液壓支架立柱基材27SiMn鋼激光熔覆搭接工藝實驗探究
2023-10-13 09:18:46吳文靜于賀春張素香
重慶理工大學學報(自然科學) 2023年9期
關鍵詞:實驗
吳文靜,于賀春,張素香
(中原工學院 機電學院, 鄭州 450007)
0 引言
激光熔覆技術具有污染小、生產效率高、變形量小及稀釋率低等特點[1],是改變基體表面性能的表面處理技術之一,在國內外得到廣泛應用[2-3]。通過激光輸出的方式,將配比好的基體表面合金粉末受熱熔化,凝固后“附著”在基體表面,使得基體表面性能得到較大改善[4]。激光熔覆技術在基材表面使用后,可使基材具備良好的耐磨、耐熱、耐腐蝕及高強度等特點[5]。該激光熔覆實驗探究,以液壓支架立柱表面基材27SiMn鋼為實驗樣塊材料,將鐵基合金進行熔覆至基材表面,以提高基材表面的硬度及耐磨性能[6],從而通過表面改性滿足實際應用需要[7]。
液壓支架立柱在煤礦中的應用環境較差,是煤礦機械工作中的關鍵設備部件[8]。由于液壓支架立柱在工作時易受到周期性磨損和沖擊,需要具有強度高,不可彎曲以及高耐磨性等特性[9],立柱表面也需要達到一定硬度。因此提高設備的可靠性是煤礦智能化綜采推廣工作亟需解決的核心問題[10],業界對此開展了大量研究[11-13]。本文利用激光熔覆技術對礦用液壓支架立柱基材27SiMn鋼表面進行改性處理,并對熔覆層的硬度和耐磨性以及搭接工藝進行實驗探究分析,力求有效延長立柱使用壽命。
1 實驗材料及方法
1.1 實驗材料
實驗基材為27SiMn鋼材試件,其成分為表1所示,實驗尺寸為100 mm×50 mm×20 mm,表面進行拋光處理后,經無水乙醇清理表面,熔覆材料為Fe基合金粉末,其成分如表2所示,粉末顆粒大小為200目。Fe基合金粉末激光熔覆后,熔覆層成分與鑄鐵、碳鋼等基體合金接近,相容性較好、界面結合牢固[14],同時耐磨性高,成本低廉,其在激光熔覆領域中使用較為廣泛[15],且具有重要科學研究意義。
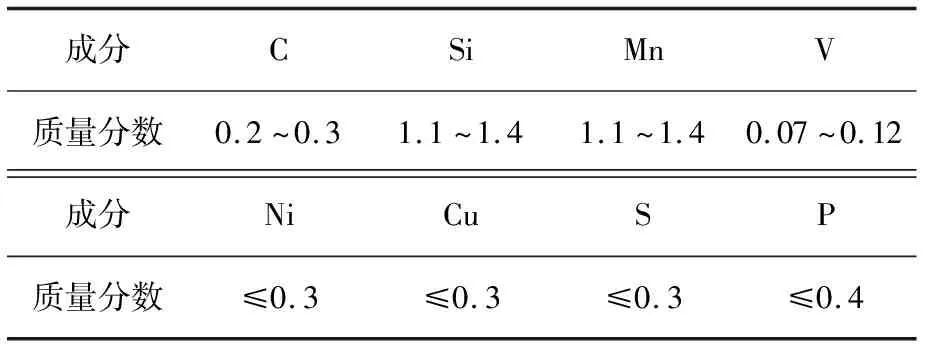
表1 27SiMn鋼化學成分(質量分數,%)
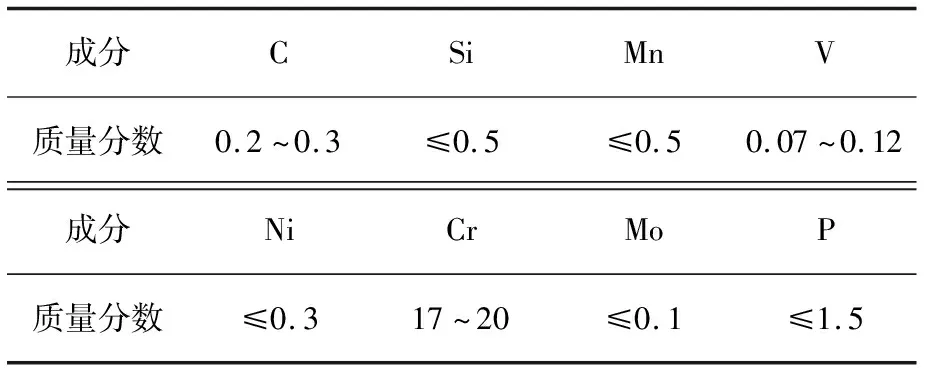
表2 鐵基合金粉化學成分(質量分數,%)
1.2 實驗設備
實驗使用激光熔覆設備為波長900 nm的工業半導體直接輸出激光器。送粉設備使用側向送粉方式,通過控制送粉器內部氣體壓力與轉盤轉速,進而控制每分鐘送粉量,實驗時,將鐵基合金粉輸送至基材表面,配合激光器進行激光熔覆。移動控制設備為IRB4600工業機器人。實驗將所有實驗設備集成到ABB機器人控制面板,通過機器人控制各設備工作時間并協同工作,激光熔覆集成系統如圖1所示。
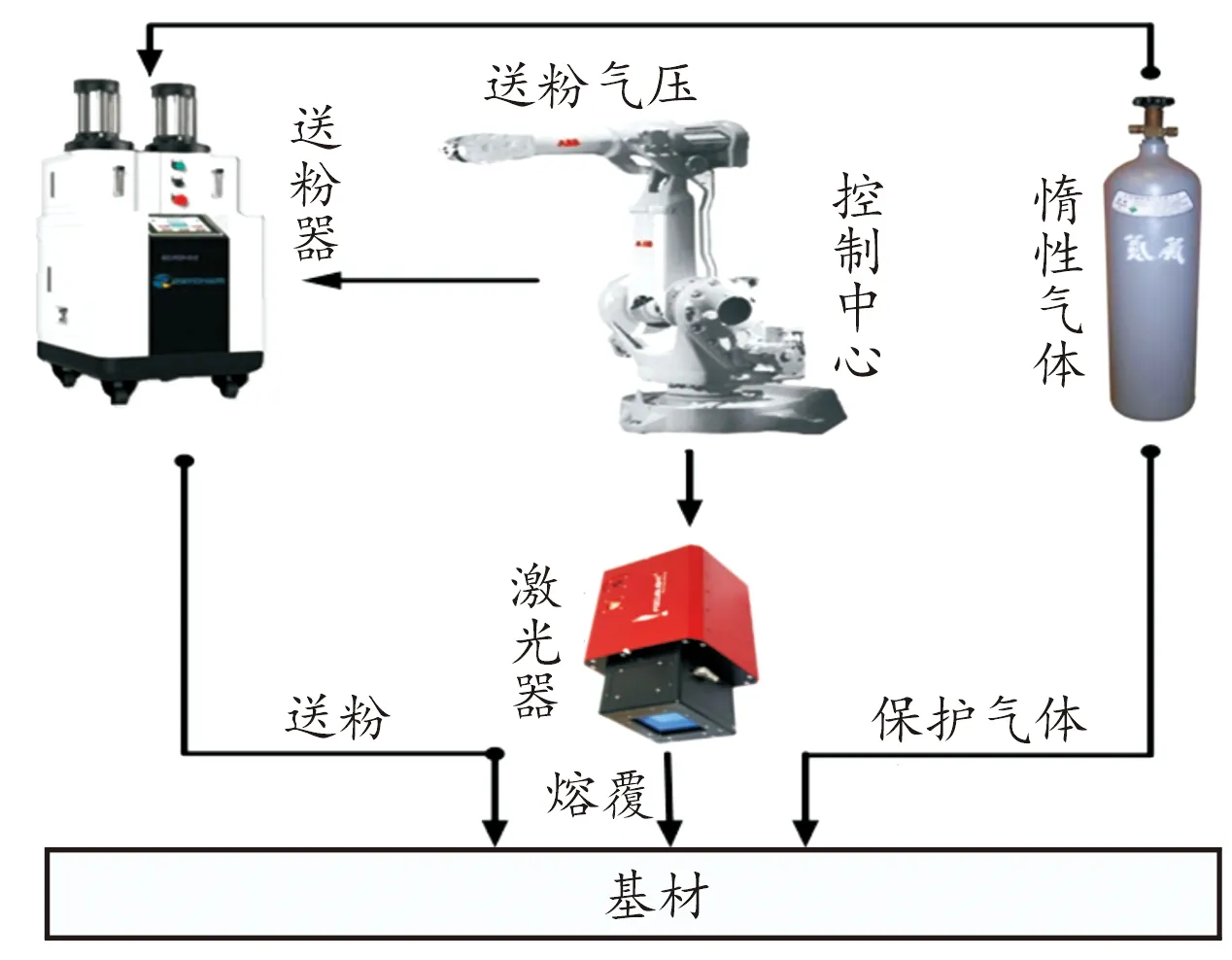
圖1 激光熔覆集成系統框圖
1.3 實驗方法
將熔覆的鐵基合金粉在110 ℃的條件下烘干2 h后放入送粉機,通過工業機器人控制送粉機與激光器同步工作,在基體上進行激光熔覆實驗。實驗采用半導體直接輸出激光器,最高功率為4 000 W,光斑尺寸為2 mm×14 mm。本次單道激光熔覆實驗使用輸出功率為3 000、3 200、3 400、3 600 W,焦距300 mm,掃描速度為6 mm/s,激光及光斑工作運動方向為如圖2所示。送粉裝置為側向送粉,保護氣體為氬氣,送粉速度分別為23 g/min和30 g/min。按照上述實驗工藝參數進行單道熔覆實驗,將表面質量及測試結果較好的工藝參數進行激光熔覆搭接實驗。
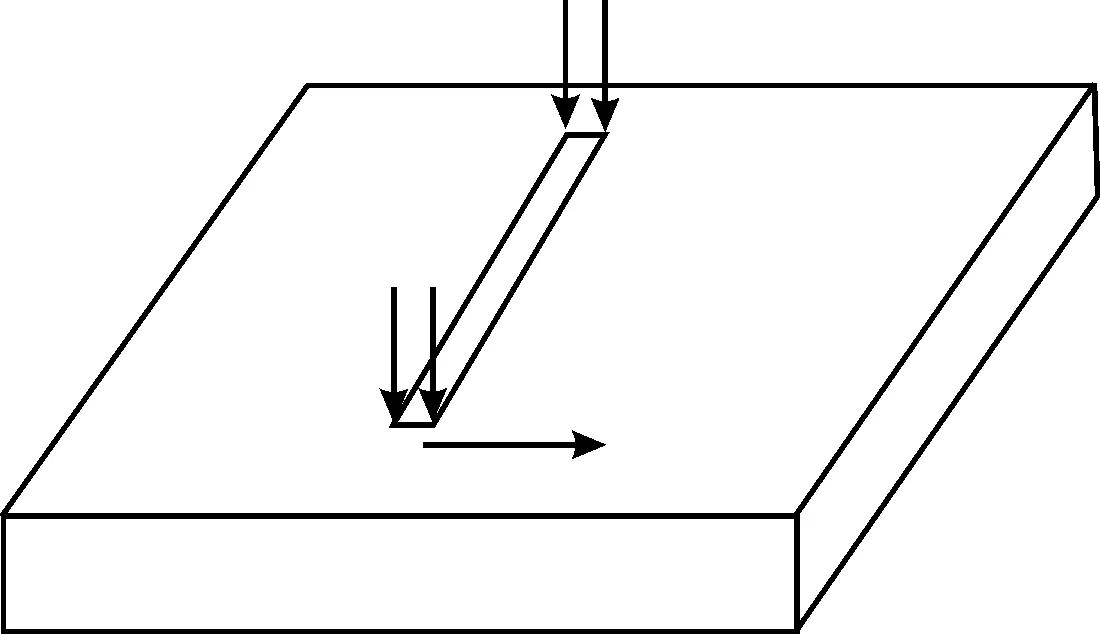
圖2 激光熔覆光斑的掃描方向示意圖
激光熔覆實驗后,將試樣經打磨拋光,測量其熔覆層厚度。使用HVS-5Z自動轉塔數顯維氏硬度計進行顯微硬度測量,測量在載荷300 g,加載時間10 s條件下,沿結合面向熔覆層和基體兩側測量[16]。摩擦磨損測量使用WTM-2E可控氣氛微型摩擦磨損測量儀,摩擦副為GCr15鋼球,直徑2 mm,測量條件為室溫,載荷200 g,轉速為300 r/min,旋轉半徑為1 mm,運行時間120 min。
在不同激光功率下進行熔覆實驗,并對比熔覆層的宏觀和微觀表面質量,對鐵基合金粉末的厚度、硬度及耐磨性展開實驗探究并進行分析總結,找到合適的激光熔覆鐵基合金粉末參數,進行激光搭接實驗。
2 單道熔覆實驗及結論
2.1 熔覆層厚度測試
激光熔覆實驗使用功率為3 000、3 200、3 400、3 600 W,不同激光功率單道實驗后進行熔覆層厚度測量及硬度測試。通過對實驗樣塊表面進行滲透探傷,可知在各熔覆參數下實驗后,表面均無裂紋產生。厚度測量在熔覆層的中間位置選取3個不同的位置,并取測量厚度算數平均值。實驗測量結果如表3所示。
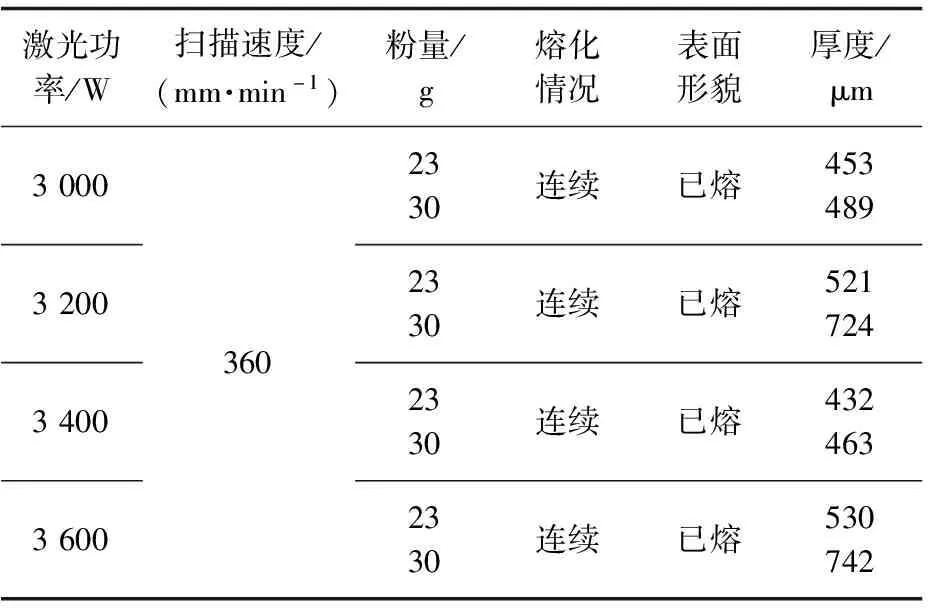
表3 激光熔覆層宏觀檢測及厚度測量
在3 000、3 200、3 400 、3 600 W的功率下進行熔覆實驗,熔覆徹底且表面均成型完整,將試樣側面通過顯微鏡觀察,未發現熔覆層中存在氣孔和裂紋現象,熔覆后整體形貌如圖3所示,從左至右依次為3 000、3 200、3 400、3 600 W功率下熔覆層形貌圖。

圖3 各功率下熔覆層形貌金相照片
同時,根據表3中數據,可以得到功率為 3 200 W和3 600 W時熔覆相同的粉量,熔覆層較厚,如圖4所示,圖4(a)中,3 200 W功率下,熔覆厚度為0.52 mm,圖4(b)中,3 600 W功率下,熔覆厚度為0.53 mm。
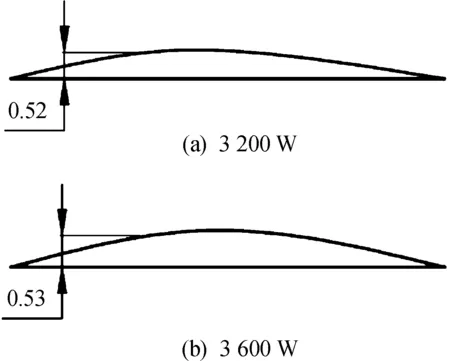
圖4 2種功率下的熔覆層形狀示意圖
2.2 熔覆層硬度測試
基材及熔覆層硬度使用維氏硬度計測量,在上述測完熔覆層厚度的實驗樣塊表面進行硬度測量。硬度測量以熔覆層與基材結合面為坐標軸零點,熔覆層為正向,基材為負向,熔覆層每間隔50 μm測量1次,基材方向每間隔100 μm測量1次,每次測量3組數據,取各位置測量維氏硬度的算數平均值,得到各位置測量的硬度梯度圖,如圖5所示。
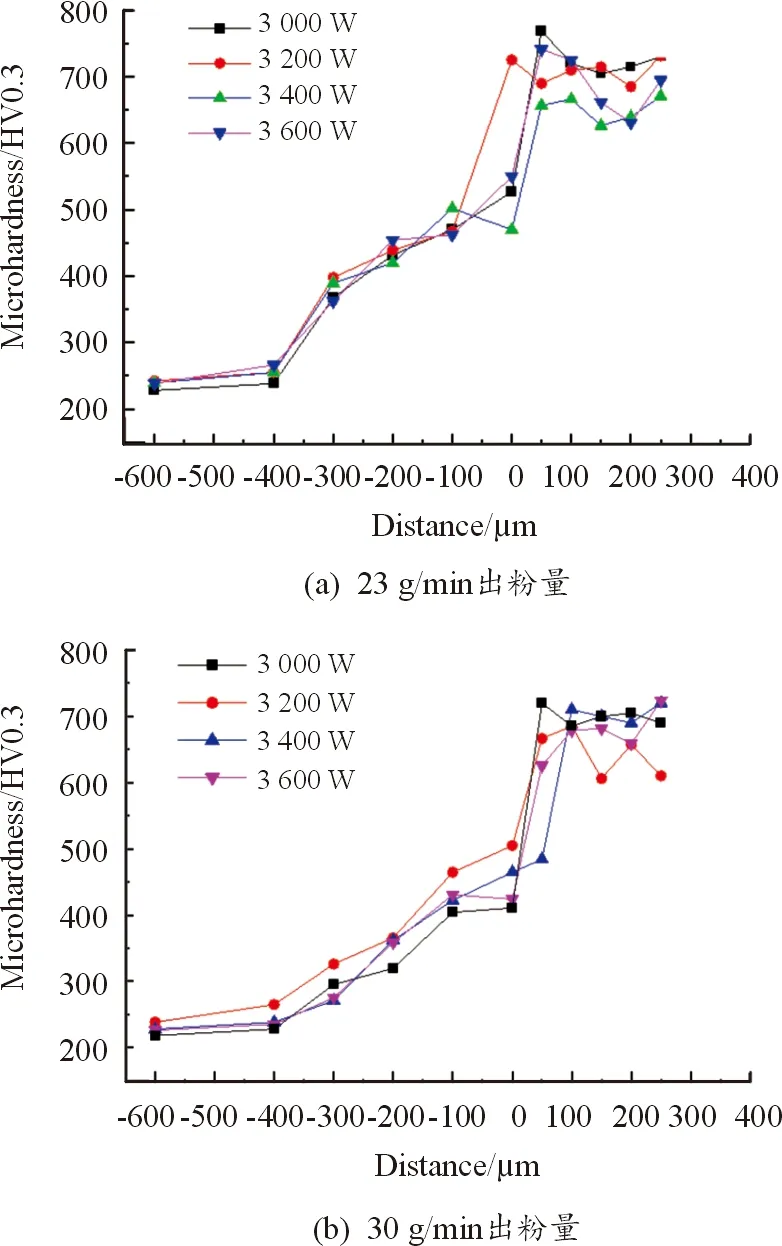
圖5 23和30 g/min出粉量功率下的硬度梯度圖
由圖5可知,硬度梯度從基材到熔覆層的硬度值大小趨勢較為一致。在熔覆層中,不同功率的熔覆層硬度發生變化,但變化不大,在熔覆層50 μm左右硬度相對最大,此處散熱較慢,溫度梯度較小,導致表面相對較硬。根據圖5仍可看出,27SiMn鋼基材硬度在200 HV0.3左右,熔覆層硬度在600~750 HV0.3,轉化為洛氏硬度為55.0~62.3 HRC,熔覆層硬度比基材提高了3倍以上,且各個功率下硬度差值不大。
結合實際工況,對熔覆層硬度和厚度提出要求,為滿足在熔覆層表面進行打磨處理等后期加工工序,進而保證液壓支架立柱表面質量,需在基材表面留一定加工余量。根據上述實驗結論,找到熔覆層較厚的工藝參數,功率為3 200 W和3 600 W,并對兩功率熔覆層樣塊進行摩擦磨損實驗檢測。
2.3 熔覆層摩擦磨損測試
根據煤礦液壓支架立柱的工作環境及上述激光單道熔覆結論,對功率為3 200 W和3 600 W,出粉量23 g/min的熔覆層進行摩擦磨損實驗,實驗結果如圖6所示。
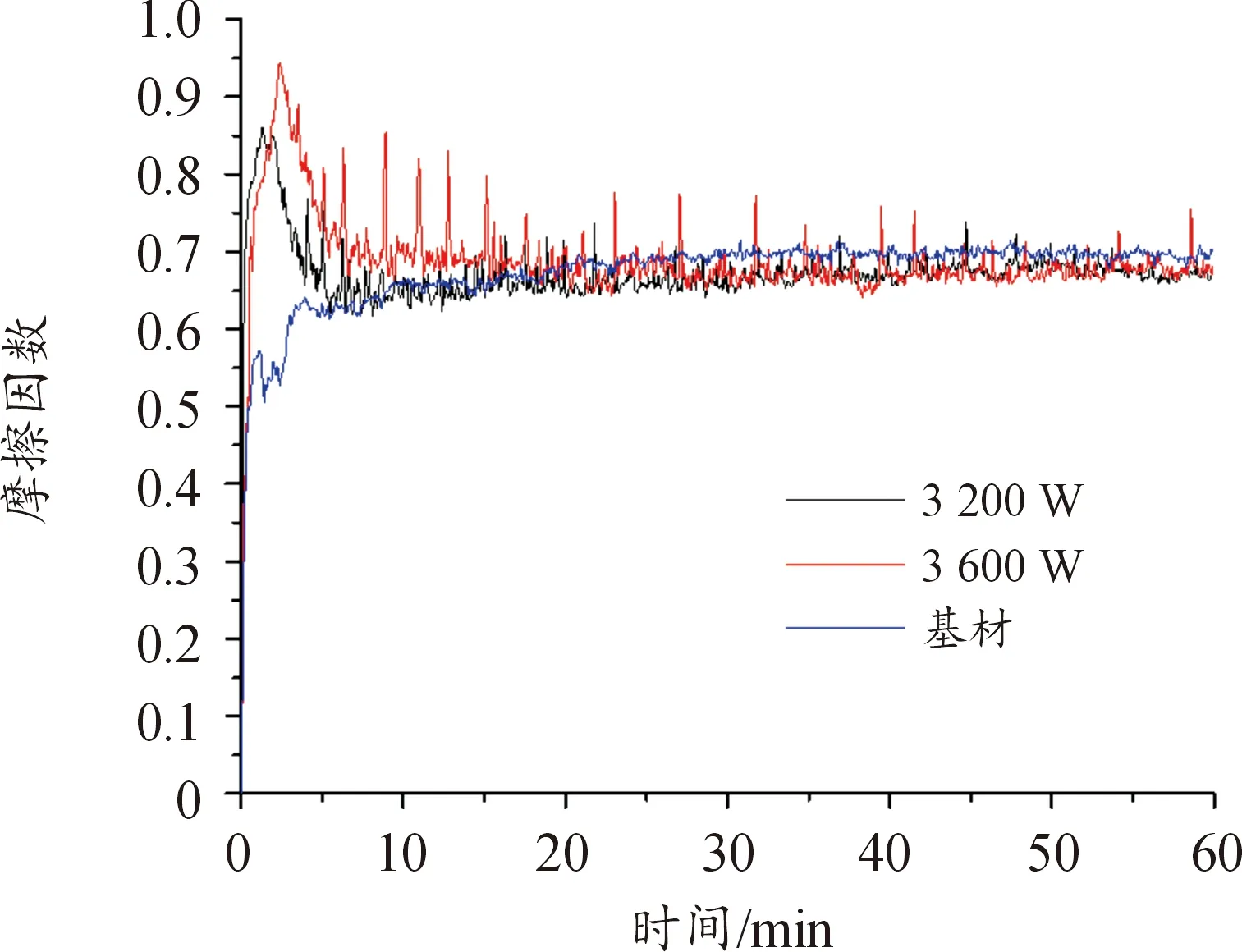
圖6 熔覆層及基材摩擦磨損實驗結果曲線
由圖6可知,兩熔覆層剛開始均有上升趨勢,由于法向載荷有穩定增大的過程,隨時間延長摩擦磨損趨于穩定,3 200 W熔覆后的熔覆層表面摩擦因數波動較小,3 600 W熔覆后的表面摩擦因數波動劇烈,這主要由于摩擦過程中涂層表面材料剝落造成,基材經磨合期后摩擦因數穩定[17]。最終,基材的摩擦因數穩定在0.68左右,3 200、3 600 W功率的熔覆層摩擦因數穩定在0.65左右。
實驗后,對比磨損實驗前后各樣塊質量變化, 27SiMn鋼基材摩擦磨損后質量減少5 mg,熔覆功率3 200 W樣塊減少3.5 mg,熔覆功率3 600 W樣塊減少3 mg。根據摩擦磨損后表面質量變化與摩擦因數變化可以得出結論,干磨損條件下,激光功率為3 200 W與3 600 W熔覆層比基材27SiMn鋼耐磨。
3 搭接實驗探究
根據上述探索工藝參數,使用鐵基合金粉在實驗樣塊表面進行激光熔覆搭接實驗,實驗工藝參數如表4所示。
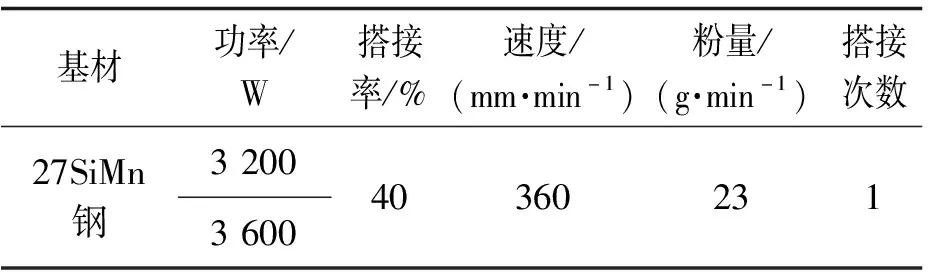
表4 搭接工藝實驗參數
根據表4實驗參數進行搭接實驗[18-20],得到搭接后宏觀熔覆層表面檢測無裂紋,熔覆層形狀如圖7所示,圖中右側為搭接實驗第1道,左側為搭接實驗第2道,兩搭接實驗第2道均比第1道厚,圖中測量厚度為熔覆層最厚位置和搭接中間凹陷處位置厚度。
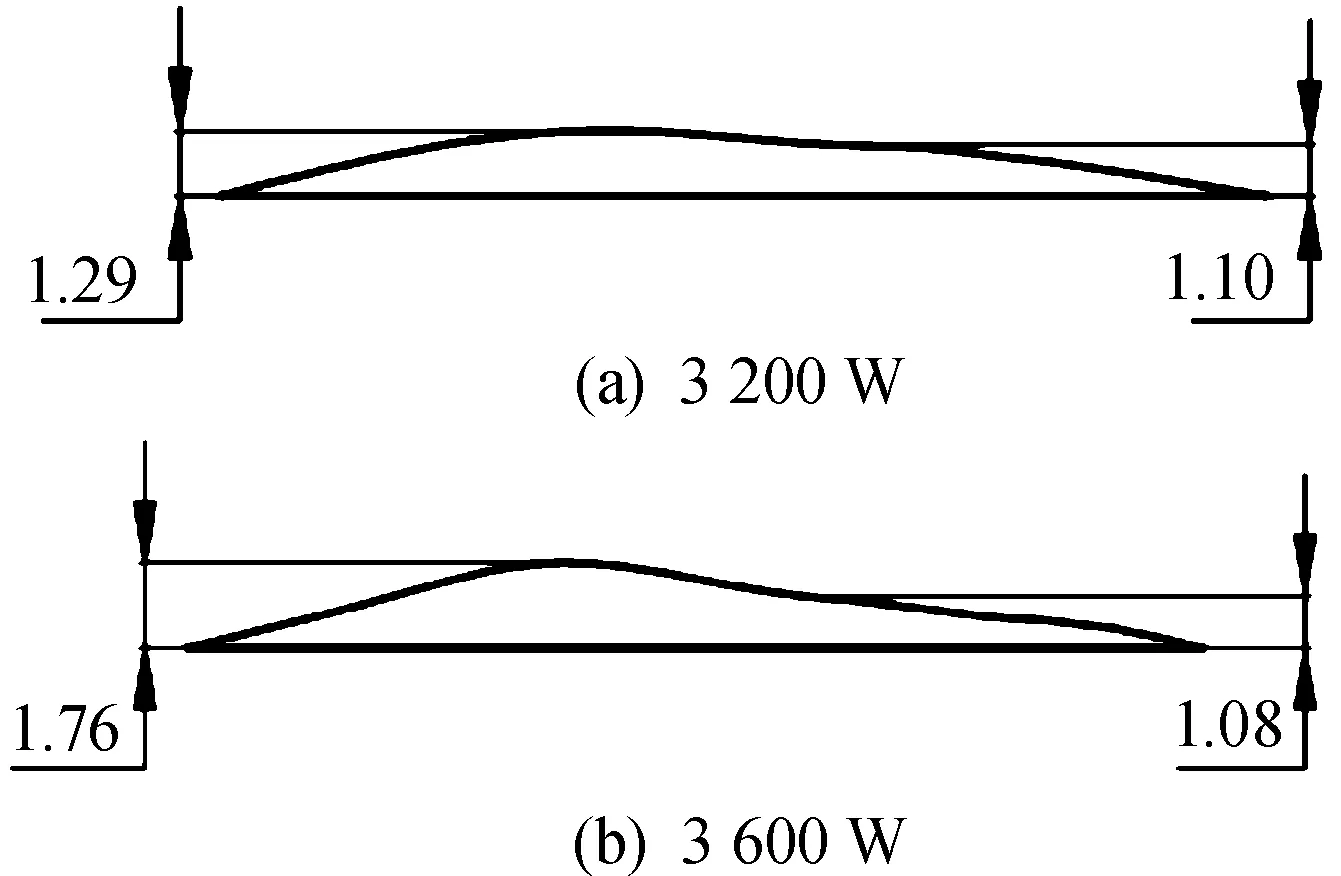
圖7 不同功率下搭接實驗熔覆層形狀
通過搭接實驗,可以看出2不同功率搭接凹陷處的厚度幾乎相等。由于功率3 600 W熔覆第1道結束后,基材表面溫度較高,且第2道熔覆時將第1道熔覆后散落基材的粉末熔覆,使功率3 600 W比3 200 W的第2道熔覆層厚,且前者約為后者厚度的1.5倍。對搭接實驗搭接部分硬度進行3次測量,取平均值后,得到搭接實驗3 200 W和 3 600 W功率下、23 g/min出粉量的硬度梯度如圖8所示。
圖8 搭接處硬度梯度曲線
根據圖8可知,在2種功率下的熔覆搭接實驗中,硬度梯度趨勢較一致,熱影響區范圍相近,且根據熔覆層各點硬度數據,得到兩不同功率搭接處熔覆層平均硬度分別為58.3 HRC和57.3 HRC,均在55 HRC以上。同時可知,熔覆層在較大厚度持續保持在較高硬度,符合實際工作要求。
搭接后進行摩擦磨損實驗,測試結果與單道熔覆摩擦磨損測試結果數值相當,如圖9所示,初期3 200 W的熔覆層表面摩擦因數波動較小,3 600 W的熔覆層表面摩擦因數波動劇烈,這主要是由于摩擦過程中涂層表面材料剝落造成,經磨合期后摩擦因數逐漸穩定。最終,摩擦因數穩定在0.72左右。熔覆層摩擦因數比基材摩擦因數略高0.04,相差不大。結合樣塊質量對比,搭接樣塊磨損后,質量減少3 mg左右,比基材樣塊磨損量少,說明干磨損條件下,激光熔覆搭接后比基材27SiMn鋼更耐磨。
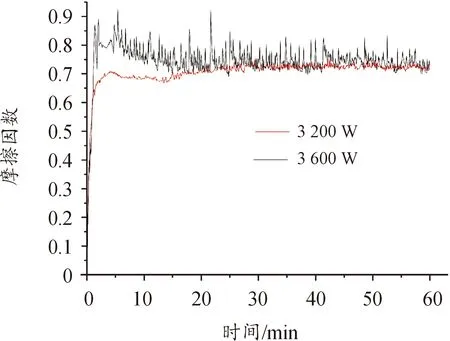
圖9 搭接后摩擦磨損實驗結果曲線
實驗后腐蝕,并對熔覆層搭接處觀察,如圖10所示。圖10(a)為熔覆層上部,圖10(b)為熔覆層中部,圖10(c)為熔覆層與基材結合處。
從圖10(a)看出,熔覆層上層顯示許多細小致密的等軸晶,由于熔覆層上層受熱后散熱較快,形成較大過冷度,顯示熔覆層中大量晶核生長,到一定體積后不再繼續生長,形成等軸晶區;從圖10(b)看出,在熔覆層中部多為粗大樹枝晶和柱狀晶,原因是由于熔覆層中部受熱累積效應大[21],但是基體與熔覆層存在正溫度梯度,具備快速散熱的條件,使中部位置的晶體結構隨著距離界面距離的增加過冷的增大,產生粗大的樹枝晶和柱狀晶,隨時間推移,過冷度減少,熔體以樹枝狀生長;從圖10(c)看出,基材與熔覆層之間存有光亮帶,說明熔覆層與基材的冶金結合效果較好[22],熔覆層底部以平面晶區、柱狀晶和樹枝晶為主,由于第一道熔覆層熔覆結束后基體的溫度較高,第二道熔覆時殘留在基材及熔覆層中的熱量消散較慢,內部高溫下降緩慢,使得凝固時溫度梯度較小。
4 結論
1) 對27SiMn鋼進行激光熔覆單道實驗,在實驗功率3 000、3 200、3 400、3 600 W時,熔覆層硬度及摩擦因數相差不大,熔覆層厚度存在較大差異。
2) 使用3 200、3 600 W這兩功率進行搭接實驗。兩功率搭接后熔覆層厚度較厚,熔覆層硬度分別為58.3 HRC和57.3 HRC,均在55 HRC以上,搭接處硬度高于基材3倍以上,滿足煤礦環境下液壓支架立柱工作時強度要求。
3) 兩功率搭接后熔覆層比基材更耐磨,同時熔覆層厚度提升,熔覆層的搭接最低凹處的厚度仍在1 mm以上。搭接工藝參數均滿足激光熔覆后進行其他工序的加工要求。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55