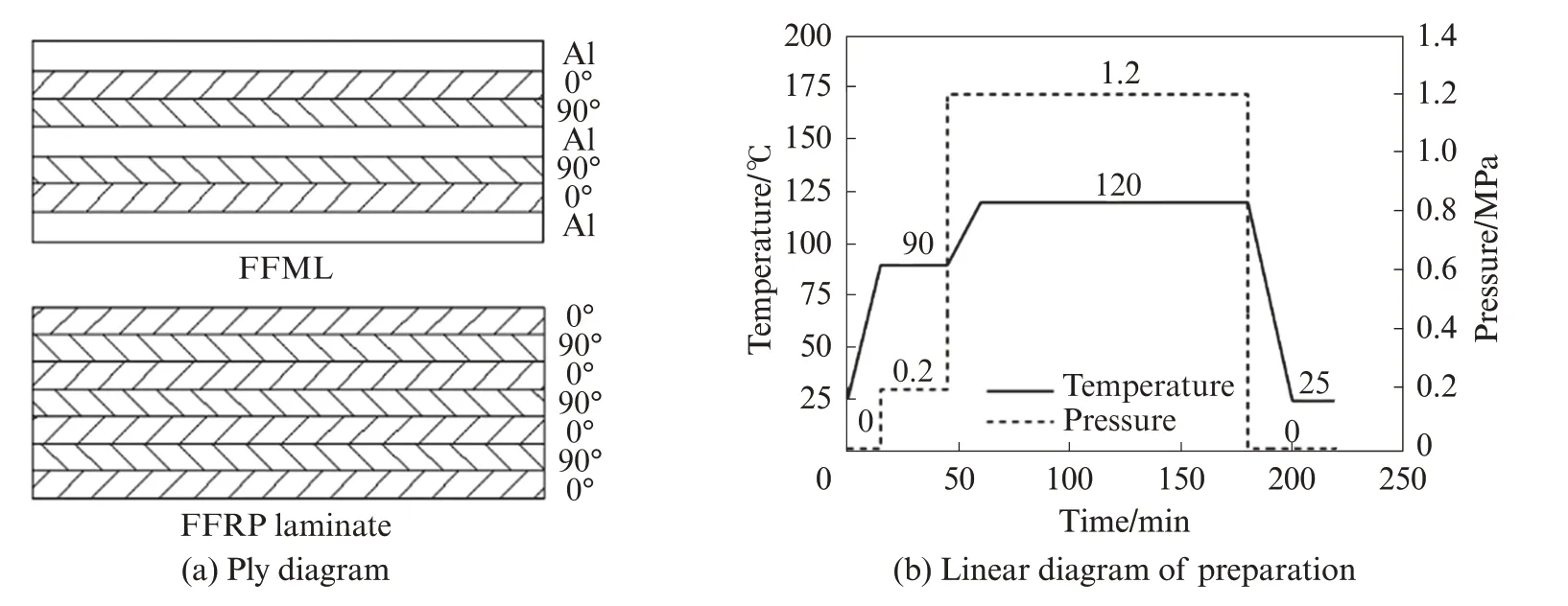
圖1 FFML 與FFRP 層合板的鋪層與成型工藝示意圖Fig.1 Ply diagram and linear diagram of preparation of FFML and FFRP laminate
1.4 測試與表征
采用落錘沖擊試驗機(Instron Ceast 9350)對FFML與FFRP層合板進行低速沖擊測試.將試樣置于內徑為50 mm的圓環形支撐之上,沖頭直徑為5 mm,沖擊能量為10 J.通過掃描電子顯微鏡(Zeiss,Ultra55)觀察試樣的表面形貌.
1.5 有限元模型
1.5.1 鋁合金的本構模型
采用彈塑性模型對鋁合金的彈塑性行為進行數值計算.其中,采用各向同性彈性和各向同性硬化模型分別描述鋁合金的彈性和塑性行為.對于本研究中使用的鋁合金Al2040-T3 薄板,其楊氏模量E=73.1 GPa,泊松比ν=0.34,其各向同性硬化參數詳見表2.采用初始損傷、漸進損傷和最終破壞模型來模擬鋁合金的損傷和破壞.通過Abaqus 軟件提供的剪切破壞模型和拉伸破壞模型以及兩者的組合來模擬鋁合金的高應變率變形.剪切破壞模型采用等效塑性應變作為破壞準則,拉伸破壞模型則采用靜壓作為破壞準則.

表2 鋁合金Al2040-T3 薄板各向同性硬化參數Table 2 Isotropic hardening data for the Al2040-T3
1.5.2 FFRP 的本構模型
采用能夠模擬各向異性材料初始損傷和損傷演化的Abaqus 模型對FFRP 的彈脆性行為進行數值計算,包括張力下的纖維斷裂、壓縮時的纖維屈曲、橫向拉伸和剪切作用下的基體開裂以及橫向壓縮和剪切下的基體破碎這4 種失效模式.FFRP 的線性損傷演化如圖2 所示,FFRP 的正交各向異性彈性參數詳見表3.表3 中:E表示彈性模量,ν表示泊松比,G表示剪切模量;下標1 表示面內材料主方向,2 表示面內垂直于材料主方向,3 表示面外垂直于平面(1、2)方向.
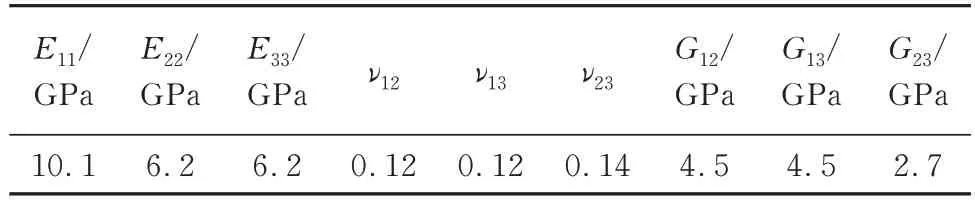
表3 FFRP 正交各向異性彈性參數Table 3 Orthotropic elasticity data of FFRP
圖2 FFRP 的線性損傷演化Fig.2 Linear damage evolution of FFRP
1.5.3 有限元分析
采用Hashin 失效判據來反映材料損傷失效的過程.一般采用接觸算法和接觸對算法來模擬接觸和交互.為模擬沖擊下FFRP 與鋁合金之間的相互作用,定義了相鄰兩層之間的一般接觸相互作用,以及沖頭表面與各層中心節點集之間的面-面接觸對,其接觸均定義為線性函數的(軟化)接觸關系.表4 給出了用于沖頭與鋁合金層(pro-Al)、沖頭與亞麻纖維層(pro-FFRP)、鋁合金層與亞麻纖維層(Al-FFRP),以及亞麻纖維層間(FFRP-FFRP)的接觸相互作用特性.為了更精確地模擬沖擊破壞過程,本模型采用如圖3 所示的典型網格劃分方法.
表4 接觸相互作用特征Table 4 Contact interaction properties
圖3 典型網格劃分方法Fig.3 Typical mesh generation method
2 結果與討論
2.1 表面處理后鋁合金的表面形貌
圖4為鋁合金表面微觀形貌.由圖4可以發現,經過一系列表面處理后,鋁合金的表面形貌發生了明顯改變,劃痕及表面的氧化鋁膜層被去除,酸處理使金屬表面形成了微米尺度的凹坑,這增加了金屬表面的粗糙度和比表面積,而硅烷處理使金屬表面的化學鍵發生了重構,并與硅烷反應形成薄膜包覆在金屬表面[20-21].
圖4 鋁合金表面微觀形貌Fig.4 Microstructure of the Al alloy
圖5 為FFML 中鋁合金-亞麻纖維層界面形貌.由圖5 可見,鋁合金與環氧樹脂基體的界面粘接緊密,經表面處理后,鋁合金與亞麻纖維層的界面處呈現出更加凹凸不平的特征,證明上述表面處理可有效增大鋁合金與樹脂基體的接觸面積,促進樹脂進一步浸潤和改善層間界面性能.

圖5 FFML 中鋁合金-亞麻纖維層界面形貌Fig.5 Microstructure of Al-FFRP interface of FFML
2.2 FFML 的抗低速沖擊性能
圖6 為FFRP 層合板、未經表面處理及經表面處理后的FFML 在10 J沖擊能量下的典型沖擊載荷-位移曲線.沖擊后3 種層合板下表面和橫截面的損傷形貌見圖7.由圖6、7可以發現:3組試樣均發生了穿透性破壞,但FFRP 層合板與FFML 卻具有明顯不同的沖擊響應;FFML 的剛度和最大沖擊載荷明顯高于FFRP 層合板,且經表面處理后FFML 的剛度增大,證明對鋁合金的表面處理確實有效提升了層合板的界面性能,經表面處理后FFML 最大沖擊載荷比FFRP 層合板最大沖擊載荷提升了136%;FFRP 層合板的沖擊載荷在達到初始損傷閾值后表現為急劇下降,這是由于在外力沖擊下層合板下表面纖維受到張力而發生斷裂所致;而FFML 由于引入了韌性較大的鋁合金層,在達到初始損傷閾值后,其沖擊載荷未有明顯下降,反而呈現出逐漸增加的趨勢,直至發生穿透破壞.通過計算沖擊載荷-位移曲線下的面積得到層合板的吸收能量,可以發現:經表面處理后的FFML 除了具有最高的沖擊載荷外,其吸收能量也最多.由3 種層合板下表面的損傷形貌(圖7(a)~(c))可以看出,FFRP 層合板發生了大面積的沖擊損傷,而FFML 的損傷面積明顯小于FFRP 層合板.由3 種層合板沖擊損傷處的橫截面形貌(圖6(d)~(f))可以發現:FFRP 層合板表現出明顯的脆性斷裂模式,如纖維斷裂、分層等,其整體變形較小;而FFML 因含有韌性較好的鋁合金層,產生了較大的塑性變形并抑制了層合板的大面積損傷,延長了沖擊響應時間.另外,由圖7 還可以發現,經表面處理后的FFML 在沖擊損傷后未發生明顯的分層,而未經表面處理的FFML 在沖擊損傷的位置有較大面積的分層現象.
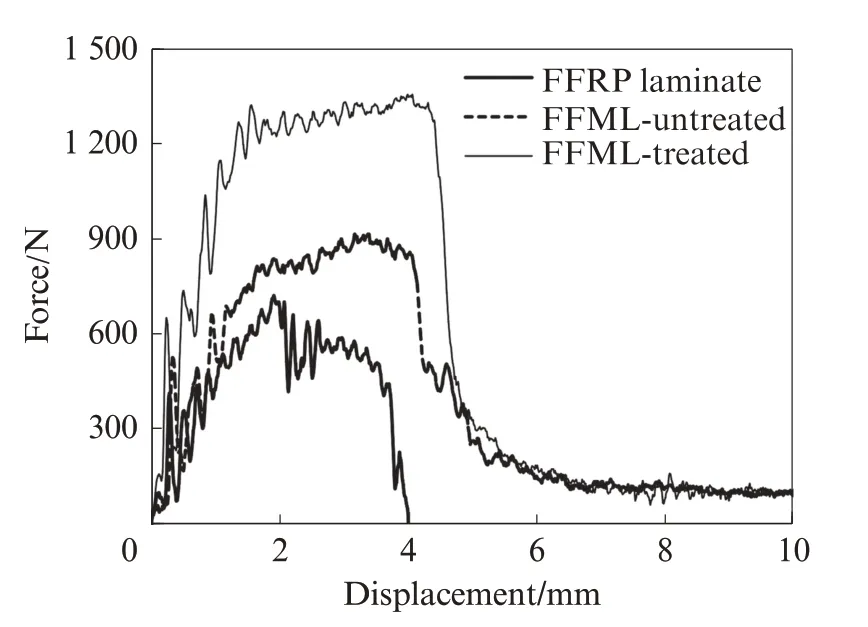
圖6 3 種層合板在10 J 沖擊能量下的典型沖擊載荷-位移曲線Fig.6 Typical impact force-displacement curves of three type of laminates subjected to 10 J impact energy
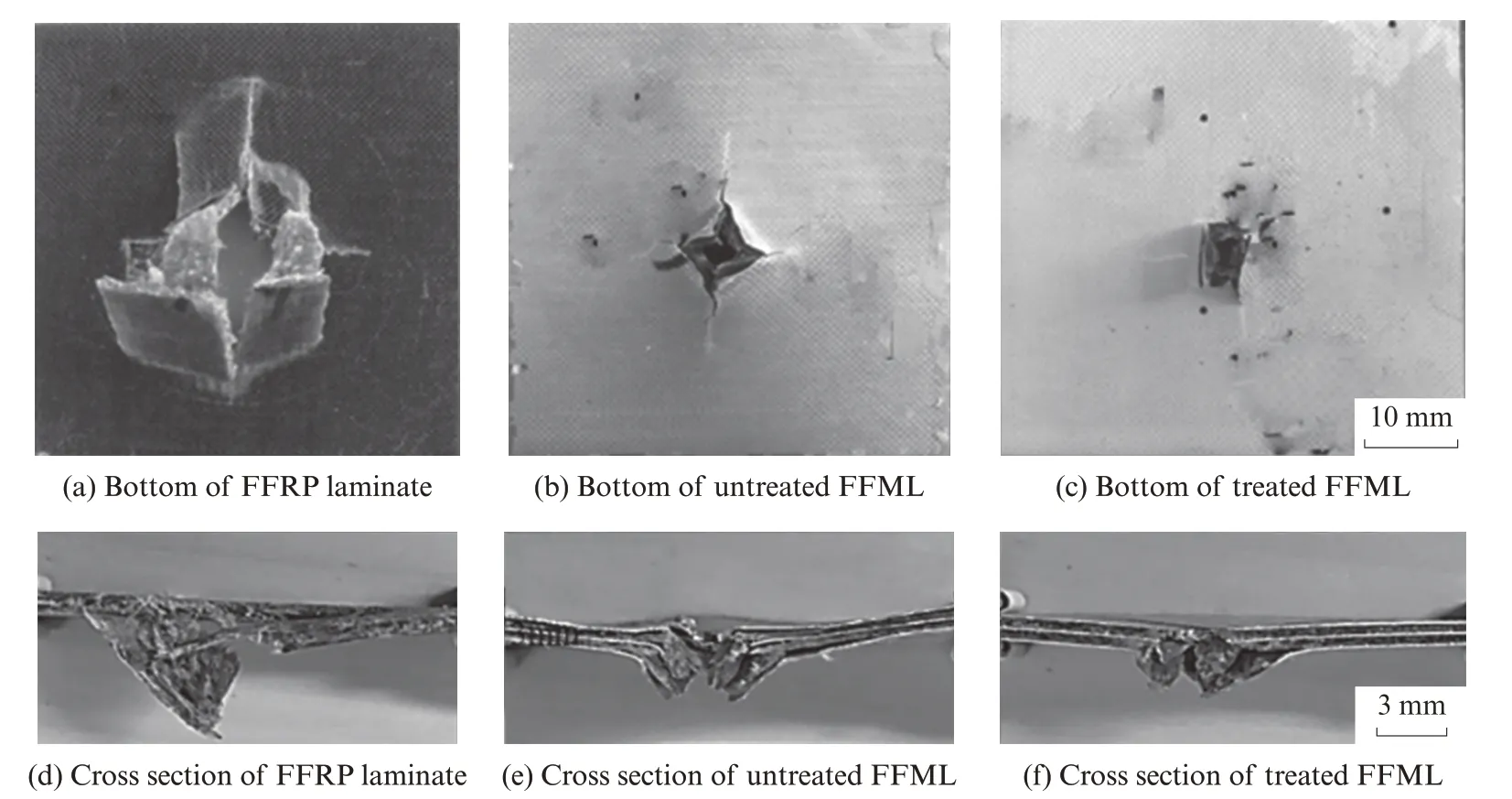
圖7 沖擊后3 種層合板下表面和橫截面的損傷形貌Fig.7 Damage morphology for bottom and cross section of three type of laminates after impacting
圖8 總結了3 種層合板在10 J沖擊能量下的損傷面積(拉伸強度)及吸收能量(拉伸模量).由圖8 可以發現,經表面處理后,FFML 的吸收能量明顯提升了58%,同時沖擊后的損傷面積下降了84%.雖然引入鋁合金會增加層合板質量,但是在去除密度的影響之后(除以密度以得到體積的吸能比),經表面處理后的FFML 吸收能量依然比FFRP 層合板高34%.
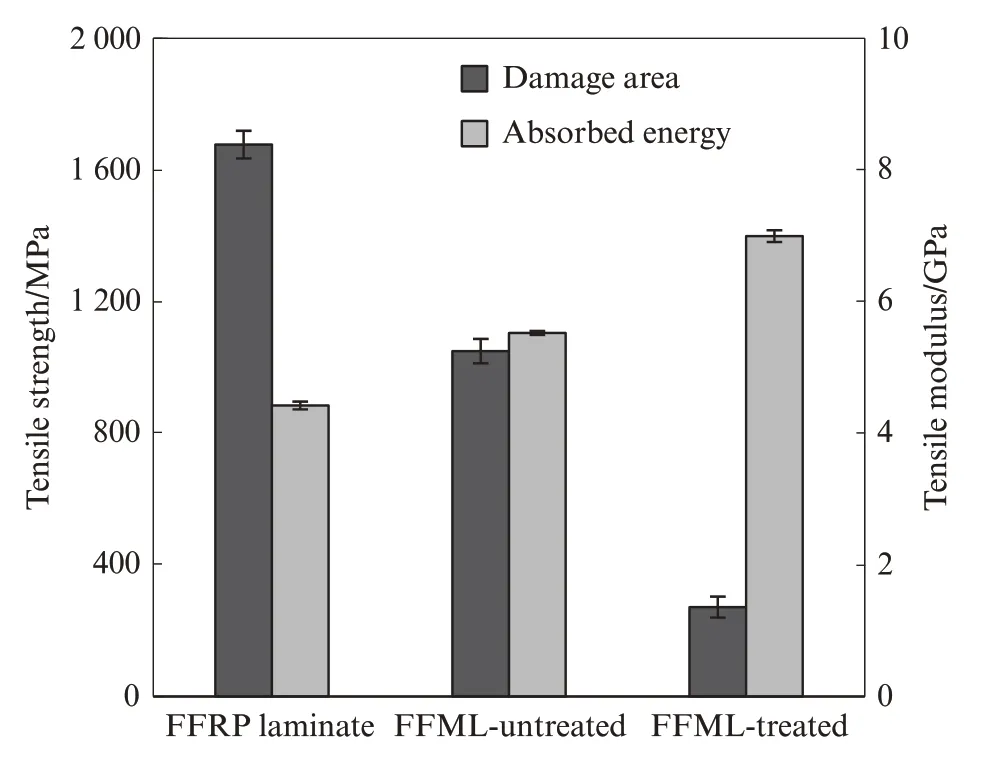
圖8 3 種層合板在10 J 沖擊能量下的損傷面積及吸收能量Fig.8 Damage area and absorbed energy of three type of laminates subjected to 10 J impact energy
表5 給出了經表面處理后FFML 在10 J 沖擊能量下的性能,包括數值計算與試驗測試的初始剛度(Ki)、最大沖擊載荷(Pmax)及吸收能量(Ea).由表5 可以發現,數值計算與試驗測試結果具有較好的一致性,證明有限元模型所使用的接觸參數能較為準確地模擬出纖維金屬層合板的沖擊過程.
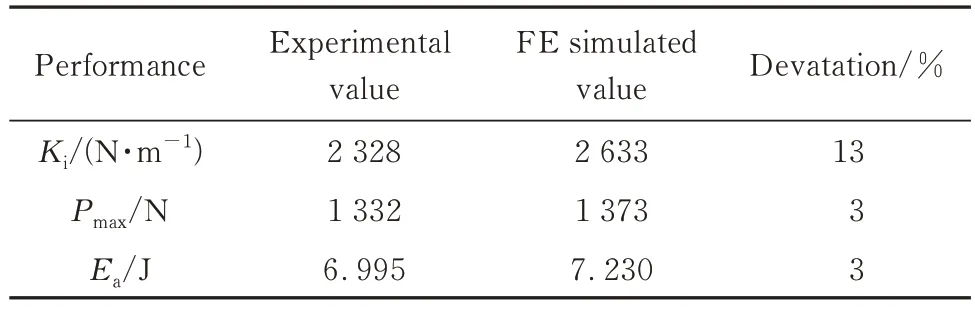
表5 經表面處理后FFML 在10 J 沖擊能量下的性能Table 5 Performance of treated FFML subjected to 10 J impact energy
采用有限元模擬經表面處理后FFML 在10 J 沖擊能量下的破壞形貌,見圖9.由圖9 可以看出,有限元模擬結果展現了經表面處理后FFML 在10 J 沖擊能量下的破壞模式特征,層合板下表面的沖擊中心區域發生了局部塑形變形,其中鋁合金沿裂紋發生塑性變形,連同亞麻纖維層一起產生斷裂損傷.進一步說明韌性較高的金屬板夾層和表層能使局部區域產生塑性變形以吸收更大的能量.
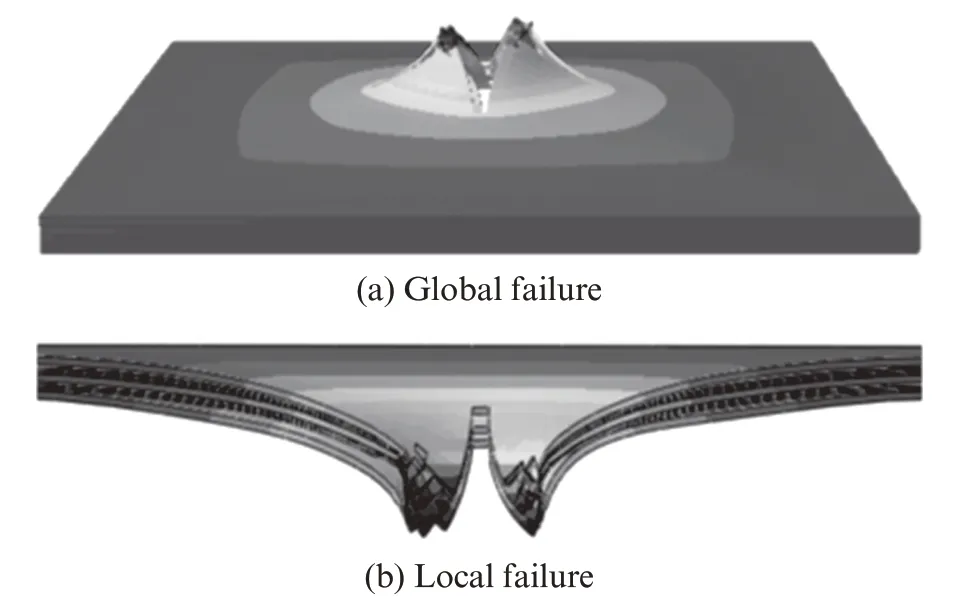
圖9 有限元模擬經表面處理后FFML 在10 J 沖擊能量下的破壞形貌Fig.9 Simulation results of failure modes for treated FFML subjected to 10 J impact energy
3 結論
(1)通過對鋁合金進行表面處理,增加了其比表面積,從而顯著提升了鋁合金與樹脂基體的界面結合能力,有效改善了其沖擊韌性較差的問題.
(2)經表面改性后,亞麻纖維鋁合金層合板的沖擊性能比亞麻纖維環氧樹脂層合板有明顯提高,最大沖擊載荷和吸收能量分別提升了136%、58%,且損傷面積下降了84%.
(3)亞麻纖維增強環氧樹脂與鋁合金的層間混雜能夠大幅提升層合板的初始剛度、最大沖擊載荷及吸收能量,層合板的破壞模式也從脆性破壞轉變為塑性破壞.
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29