中印規范的鋼結構角焊縫設計對比
2023-09-20 08:16:18李尊鵬
工程質量 2023年8期
李尊鵬
(青島交通發展集團有限公司,山東 青島 266000)
0 引言
響應國家一帶一路號召,越來越多的中國建筑企業走出國門。印度作為一帶一路輻射的國家之一,基礎建設正處于高速增長時期,工程技術人員了解印度規范,對進入印度市場,占據發展主導地位起到關鍵作用。現階段,國內對于中美、中歐鋼結構規范對比研究較多。胡鳳琴等[1]基于中美歐鋼結構常用鋼材性能對比,提出了鋼材的等效替換原則。黃聰[2]通過分析中美鋼結構焊縫要求,指出了中國規范的焊縫構造要求偏于保守。王敬燁等[3]對中歐規范的螺栓連接承載力進行了比較,確定了二者在承載力設計理論的一致性。
基于上述研究,本文針對中印鋼結構規范中的角焊縫設計要求,根據印度鋼 IS 800∶2007《結構設計規范》(以下簡稱“IS∶800”)[4]和中國的 GB 50017-2017《鋼結構設計標準》(以下簡稱“GB 50017”)[5]對鋼結構角焊縫設計要求進行比較,包括常用鋼材性質、焊縫連接構造、焊縫強度設計要求等,分析兩者要求的異同,以便在印從事工程的人員參考。
1 中印常用鋼材對比
焊縫強度與多種因素相關,其中鋼材特性等級是影響焊縫質量的重要因素之一,中印兩國在施工中廣泛采用的鋼材也有所區別。針對印標廣泛采用的 E250、E350 鋼材與國標廣泛采用的鋼材 Q235、Q355 在化學成分、屈服強度、極限抗拉強度、伸長率等進行比較分析[6-8], 具體異同如表 1、表 2 所示(t為板厚)。

表1 中印常用鋼材化學成分對比

表2 中印常用鋼材結構強度對比
從化學成分上看,國標中 Q235、Q355 級鋼材相較于印標 E250、E350,對焊接質量有不利影響的 C、S、P的含量控制更為嚴格,比印標控制量低 20 % 左右,對焊接質量有利影響的 Si、Mn 含量控制相當。故國標鋼材在焊接性能方面優于印標鋼材,特別是在 C、S、P 的含量控制上。
從力學性能上看,鋼材強度、伸長率的變化規律也具有統一性。由此也可大致推斷,焊縫強度變化規律相當。
2 角焊縫連接構造要求
鋼結構焊縫設計中,構造要求是鋼結構焊縫強度的基礎,以下是針對中印規范在鋼結構角焊縫的焊腳尺寸、焊縫計算厚度、焊縫計算長度等連接構造要求上的比較。
2.1 焊腳尺寸要求
角焊縫焊腳尺寸與焊板厚度t有關,針對最小焊腳尺寸hf,中印規范要求如表 3 所示。
通過比較可知,中印規范都強調了焊板預熱對最小焊腳尺寸的影響,但側重點不同。印標強調焊板預熱的要求,國標則強調焊板預熱對最小焊腳尺寸的影響。在焊接尺寸要求上,國標更為嚴格。
2.2 焊縫計算厚度
焊縫計算厚度he與焊腳尺寸hf存在相關性,見式(1)。
IS 800 焊縫計算厚度規定:
焊縫計算厚度應在 3 mm≤he≤0.7t,特殊情況下不超過 1t(t為較薄板厚度)。同時,要求兩焊板夾角原則上在 60°≤α≤120°,否則需通過工藝評定確定焊縫強度。并給出了 60°~120°的焊縫計算厚度與焊腳尺寸的相關性,如表 4 所示。

表4 不同夾角下 K 值的變化情況
GB 50017 有關焊縫計算厚度的規定,如表 5 所示。

表5 焊接計算厚度
以焊板夾角 60°≤α≤120°、根部間隙b≤1.5 mm為例,可得出中印規范不同夾角下的K值變化情況如圖 1 所示。

圖1 中印規范 K 值變化情況
2.3 焊縫計算長度
焊縫計算長度,即能承受荷載的焊縫長度,由于焊接方法、焊縫構造等原因,焊縫受力可靠性不同,故不同規范對焊縫計算長度的要求也有所區別。
IS 800 對焊縫最小計算長度lw要求,見式(2)。
式中:l為焊縫實際長度;lw≥4hf。
GB 50017 對焊縫最小計算長度要求,見式(3)。
式中:lw≥8hf,且≥40 mm,否則不應用作受力焊縫。
從焊縫計算長度限制來看,相較于印標,國標對最小計算長度的要求明顯嚴格。
3 角焊縫的設計強度
3.1 焊縫的強度對比
焊縫強度受焊接工藝、焊條、鋼材等級、焊接板材厚度等因素的影響,中印規范對焊縫強度設計值的取值標準也有所區別。
在 IS 80 0 中,焊條按屈服強度分為兩大類:E×4×××和 E×5×××,按具體焊縫伸長率又有不同劃分,如表 6 所示。
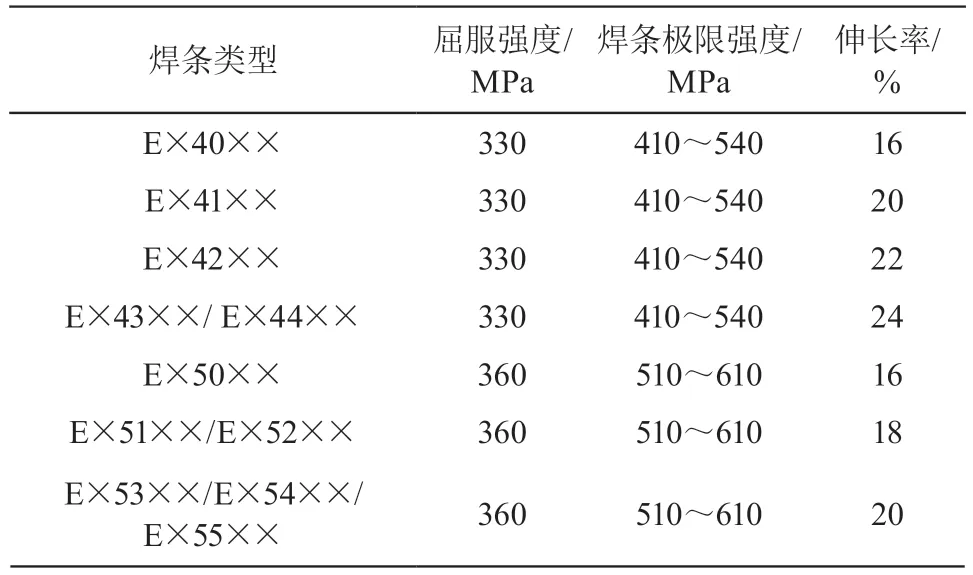
表6 焊縫特性
印標并未直接給定角焊縫設計強度值,基于母材等級,考慮工廠與現場的焊接環境、質量等差異,焊縫設計強度值見式(4)。
式中:f fw為焊縫強度設計值;f u為母材或焊縫極限應力強度;γmw為安全系數,現場焊接γmw=1.5,工廠焊接γmw=1.25
故可得角焊縫強度設計值如表 7 所示。
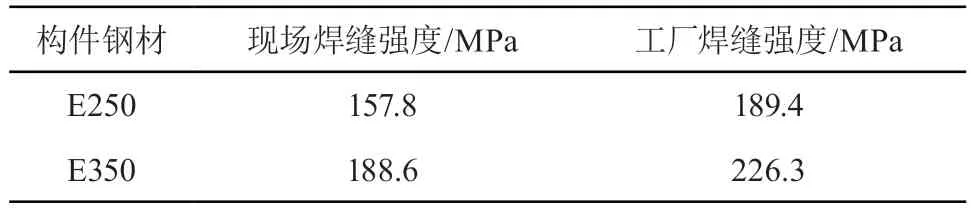
表7 印標角焊縫強度設計值
在 GB 50017 中,有四中不同焊條,包括 E43、E50、E55、E60,針對常用鋼材,焊條與焊縫強度取值如表 8 所示。
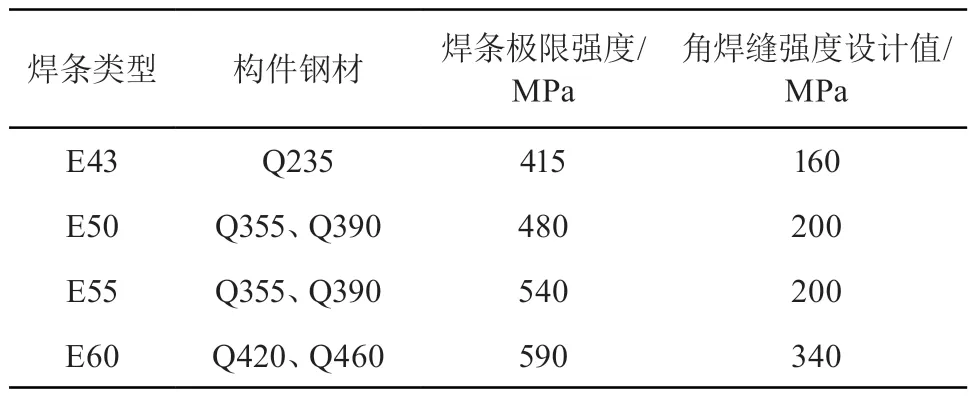
表8 國標角焊縫設計強度值
通過比較可知,①印標的焊條類型相對較多,并考慮溫度影響效應進行了具體分類,焊條的極限抗拉強度也大于國標。②在焊縫強度設計值上,中印在取值方式上有所區別,國標直接給定了設計強度值,而印標則給了強度設計值與母材或焊縫極限應力強度的關系,并考慮了現場焊接與工廠焊接質量差異,確定了焊縫設計強度。③對等級相似鋼板的焊縫,國標的焊縫設計強度值介于印標現場焊縫與工廠焊縫之間。
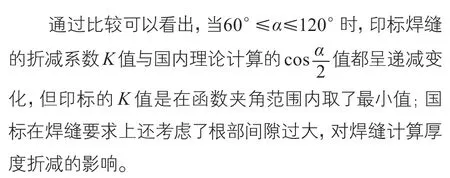
3.2 焊縫強度折減系數
在實際角焊縫荷載計算時,焊縫過長,其焊縫承載力會相應減小。
IS 800 中,針對長焊縫焊接強度折減系數規定如下:當焊縫在受壓或受拉作用下,焊縫長度lw≥150he時,角焊縫設計強度的折減系數β見式(5)。
GB 50017 中,當焊縫計算長度lw>60hf時,參考焊腳尺寸為判定依據,查表所得角焊縫設計強度的折減系數α見式(6)。
以直角角焊縫(he=0.7hf)為例,假設焊縫厚度hf=10mm ,我們可以得出不同有效長度下中印規范折減系數對比如圖 2 所示。
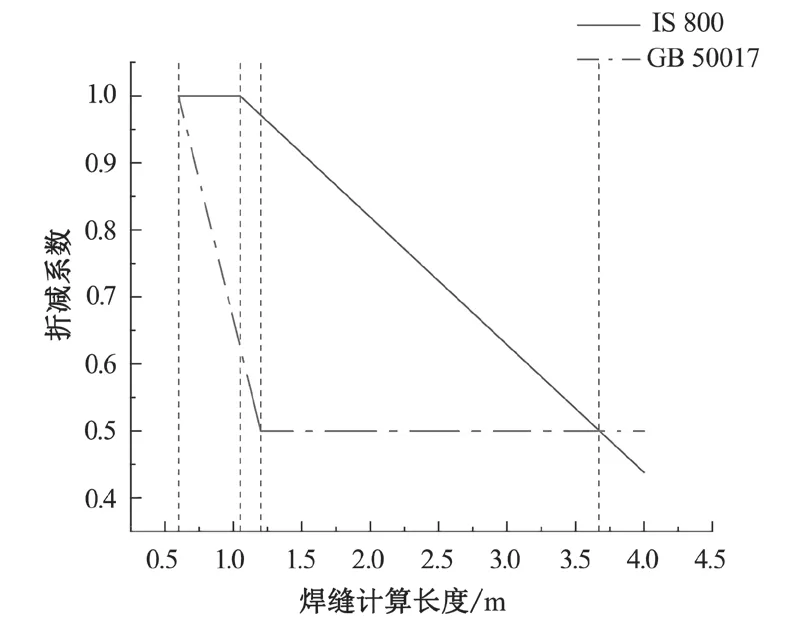
圖2 中印規范焊縫強度折減系數對比
從圖 2 可知,中印規范對折減系數要求存在明顯差異。根據國標,從lw=600 mm 開始,α呈線性遞減,當lw≥1 200 mm 時,α=0.5;根據印標,從lw>1 050 mm 開始,β呈線性遞減。總體上,國標下的焊縫折減系數α<印標值,折減值更大,更為保守。
3.3 焊縫強度計算
角焊縫的應力分析較為復雜,側面與正面焊縫受力性能也有所區別,很難精確計算。目前,一般采用簡化方式進行強度計算。
1)荷載作用下的角焊縫,其破壞截面為沿夾角中心線方向的有效截面。
2)在組合力(正應力、剪力)作用下,應力沿焊縫長度與焊縫計算厚度組成的截面均勻分布。
IS 800 對角焊縫強度計算要求如下。
角焊縫在力的作用下的應力值見式(7)。

GB 50017 對角焊縫強度計算要求如下。
一般角焊縫在承受組合力時,應分別進行計算,并滿足σf或τf≤ffw。當承受較大正應力和剪應力時,則應按式(9)折算。
當角焊縫恰為直角時,在組合力作用下,正應力與剪應力應分別進行驗算,并滿足正應力。
σf≤βfffw,剪應力τf≤ffw,且組合應力應滿足式(10)。
式中:N為軸心應力;σf為與焊縫長度方向垂直的正應力;τf為與焊縫長度方向平行的剪應力;βf為正面角焊縫設計強度增大系數:承受靜力荷載或間接承受動力荷載的焊縫;βf=1.22;直接承受動力荷載的焊縫βf=1.0。
從角焊縫應力計算方法來看,①一般角焊縫在組合力的作用下,根據材料力學第四強度理論,印標與國標應力組合折算方式相同;國標中考慮了 1.1 倍應力組合折減系數,并要求正應力、剪應力均不得大于焊縫應力設計值;印標只規定了組合應力計算值不得大于焊縫應力設計值。②當角焊縫恰為直角時,相較于印標,國標考慮了正面角焊縫的設計強度增大系數βf,并減小了剪應力在組合力中的影響。
3.4 算例
以簡單鋼結構直角角焊縫為例,如圖 3 所示,兩鋼板垂直雙面焊接,焊縫受斜向作用力N=400 kN,力與焊縫夾角為θ,角焊縫計算長度lw=200 mm,焊腳尺寸hf= 8 mm,鋼材為 Q355,人工焊,進行焊縫強度驗算[9]。

圖3 鋼結構直角角焊縫(單位:mm)
根據焊縫強度計算理論,不同力與焊縫的夾角下中印規范對應的焊縫應力值如圖 4 所示。
從圖 4 可知,①相同受力情況下,國標的計算應力值明顯低于印標,不同角度下整體降低約 50 %;②國標焊縫設計承載力介于印標現場焊縫與工廠焊縫設計承載力之間。
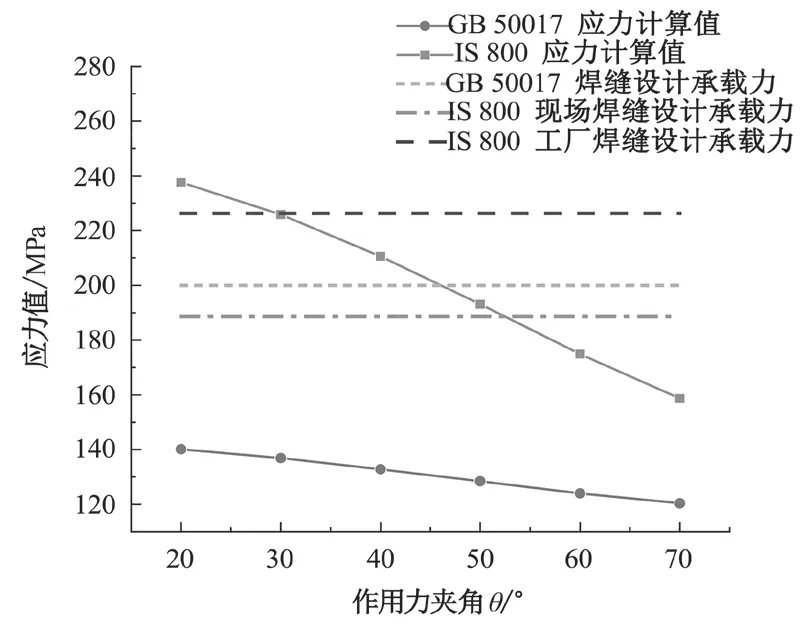
圖4 中印規范焊縫應力值比較
為檢驗應力值計算結果,通過 ABAQUS 對焊縫進行受力模擬分析。參考李金風[10]對 Q355 角焊縫焊接接頭研究數據(見表 9)。

表9 鋼材與焊縫的彈性模量與泊松比
以力與焊縫夾角 30°、60°為例,對焊縫受力進行模擬分析,分析結果如圖 5 所示。
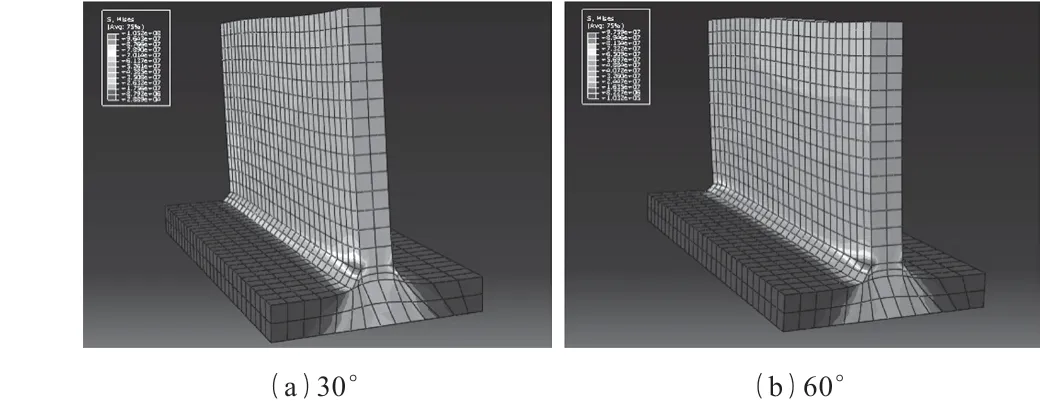
圖5 焊縫模擬分析應力值
分析可知,①θ=30°時,模擬分析最大應力值約為 105 MPa,為國標理論計算值的 76.7 %,為印標理論計算值的46.4 %;②θ=60°時,模擬分析最大應力值約為 97.5 MPa,為國標理論計算值的 78.6 %,為印標理論計算值的55.7 %。
因此,國標焊縫應力計算結果與實際應力更為貼切,而印標考慮的安全系數更高,焊縫應力計算結果更保守。
4 結論
本文完成了中印鋼結構設計規范中角焊縫設計的對比分析,其對比結果如下。
1)在結構強度相同或相近的情況下,相較于國標鋼材,印標鋼材中 C、S、P 等元素含量高一些,焊接性能差一些。
2)中印規范對焊縫要求及焊接強度計算的基本理論根據是一致的,但在焊縫構造、設計強度的具體要求上存在差異。
3)在角焊縫構造設計要求上,國標對焊腳尺寸、焊縫計算厚度、焊縫計算長度的設計要求更為嚴格。
4)在角焊縫應力計算值上,中印規范的應力組合折算方式相同,但印標僅對組合折算應力值進行了約束,且取值更為嚴格;在焊縫強度設計值上,印標區分于工廠焊縫與現場焊縫,對國標焊縫強度設計值的要求有一定的參考作用。
5)通過 Abaqus 數值模擬分析,相對于印標,國標中鋼結構角焊縫計算強度更符合焊縫實際受力情況。Q
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
北部灣大學學報(2022年1期)2022-06-22 04:58:38
北部灣大學學報(2022年2期)2022-06-21 11:44:36
山東冶金(2022年1期)2022-04-19 13:40:48
現代儀器與醫療(2021年4期)2021-11-05 08:25:08
建材發展導向(2021年6期)2021-06-09 05:57:08
北部灣大學學報(2021年4期)2021-04-28 08:01:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13