新型壓鑄澆道設計對預結晶組織和孔隙率的影響
2023-09-28 03:56:44焦祥祎王鵬越劉亦賢石利軍王成剛熊守美
材料與冶金學報 2023年5期
關鍵詞:工藝
焦祥祎, 王鵬越, 劉亦賢, 石利軍, 王成剛, 熊守美
(1.東北大學 材料科學與工程學院, 沈陽 110819; 2.東北大學 遼寧省輕量化用關鍵金屬結構材料重點實驗室, 沈陽 110819; 3.一汽鑄造有限公司, 長春 130000; 4.清華大學 材料學院, 北京 100084)
目前,一體化車身成形技術可極大程度地降低汽車生產成本,而車身選材是限制一體化車身技術的關鍵難題.因此,研發一體化免熱處理車身材料成為近年來壓鑄行業的熱點話題.亞共晶Al-10%Si(質量分數,%)合金由于密度小(約為鋼的1/3)、成形性好和比強度高,被廣泛應用于汽車零部件上[1-5].此外,Al-10%Si 合金兩相凝固區間窄,故該類型鋁硅合金流動性能好,不易產生凝固收縮類缺陷,能使汽車結構部件具有良好的力學性能.Zhang 等[6]發現,Al-10%Si-1.2%Cu-0.7%Mn具有優異的拉伸性能,其屈服強度為206 MPa,抗拉強度為331 MPa,伸長率為10%.
高壓鑄造(HPDC)是生產復雜薄壁部件最常用的方法之一[7-8],其生產效率高,適用性能好.然而,在壓鑄過程中,高速填充和快速凝固會導致鑄件內部形成特定的微觀結構.其中,預結晶組織(ESC)[9-10]通常在低速階段沿著壓室壁形成,并且隨著沖頭的運動不斷長大,最終隨熔體充填鑄型而保留在鑄件中.同時,鑄件內部也會出現典型的缺陷帶組織[11-13].此外,鑄件中還存在大量氣孔和縮松,分別由卷氣和凝固收縮引起[14],這些均會對鑄件的力學性能產生較大的危害.而對澆道進行設計可以調控液流的速度和方向,達到調控壓鑄件組織和缺陷的目的.因此,本研究中通過設計彎折流道并增加ESC 收集塊來調控液流速度,以期實現ESC的均勻分布,降低鑄件整體的孔隙率.
1 實驗方案
1.1 合金成分
本實驗中采用亞共晶AlSi10MnMg 合金,其成分如表1 所列.使用的鑄錠無氧化夾雜等重大缺陷,質量均合格.

表1 AlSi10MnMg 合金化學成分(質量分數)Table 1 Chemical composition of the hypoeutectic AlSi10MnMg alloy (mass fraction) %
1.2 壓鑄條件
圖1(a)為新設計的壓鑄鑄件圖.該壓鑄件從左到右依次包含一個標準的拉伸試棒、拉伸試片、熱裂鑲塊、階梯鑲塊和階梯上方的流動鑲塊,它不僅可以測試合金的標準力學性能,還可以測試合金的抗熱裂能力和流動性.圖1(b)和(c)分別顯示了兩種澆道鑲塊:一種是傳統澆道;另一種是改進后的澆道.圖1(d)和(e)分別為圖1(b)和(c)澆道中的直澆道部分:一種是傳統的直澆道;另一種為改進的彎折直澆道.其中,有關彎折澆道角度和截面積的設計見文獻[15],這樣設計的目的是實現ESC 的破碎與收集.本實驗中使用標準試棒進行微觀組織和孔隙率的研究.

圖1 壓鑄件試棒圖Fig.1 The configuration of die casting
本實驗中采用TOYO BD-350V5 壓鑄機,在真空方面配套VCSU-15 真空設備.將AlSi10MnMg合金鑄錠添加到熔煉爐中,加熱到700 ~720 ℃溫度區間.熔化后,保溫一段時間再進行除氣扒渣,降溫至680 ℃開始壓鑄實驗.表2 列出了本次壓鑄實驗采用的3 種工藝參數.為了防止沖頭運動前端受澆料口的影響,設置了多級低速速度,當沖頭行程在80~270 mm 的位置時,真空壓鑄工藝和高真空壓鑄工藝的低速速度分別設置為0.15 m/s和0.05 m/s.同時,為了檢驗改進直澆道對ESC 破碎彌散的效果,本實驗中采用較低的高速速度1.5 m/s.
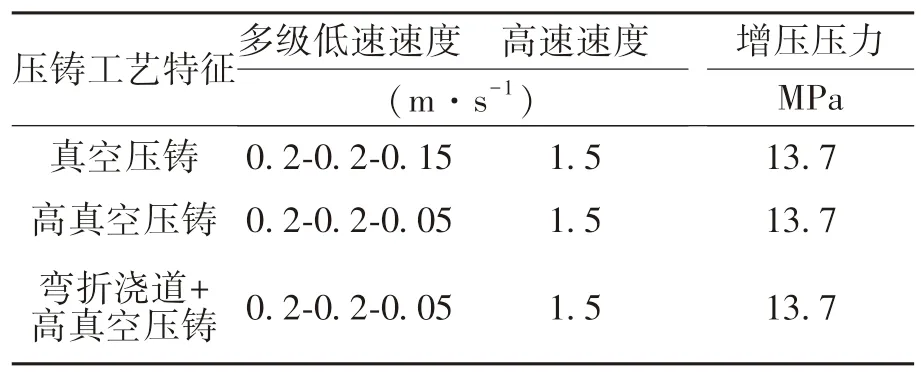
表2 壓鑄工藝Table 2 The key HPDC process parameters
圖2(a)為真空壓鑄和高真空壓鑄沖頭運動行程對比圖.從圖中可以看出,在多級低速下,真空壓鑄沖頭運動時間為1.83 s,高真空壓鑄沖頭運動時間為3.92 s,二者相差2.09 s.這個差別為高真空壓鑄提供了更多抽真空的時間,但液體在壓室中停留時間的增加會導致ESC 含量的增大.圖2(b)為真空壓鑄和高真空壓鑄有效真空度與有效真空時間的對比圖.有效真空度是指金屬液充型前型腔的真空度,其為真空壓力與壓鑄機油缸壓力的交點.由圖可知:真空壓鑄的有效真空度為25 kPa,有效真空時間為0.7 s;而高真空壓鑄的有效真空度為9.5 kPa,有效真空時間高達1.9 s,真空效果極佳.綜上可知,第3 種工藝彎折澆道高真空壓鑄可達到保持高真空且破碎彌散ESC 的目的.
1.3 組織性能分析
為觀察鑄件中孔隙率,采用納米電子計算機斷層掃描進行無損檢測壓鑄件中的孔隙率,并還原孔洞的三維形貌.實驗中采用的工作電壓和電流分別設置為100 kV 和110 μA,分辨率設置為3 μm.先使用標號200#~3000#水砂紙對選取的壓鑄試棒進行研磨,然后使用顆粒大小為2.5 ~0.1 μm的金剛石研磨膏進行機械拋光,經超聲去垢處理后用于金相(OM)觀察.另外,使用Avizo軟件進行ESC 和孔隙率的統計,同時孔洞的三維形貌也通過Avizo 軟件呈現出來.
2 實驗結果與討論
2.1 壓室預結晶組織差異
圖3 為3 種壓鑄工藝下試棒圓截面及沿直徑方向放大的組織圖.從圖3(a)和(b)中可以看出,在真空和高真空的工藝下組織中均有一定量的孔洞分布,表層還存在超過100 μm 的皮膚層[見圖3(d)和(e)].而在彎折流道高真空壓鑄工藝下,試棒截面上并沒有觀察到大尺寸孔洞,表層也未發現皮膚層[見圖3(c)和(f)].
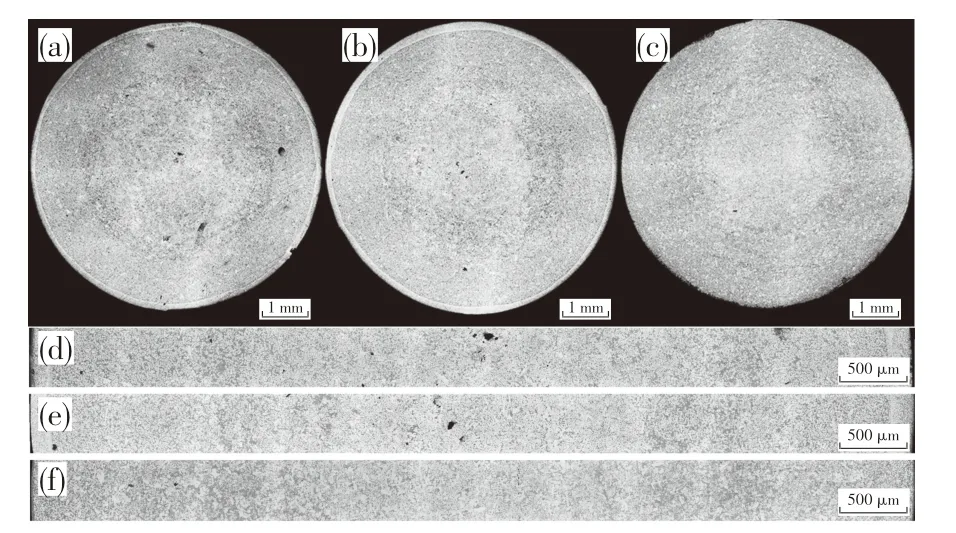
圖3 三種壓鑄工藝組織圖Fig.3 Microstructure of three die casting processes
表3 列出了3 種壓鑄工藝下ESC 的面積分數、當量直徑和數量對比.在真空壓鑄下,由于低速速度相對較高,ESC 面積分數較低(4.86%).而在高真空壓鑄工藝下,由于低速速度相對較低,ESC 的面積分數較高(11.06%).當添加彎折澆道后,ESC 的面積分數為10.73%,與高真空壓鑄工藝相比,ESC 的面積分數并沒有出現大幅度下降.從3 種工藝的ESC 平均當量直徑和數量來看:真空壓鑄工藝下ESC 尺寸最小、數量最少;高真空壓鑄工藝下ESC 平均當量直徑最大(25.1 μm);當添加彎折澆道后,ESC 的平均當量直徑降低到了23.8 μm,減少了5.18%.此外,在高真空壓鑄工藝下,添加彎折流道后,ESC 數量由509 個增至586 個,增加了15.13%.
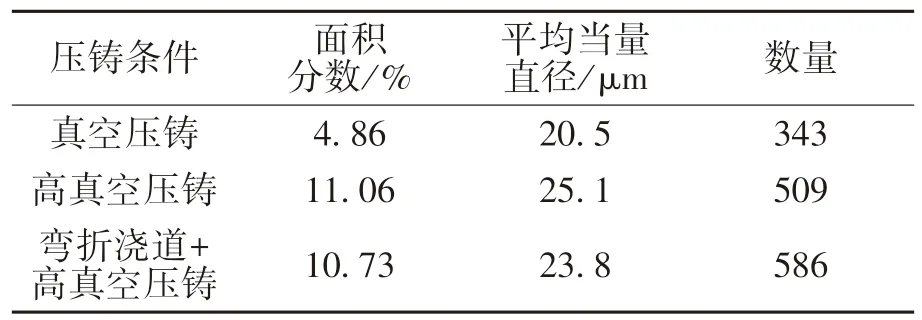
表3 3 種壓鑄工藝下的ESC 對比Table 3 Difference of ESC under three die casting processes
圖4 為3 種工藝下ESC 面積分數沿徑向分布圖.從圖中可以看出,真空壓鑄工藝下的ESC 含量遠低于高真空壓鑄工藝下的ESC 含量.在高真空狀態下,ESC 主要富集于鑄件的心部,在心部形成ESC 枝晶網絡.在添加彎折流道后,ESC 的含量雖然降低程度小,但其沿直徑方向分布得非常均勻,未出現大尺寸的ESC 枝晶網絡聚集現象.
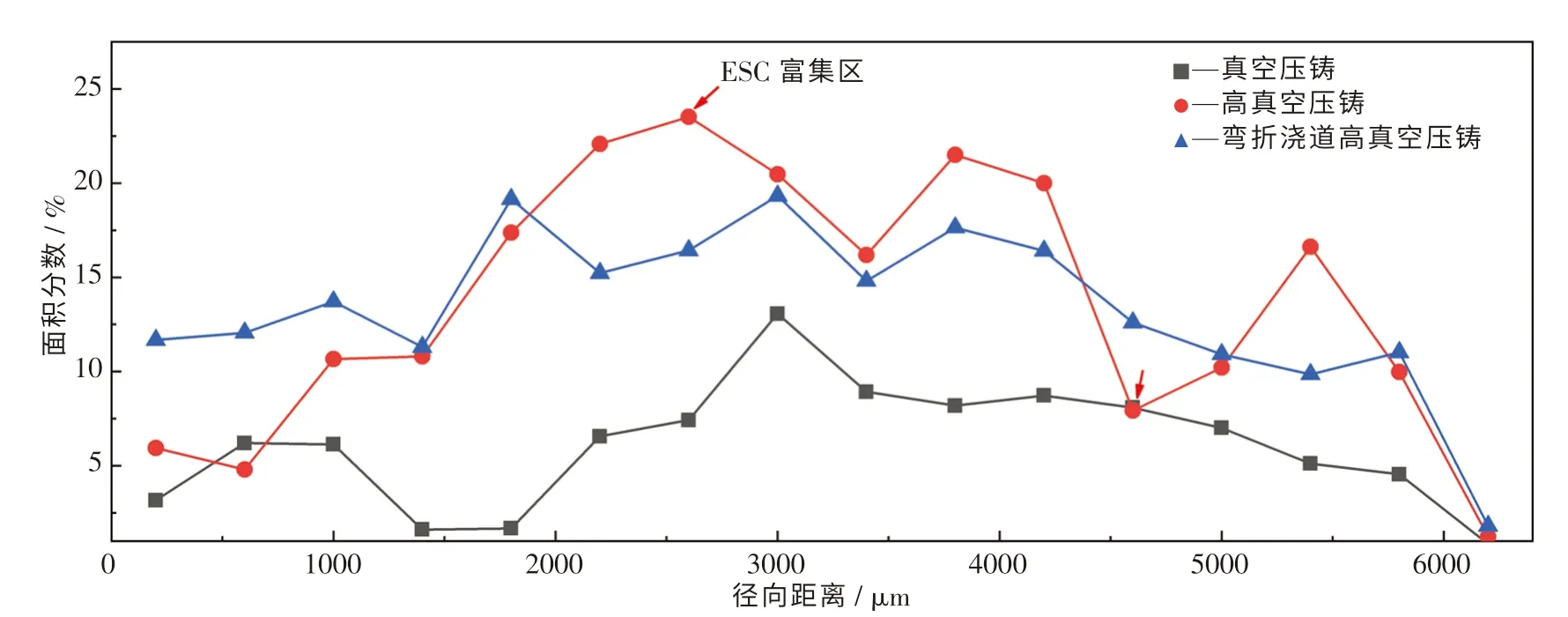
圖4 3 種工藝下ESC 面積分數沿徑向分布圖Fig.4 ESC area fraction along the diameter direction under three die casting processes
2.2 孔隙率差異
圖5 為3 種壓鑄工藝下孔洞分布圖.從圖5(a)~(c)中可以看出,在真空壓鑄和高真空壓鑄工藝下,試棒切片心部位置存在大尺寸孔洞,而在添加彎折澆道的高真空壓鑄工藝下,切片中并未發現大尺寸孔洞.從圖5(d)~(f)中可看出:在真空壓鑄和高真空壓鑄工藝下,大尺寸孔洞貫穿于試棒整個心部位置;而在添加彎折澆道的高真空壓鑄工藝下,試棒心部孔隙率急劇減小,孔洞的尺寸也較小.表4 列出了3 種壓鑄工藝下孔洞特征的對比情況.從表中可以發現:在真空壓鑄和高真空壓鑄工藝下,試棒的孔隙率高,孔洞的平均當量直徑大,大尺寸孔洞數量多;在添加彎折澆道的高真空壓鑄工藝下,試棒的孔隙率從0.073%降低至0.006%,孔洞的平均尺寸也由35.5 μm 降到了25.5 μm,超過100 μm 大尺寸孔洞的數量也由15 降至0.因此,在壓鑄過程中,高真空工藝下添加彎折流道能夠有效降低鑄件中的孔隙率,提高鑄件的質量.
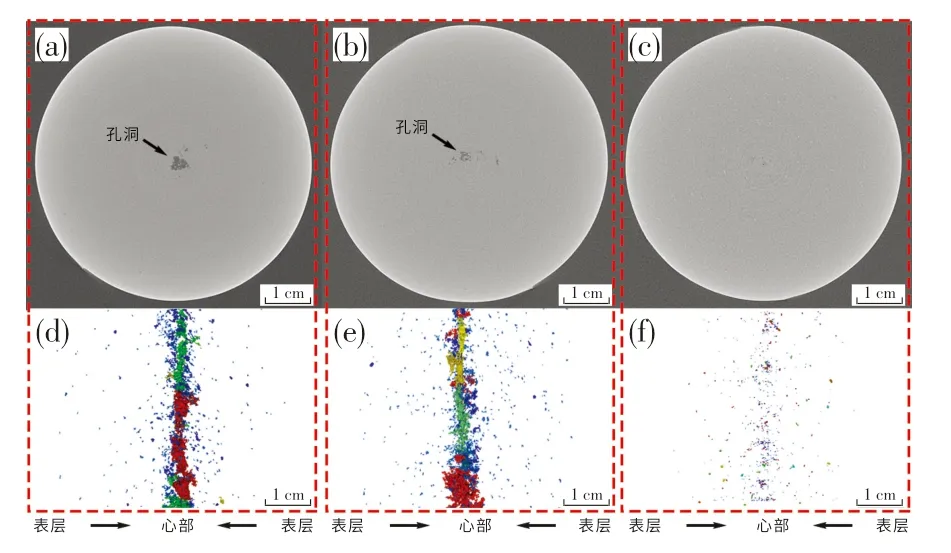
圖5 3 種壓鑄工藝孔洞分布圖Fig.5 Porosity distribution of three die casting processes

表4 3 種壓鑄工藝下孔洞特征對比Table 4 Difference of porosity under three die casting processes
結合表3 和圖4 可以發現,在添加彎折澆道的高真空壓鑄工藝下,ESC 面積分數所受的影響不大,但能夠使ESC 從表層到心部分布得更加均勻,進而增大枝晶間的補縮效果,并且在高真空狀態下,孔隙率大幅降低(見圖5 和表4).出現這些現象的原因是彎折澆道可以改變熔體運動軌跡,調控熔體運動速度,使得液流速度在澆道截面積變化的位置上出現驟增或驟減.這樣ESC 在充型過程中會受到較大的剪切力,一方面可達到破碎ESC 的目的,另一方面還可以使ESC 分布均勻.對于高真空壓鑄試棒,由于真空度高,合金中的氣孔含量會大幅度降低,然而,熔體在壓室中停留時間的增長會導致大量的枝晶狀ESC 出現.在之前的研究中發現[10],ESC 會在鑄件心部富集而形成大尺寸枝晶網絡.由于熔體在枝晶網絡界面處難以補縮,會引起大尺寸網狀縮松的形成,這就成為了鑄件斷裂的裂紋源.而彎折澆道可以減小ESC 尺寸,降低ESC 枝晶網絡占比,從而改善枝晶間的補縮效果,消除大尺寸網狀縮松.
3 結 論
(1)設計彎折澆道來輔助高真空壓鑄工藝,可使鑄件中ESC 發生破碎并沿徑向分布均勻,這有效降低了鑄件中的孔隙率,消除了大尺寸孔洞,在很大程度上提高了鑄件的質量.
(2)彎折澆道促進了鑄件中ESC 的均勻分布,而均勻分布的ESC 能夠大幅度降低孔隙率,使孔隙率從0.073%降低到0.006%,大尺寸孔洞被消除.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52