提高梗絲加料入口水分合格率的研究
2023-09-27 03:43:04尹利忠李夢月龔蘇華任淑本楊承志
云南化工 2023年9期
關鍵詞:合格率
尹利忠,李夢月,龔蘇華,任淑本,張 清,楊承志,楊 洋
(紅塔煙草(集團)有限責任公司大理卷煙廠,云南 大理 671000)
梗絲加工主要包括水洗梗、潤梗、貯梗、蒸梗、切梗絲、梗絲加料、梗絲干燥、加香等工序,梗絲加料機在煙草制絲中的工藝任務是按照卷煙產品設定的比例,將料液準確均勻地摻配到梗絲中,并適當提高梗絲的溫度和含水率,增強梗絲的耐加工性,以滿足后續工序的加工要求[1]。在梗絲加工過程中,梗絲水分是生產過程中一個重要因素,決定了梗絲的柔軟性、可塑性和耐加工性,影響卷煙的燃吸品質和理化性能[2],梗絲加料入口水分的穩定性會對梗絲加料出口水分、梗絲干燥等產生較大影響,且會影響梗絲質量。梗絲質量的好壞不僅影響成品煙絲的整絲率、填充值等關鍵指標,更對卷煙空頭率和卷煙的感官質量等有著重要的影響,最終對消費者感官體驗起關鍵性作用[3]。目前大理卷煙廠梗線生產各工序均無恒溫恒濕條件,從水洗梗到梗絲加料環節,梗條水分受環境影響較大,同時受水洗梗水溫變化、貯梗時間、加工過程不同水分散失等因素的影響,梗絲加料入口水分存在波動,特別是氣候干燥季節梗絲加料入口水分存在偏低情況,梗絲加料入口水分合格率還存在提升的空間。
1 材料與方法
1.1 材料、儀器和設備
材料:大理卷煙廠HT梗絲。
儀器和設備:梗絲加料入口TM710e型紅外水分儀(美國NDC紅外技術公司)、KT2型切梗絲機(HAUNI公司)、SY232型壓梗機(秦皇島煙草機械有限責任公司)、IBF型壓梗機(HAUNI公司)、WQ512A型刮板式煙梗回潮機(秦皇島煙草機械有限責任公司);大理卷煙廠 2000 kg/h 制梗絲線。
1.2 試驗方法
1)按《卷煙工藝規范》中的在線水分儀示值誤差校驗方法對梗絲加料入口水分儀進行校準[1],批次梗絲加料入口水分合格率以大理卷煙廠MES系統批間數據報表中的梗絲加料入口合格率為準;
2)采取增加碎梗振篩的清潔頻次至1次/批、調整水洗梗補水模式為手動補水、調整貯梗時間、調整壓梗機清潔水量、調整切梗絲機刀輥轉速與切梗絲機喂料倉料層高度等措施進行對梗絲加料入口水分合格率的驗證。
2 結果與分析
2.1 增加碎梗振篩的清潔頻次
原梗中所含的梗拐和碎梗較多,不但影響切后梗絲的純凈度和填充值,同時由于梗拐和碎梗的吸水性存在較大差異,從而引起梗絲加料入口水分偏移或波動。目前碎梗振篩清潔頻次為1次/天,清潔頻率低,容易造成梗絲振篩堵塞,碎梗進入水洗梗工序,導致水分吸收不均勻,影響水分的均勻性。
針對該問題,通過管理措施進行改進,增加碎梗振篩的清潔頻次為1次/批,避免振篩堵塞無法剔除碎梗影響后續水分,改進后碎梗剔除有效提高,減少了碎梗進入水洗梗工序影響水分,改進前批間碎梗篩除效果見圖1,改進后批間碎梗篩除效果見圖2。

圖1 改進前批間碎梗篩除效果
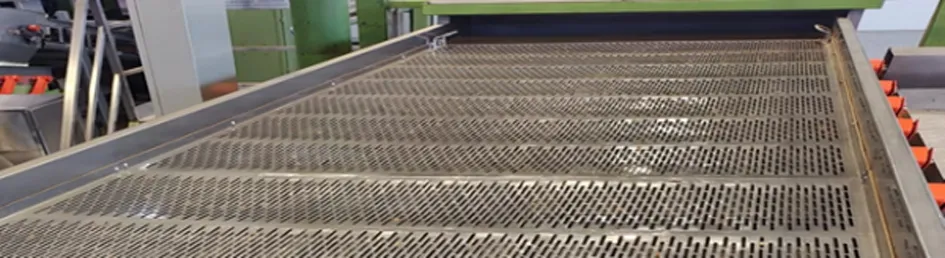
圖2 改進后批間碎梗篩除效果
2.2 調整水洗梗補水模式
梗絲經過洗梗后帶走部分水和熱量,引起水位和水溫變化,同時自動補水也會導致水溫變化,水溫波動大會引起水洗梗出口水分波動,從而導致梗絲加料入口水分波動。目前工廠采用自動補水模式,由于控制補水的裝置是氣動閥,導致水位達下限需進行補水時氣動閥自動開啟至最大進行補冷水,從而導致水溫下降,水位達到后,又進行蒸汽加熱恢復標準水溫。
針對該問題,改進補水模式,新增手動補水閥,將原來的自動補水模式修改為生產過程中用旁路持續少量的手動補水,減少自動補水次數,避免水洗梗水溫波動。
2.3 調整貯梗時間
由于煙梗貯梗時間的變化(6~66 h),隨著時間推移,煙梗水分受環境溫濕度影響發生變化,切梗水分散失情況不同導致加料入口水分合格率偏低。
為探索貯梗時間對梗條水分散失的影響,開展了不同貯梗時長的水分散失試驗。發現貯梗條水分隨著時間的增加先保持在穩定值,從 30 h 開始,梗條水分呈線性下降趨勢。同時通過回歸分析擬合線圖(詳見圖3),貯梗時間在 12.46~31.87 h,2T梗絲加料入口水分合格率都在99.95以上。結合實際生產情況,將貯梗時間最佳范圍控制為 12.46~31.87 h。同時將貯梗時間工藝標準調整為5~30 h。
2.4 調整壓梗機清潔水量
壓梗機是在切梗工序前的重要設備,其通過兩個軋輥,以工藝要求的壓梗間隙將煙梗壓扁成規定厚度的梗片,供給切梗絲機。軋輥表面的清潔由水、氣雙介質管路系統和刮刀組合完成,其霧化和刮除效果決定軋輥表面的清潔度和光滑度,影響著軋輥與刮刀的損耗、壓梗間隙的一致性和壓梗厚度,從而影響梗絲質量。工藝標準要求清潔水加水量≤20 kg/h,操作工根據經驗進行調節,可能存在加水量過多或過少的情況,影響梗條質量及梗絲加料入口水分。
為確定清潔水加水量對壓梗后梗條質量的影響,項目組選取梗條出柜水分接近工藝標準中心值的梗絲批次進行試驗。驗證不同清潔水加水量下對梗條質量的影響,確定最佳清潔水加水量,詳見表1。
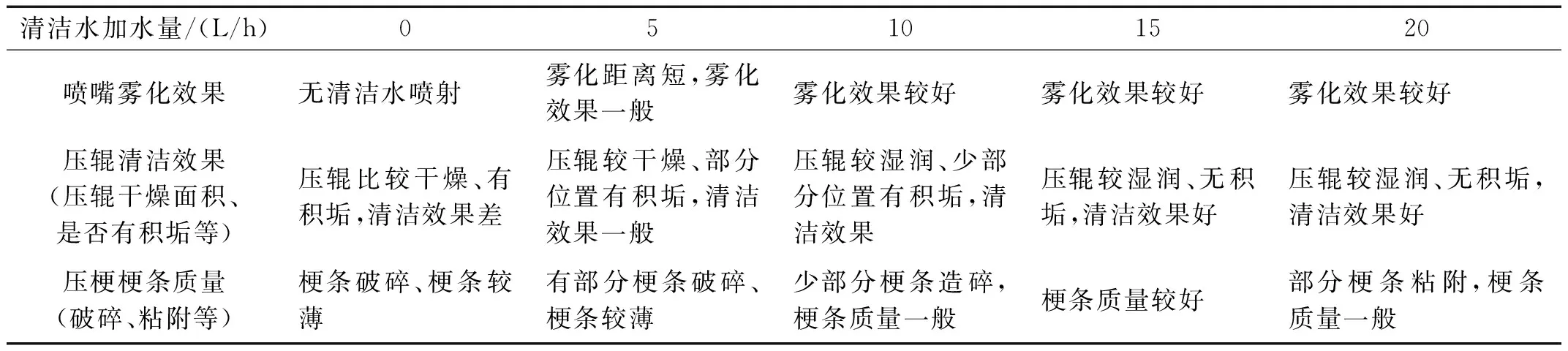
表1 不同清潔水加水量效果驗證表
綜合各項評價,當清潔水加水量為 15 L/h 時,噴嘴霧化效果較好、壓輥清潔效果好、壓梗后梗條質量較好,因此確定最佳壓梗清潔水加水量為 15 L/h。
2.5 蒸梗前加裝噴霧式補水裝置和調整梗條出柜水分儀位置
2.5.1 蒸梗前加裝噴霧式補水裝置
目前工廠貯梗間及生產現場無恒溫恒濕系統,環境溫濕度變化會引起梗條水分吸散情況不一致,導致梗絲出柜水分批間差異大,引起加料入口水分偏移。梗條出柜水分受不可控因素較多,會出現個別批次梗條出柜水分偏低的情況,梗條出柜水分與加水量和水分提升關系詳見表2 。

表2 梗條出柜水分與加水量和水分提升關系表
針對梗條出柜水分偏低的情況,采取以下措施:①在蒸梗前加裝噴霧式補水裝置,在梗條出柜水分偏低時進行補水;②對補水量進行試驗統計,針對不同梗條出柜水分的加水量進行研究,找到最佳加水量值。梗條出柜水分為28.5%~29.0%,補水裝置加水 19 L/h;梗條出柜水分為28.0%~28.5%,補水裝置加水 38 L/h;梗條出柜水分為27.0%~28.0%,補水裝置加水 58 L/h;③調整加水量后實地確認補水裝置運行情況;④補水裝置調整方法:a.東邊閥全開,西邊閥調整;b.調整閥往左加水,往右減水;c.霧化壓縮空氣根據實際情況進行調整,保證霧化效果即可。
2.5.2 調整梗條出柜水分儀位置
改進前梗條水分儀位置位于梗條出柜皮帶上方,離加裝的補水裝置較遠,梗條水分反饋不及時,存在蒸梗前加裝的補水裝置加水過多造成水漬煙的質量隱患。為此,將梗條出柜水分儀位置調整至蒸梗電子秤上方,離補水裝置位置較近,及時反饋梗條水分,并對加水量進行及時調整,改進后梗條出柜水分儀位置見圖4。
2.6 調整切梗絲機刀輥轉速與切梗絲機喂料倉料層高度
刀輥轉速與切梗絲機喂料倉高度設置不合適會引起前端設備(梗條出柜至壓梗設備)啟停,蒸梗機啟停頻繁會引起加蒸汽波動較大,導致水分波動,標準偏差大。通過以梗條出柜水分相近的批次作為試驗批次,經試驗驗證蒸梗機的啟停頻次與梗絲加料入口水分標準偏差呈正相關關系,因此將以梗絲加料入口水分標準偏差作為結果分析指標,通過DOE試驗,尋找刀輥轉速與切梗絲機喂料倉高度的最佳組合,使蒸梗機的啟停頻次最少,降低入口水分標準偏差[4-6]。
通過開展DOE分析,利用Minitab的等值線圖(見圖5)和曲面圖(見圖6),通過“響應優化器”分析(見圖7),當刀輥轉速取 625 r/min,切梗絲機喂料倉高度取 520 mm 時,梗絲加料入口水分標準偏差有最小值,入口波動較小。

圖5 等值線圖

圖6 曲面圖

圖7 響應優化器
3 改進效果
為驗證改進效果,對改進后的20批梗絲加料入口水分合格率進行了統計,改進后梗絲加料入口水分合格率提升至99.97%,提高了制梗絲線制造水平和卷煙生產過程綜合質量得分,詳見表3。

表3 改進后梗絲加料入口水分合格率
4 結論
1)通過增加碎梗振篩的清潔頻次、調整水洗梗補水模式、調整貯梗時間、調整壓梗機清潔水量、在蒸梗前加裝噴霧式補水裝置和調整梗條出柜水分儀位置、調整切梗絲機刀輥轉速與切梗絲機喂料倉料層高度等措施,提高了梗絲品質,提升了梗條耐加工性,保障了切梗絲質量,為制梗絲線過程能力提升提供了工藝保障。
2)改進后梗絲加料入口水分合格率由99.38%提升至99.97%,過程波動小,控制穩定,能夠滿足卷煙工藝標準;梗絲加料入口水分穩定性提高,有利于后續梗絲加料和梗絲干燥等工序的穩定加工。
猜你喜歡
中國化肥信息(2022年4期)2023-01-02 15:41:59
今日農業(2021年4期)2021-11-27 08:41:35
今日農業(2021年1期)2021-11-26 07:00:56
現代畜牧科技(2021年9期)2021-10-13 06:38:48
裝備制造技術(2021年1期)2021-05-21 07:55:24
電子制作(2018年12期)2018-08-01 00:47:52
現代工業經濟和信息化(2016年6期)2016-05-17 05:36:13
通信電源技術(2016年3期)2016-03-26 07:13:40
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
中國衛生質量管理(2015年1期)2015-12-01 05:43:29