基于CEEMDAN-S的數控銑床刀具磨損故障特征提取
2023-10-10 09:11:10張天驍谷艷玲
河南科技 2023年16期
張天驍 谷艷玲
(沈陽工業大學機械工程學院,遼寧 沈陽 110870)
0 引言
刀具是機械加工生產線的重要組成部分,作為磨損最嚴重的零部件之一,其磨損狀態會直接影響工件的加工質量,甚至會影響整個機床的穩定性。為避免刀具磨損失效而造成的設備損壞及安全問題,確保設備的順利運行,通過振動信號來間接反映刀具的磨損狀態,提前進行換刀或刃磨操作,對提高生產效益具有重要意義。
傳統的振動信號原始統計特征分為時域統計特征、頻域統計特征和時頻域統計特征。張書恒等[1]對基于ViT模型的細粒度圖像識別算法存在特征提取不全面、參數選取不具普適性等問題,提出一種融合間接注意力的自適應特征提取方法(AFEIA),并通過試驗驗證了該方法的有效性;孫大地等[2]設計了一種基于雷達的目標微動特征提取方法,包括距離移動修正、目標平動速度和加速度余項修正、時頻分布計算、逆Radon變換等,并利用曲靖非相干散射雷達實測回波數據進行分析驗證;李翔宇等[3]利用概率密度函數(PDF)和功率譜密度(PSD)曲線分析各流型對應壓差信號的時域和頻域特征,提出基于支持向量機(SVM)的多孔介質內兩相流型識別方法。
近年來,提取故障特征向量的常用方法是EMD,尤其應用在對信號的故障提取方面[4],而CEEMDAN 分法是在EMD 的基礎上發展而來的[5]。在每個階段加入高斯白噪聲的自適應方法,可使重構的信號誤差較小。
本研究以數控銑床的刀具磨損振動數據為研究對象,用CEEMDAN 分解算法對原始信號進行分解,并根據相關系數的選取準則來重構信號。采用S 變換理論對重構信號進行特征提取,從2-D 圖中能明顯發現故障頻率特征,證明該方法的有效性。
1 理論介紹
1.1 CEEMDAN算法
1998 年,黃鍔院士提出一種新的本征模態函數,認為任何信號都是由一系列IMFs疊加組成的。因此,經驗模態分解便應運而生,其具體實現步驟如下。
對于任何信號,其分解信號見式(1)。
式中:Xi(t)為待分解信號;εi為高斯白噪聲權值系數;vi(t)為第i次分解添加的高斯白噪聲,(i=1,2,3,...,K);K為試驗數。
CEEMDAN 方法生成的第一階模態分量為IMF1(t),見式(2)、式(3)。
式中:r1(t)為第一次分解后的殘余分量。
在此基礎上,計算第j次分解,見式(4)、式(5)。
式中:IMFj(t)為第j次分解的模態分量;εj-1為第j-1 次分解中加入的噪聲權值系數;rj(t)為第j次分解的殘余分量。
1.2 相關系數
相關系數是用于表征變量之間相關性程度的統計量,即相關系數越大,相關性越強[6]。通過計算IMF分量與原始振動信號的相關系數,能更好地捕捉到刀具磨損的特征信息,從而更有效地利用這些信息。相關計算見式(6)。
式中:Rx(m)為原始信號的自相關函數;m為分解出的IMF分量個數。通過歸一化處理,計算每個IMF分量的自相關函數RIMF1(m),RIMF2(m),...,RIMFj(m)相關系數定義見式(7)。
式中:N為信號采樣點的數量;j為第j個IMF分量;RIMFj(i)為第j個IMF分量的相關系數。
1.3 S 變換理論
1996年,Stockwekll R G首次提出的S變換(ST)技術,利用可伸縮的高斯窗函數,能有效改變STFT窗口的時寬,并根據頻率的變化,自動調節分析范圍,S 變換則解決了CWT 變換的基函數選擇困境,因此S 變換成為一種有效的、自適應的時頻分析技術,具有較好的應用前景[7]。
式中:τ為時移因子;f為頻率;t為時間變量;x(t)為分析信號;ω(τ-t,f)為高斯窗函數;S(τ,f)為變換后的時頻譜矩陣。
對S 變換進行離散化,得到重構信號的時頻特性復矩陣公式,見式(9)。
式中:k為離散時間點(k=0,1,..,N-1);N為采點數;T為采樣間隔。
2 試驗驗證分析
采用隨機抽樣的方式從原始振動數據樣本中截取2 048 個數據點,使用CEEMDAN 對其進行分解,確定有效的IMF 分量,然后對信號進行重構,利用S 變換對重構信號進行時頻分析,從而獲取振動信號的時頻譜2-D 圖像。
采用CEEMDAN 算法,成功將原始數據分解成11個IMF分量和一個殘留分量,從而實現了高效的數據處理,如圖1所示。
對分解后的信號進行選取,分別計算CEEMDAN分解處理后各IMF分量與原振動信號的相關系數,刀具初期磨損階段、穩定磨損階段相關系數如圖2所示。
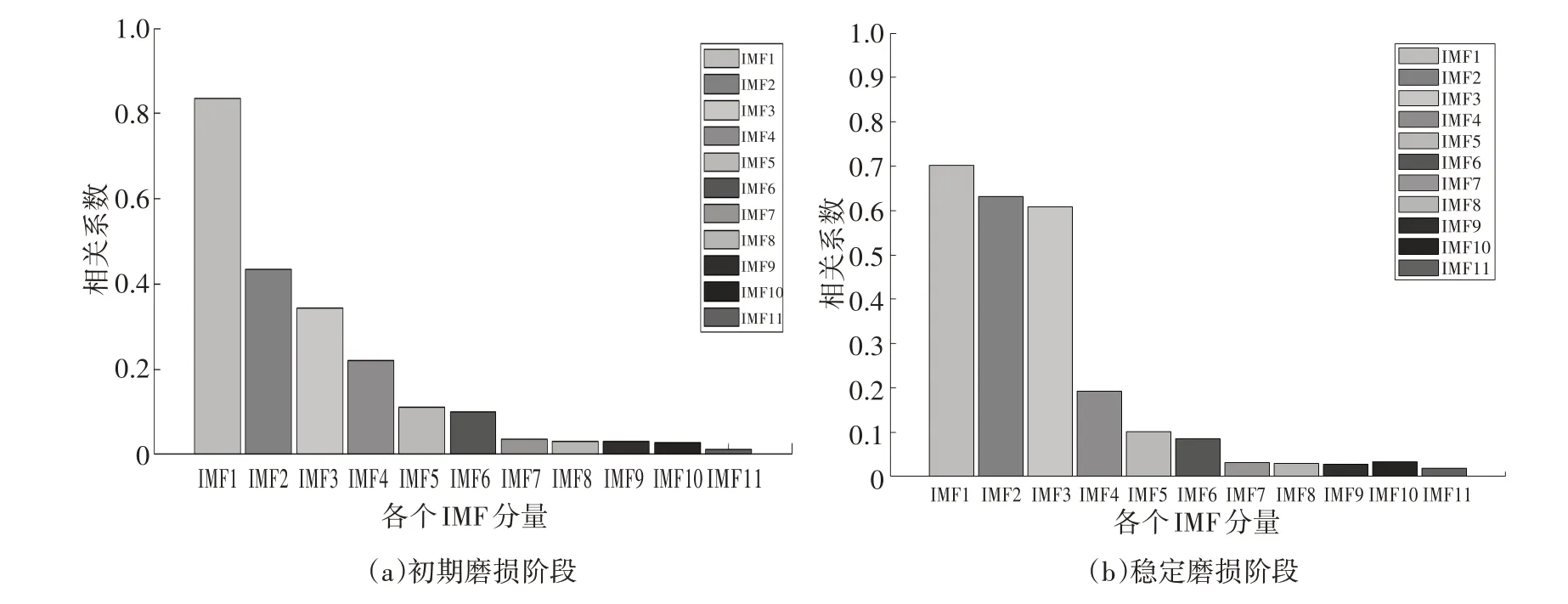
圖2 刀具初期與穩定磨損時期的相關系數
綜上所述,4 種磨損狀態下前6階分量的相關系數比其他分量的值大,為此推斷出前6階IMF 分量與振動信號相關性較大,這表明其與振動信號有很強的相關性。因此,本研究中確定把前6階IMF分量當作含有敏感信息的刀具磨損分量。刀具4個磨損時期的前6階IMF分量如圖3所示。

圖3 刀具初期與穩定磨損階段的CEEMDAN分解結果
降噪前后信號時域圖如圖4所示。由圖4中可知,其中的高斯白噪聲和其他雜亂的信號都已經被徹底消除,從而使有價值的信息得到保存。

圖4 降噪前后信號時域圖對比
通過CEEMDAN去噪處理后,刀具的初期磨損、穩定磨損、急劇磨損及失效振動信號在S變換時頻圖上有了明顯變化,更易察覺磨損特征。如圖5所示。

圖5 刀具初期與穩定磨損階段S變換對比
3 結語
本研究采用CEEMDAN-S 分解法對采集到的原始振動信號進行特征提取處理,先用CEEMDAN對原始信號進行分解,得到多個IMF 模態分量,根據相關系數的選取準則,從中挑選出有效的IMF 分量值,以消除噪聲等干擾因素,保留有效特征,從而實現對原始數據的有效分析。將降噪重構后的信號與原始信號做對比,發現干擾信息被濾除。采用S變換理論,對重構信號進行時頻轉換,提取出有效的磨損頻率特征信息,與原始數據的S 變換時頻圖相比,明顯發現磨損故障頻率,證實本研究提出的方法的有效性。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
電子制作(2019年15期)2019-08-27 01:12:00
當代陜西(2019年10期)2019-06-03 10:12:04
數學物理學報(2017年6期)2018-01-22 02:26:40
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
中國生物醫學工程學報(2017年6期)2017-02-10 05:11:45
噪聲與振動控制(2015年4期)2015-01-01 07:08:21
計算物理(2014年2期)2014-03-11 17:01:44
