一種輕量化鎂合金輪轂液態模鍛成形工藝和模具
2023-09-23 08:47:24張利軍劉長才楊金嶺中信戴卡股份有限公司
鍛造與沖壓 2023年17期
關鍵詞:工藝
文/張利軍,劉長才,楊金嶺·中信戴卡股份有限公司
本文通過對鎂合金輪轂液態模鍛成形模具進行設計和液態模鍛鎂合金輪轂成形工藝的研究,介紹了液態模鍛成形工藝技術特點和工藝流程,并揭示了鎂合金輪轂液態模鍛成形的優越性。
汽車輪轂是汽車懸掛系統的重要運動安全部件,同時還負擔著承載車體重量,傳遞扭矩和動力,對地面的沖擊和輪胎熱量散失等功能。鎂合金材料輪轂由于有足夠的剛度和強度以及良好的導熱性能、輕量化、外型美觀受到市場青睞。國內傳統鎂、鋁合金輪轂毛坯制造大都是低壓鑄造,中信戴卡公司是國內第一家鋁合金輪轂低壓鑄造量產企業。低壓鑄造鋁合金輪轂因為價格低,在國內外深受客戶青睞,但因為低壓鑄造技術本身的原因,其生產中不時會出現氣孔、夾雜等不可避免缺陷,質量控制難度大、成品率比較低、性能較差。
近幾年來隨著科學技術的不斷進步,液態模鍛成形技術在企業中逐漸推廣應用,我司在這方面進行了鎂合金輪轂液態模鍛成形工藝探討和模具設計研究。輪轂液態模鍛成形生產周期短、模具少、設備占用時間少。
液態模鍛也叫擠壓鑄造,國內傳統鋁合金輪轂毛坯制作大都是低壓鑄造,鎂合金輪轂液態模鍛工藝是介于低壓鑄造工藝和鍛造工藝之間的一種輕合金輪轂成形工藝技術,它是通過將熔煉后的液態金屬擠壓入熱態模具中,金屬液體在模具的壓力作用下將從液態流變充型到結晶凝固變成固態毛坯的一種金屬成形方法或過程。它有鍛造工藝產品性能好、組織致密度高的優點,同時兼有鑄造工藝的工藝簡單、容易成形的特點。鎂合金輪轂液態模鍛技術的特點是,內部組織致密度高,晶粒細化,表面光滑,一次成形生產效率高,材料消耗低,節能環保。
鎂合金輪轂液態模鍛技術的優點是:⑴車輛加速更快、制動距離更短、控制性能更好;⑵鎂的高導熱性使得鎂輪轂散熱更快;⑶鎂的高阻尼特性使得鎂合金輪轂具有高的吸振率,使得車內噪聲更小。鎂合金輪轂實物圖見圖1。

圖1 鎂合金輪轂實物圖
鎂合金輪轂液態模鍛工藝
一般通過五道工序來完成鎂合金輪轂的液態模鍛工藝:熔煉→澆注→加壓→保壓→脫模。為了實現以上的工藝,一般使用鋁合金輪轂的傳統生產裝置來進行生產。考慮到鎂合金和鋁合金之間存在差異,適用于鋁合金的生產裝置未必適用于鎂合金。因此需要開發專門的模具來進行液態模鍛成形。
模具結構組成
如圖2 所示,本模具由1-彈簧、2-螺栓、3-上大板、4-頂桿固定板、5-導柱、6-上連接板、7-上模固定板、8-連接螺桿、9-大頂料桿、10-上模芯(動模)、11-鎂合金毛坯、12-邊模(動模)、13-固定板、14-液壓缸系統、15-邊模導軌、16-壓板、17-底板、18-更換件、19-下頂桿、20-導套I、21-下模(靜模)、22-電加熱裝置、23-小頂桿、24-鎖模塊、25-導套II、26-卸料板、27-毛坯托盤、28-澆注液等組成。

圖2 液態模鍛模具結構示意圖
液態模鍛模具結構和作用
本結構的特點包括:彈簧置于導柱中,頂桿固定板通過螺栓將大頂料桿和小頂桿固定于卸料板上,上模芯(動模)通過連接螺桿固定在上模固定板中,液壓缸系統起到將邊模(動模)合模和分模作用,固定板起到固定液壓缸系統輔助邊模(動模)合模和分模作用,邊模導軌與壓板連接,壓板與下模(靜模)、底板通過螺栓連接,導套I 與底板通過螺栓連接。
本模具裝置利用液壓缸系統和邊模導軌多項合力作用將邊模(動模)合模和鎖緊。巧妙的利用卸料頂出機構(彈簧、卸料板、大頂料桿、小頂桿)解決了毛坯無法脫模問題。液壓缸系統通過PLC 來控制,并且設置為液壓缸活塞桿活動與壓力機滑塊動作配合吻合。在毛坯內壁單面留加工余量1.5mm,毛坯外壁單面留加工余量2mm。
本模具裝置基于鎂合金輪轂液態模鍛設計和工藝,實現液態模鍛模具少,毛坯內部組織致密、晶粒細化的特點,成品輪轂性能達到要求。
液態模鍛模具具體工作
模具工作前預熱溫度300℃,將機臺上的熱態模具成形表面噴涂水基潤滑劑。利用液壓缸系統多項合力作用將邊模(動模)合模和鎖緊(液壓缸系統動作需要通過PLC 來控制,并且一定要保證液壓缸活塞桿活動與壓力機滑塊動作配合吻合),熔煉后熔融的液態鎂合金注入鎂合金輪轂液態模鍛模具型腔。在壓力機滑塊帶動下導板和頂桿固定板帶動上模芯(動模)下行壓實,并擠壓熔融的鎂合金液態流變充型經過保溫保壓結晶凝固變成固態毛坯,如圖2a、圖2b 所示。
在壓力機滑塊帶動下導板和頂桿固定板帶動上模芯(動模)上行,在液壓缸系統作用下邊模(動模)分模,并在下頂料器作用下將毛坯脫離下模(靜模)當達到毛坯脫模高度后,壓力機上頂桿作用于卸料板,其帶動大頂料桿和小頂桿將毛坯頂出上模芯(動模)落到毛坯托盤(圖2c、圖2d),當壓力機上頂桿回上位時,在彈簧作用下卸料板回位于上大板位,等待下一次工作狀態。
本套模具在液態模鍛過程中,材料采用AZ80 鎂合金,其化學成分見表1。隨后采用表2 的溫度、保壓時間和擠壓壓力來進行生產。可見本套模具能夠實現較好的輪轂性能,具有很好的實際效果。

表1 AZ80 鎂合金化學成分(質量分數,%)
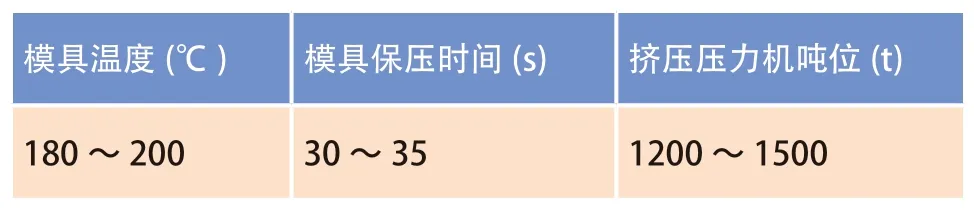
表2 鎂合金輪轂液態模鍛工藝參數
結束語
本文就鎂合金輪轂液態模鍛模具設計和成形工藝展開探討,研究分析表明:鎂合金輪轂液態模鍛模具結構緊湊,成形工藝優良,毛坯細化內部晶粒、組織更致密,成品性能達到客戶要求,鎂合金輪轂液態模鍛工藝可行,制造輪轂過程周期縮短,減少了設備和人力時間的占用,可成為輪轂行業降低成本、提高性能、優化工藝很好的方法。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
