ZJ118A在線激光打孔煙支綜合質量檢測裝置的設計*
2023-10-17 09:26:30李華文盧洪林趙宇嚴濤
企業科技與發展 2023年8期
關鍵詞:檢測
李華文,盧洪林,趙宇,嚴濤
[紅云紅河煙草(集團)有限責任公司,云南 昆明 650231]
0 引言
細支卷煙是近幾年新興的卷煙產品類型,為了實現降焦減害,提升煙支的抽吸口感,從最初的預打孔水松紙與高透濾棒配套使用,到當前在線激光打孔技術的推廣應用,細支卷煙生產經歷了一個吸阻數值逐漸降低,配套裝置及現場管控技術逐步完善的發展歷程。在線激光打孔具有降本增效的顯著優勢,但在線打孔由于激光聚焦鏡安裝位置緊湊,現場生產環境中會因煙絲飛沫、粉塵堆積、保養不到位等因素影響而出現打孔缺失、漏打孔、打孔深度不夠等問題;而國內煙廠現有的各種檢測手段并不具備對在線打孔進行實時檢測的能力。基于以上問題,劉雯等[1]研究建立卷煙激光預打孔接裝紙透氣度和打孔孔徑的關系,設置不同打孔排數、孔數的激光預打孔接裝紙,分別測試其透氣度和孔面積,分析透氣度和孔面積的關聯性,建立數學模型。張桂蓮等[2]針對某水松紙廠存在的水松紙打孔精度不高的問題,提出一種基于機器視覺的水松紙打孔在線檢測系統。該系統針對打孔水松紙檢測的特定要求,對包含的形狀進行信息提取、定位和參數測量。李華文等[3]研究的打孔裝置使用低角度打光方式,結合原機角度觸發相機采集到孔的高質量清晰圖像,再采用數字圖像處理技術,完成每個孔的位置提取,計算煙支運行方向的對應孔位置是否正確、各孔分布是否均勻,最終實現煙支端激光打孔位置次品雙倍煙支的移步剔除計算與研究。該裝置可在線實時檢查煙支端打孔情況,例如漏打或多打、錯打、打孔間距不均勻等問題,間接保障紙通風、總通風,滿足工藝指標,對不合格的次品煙支即檢即剔。
ZJ118A卷接機組是目前全國煙草行業細支煙生產應用推廣的煙支生產線主要機型,性能穩定,工作效率高,故障率低。大多數廠家都在此機型安排生產中高端品牌煙支,為了降低細支煙的吸阻,提高紙通風、濾嘴通風及總通風,減少焦油等危害,新增了在線煙支端、濾嘴端激光打孔裝置。但是,激光打孔裝置由于存在激光頭污染、鼓輪風眼堵塞、撥煙輪撥煙效果不佳等現象,造成煙支出現激光打孔丟失、缺排、分布嚴重不均勻等問題,給成品質量帶來極大的挑戰。目前的生產現場只能采用操作人員隨時盯守,發現問題即停機處理的方式,但這種模式僅適用于大批量問題煙產生的情形,如何實現對煙支在線打孔即檢即剔是亟待解決的問題。同時,“中空”特殊濾嘴在實際生產過程會出現煙支缺嘴、濾嘴少“中空”、絮狀物填充“中空”部分、濾嘴切割錯位無“中空”等現象,原機只采用1 支光電管檢測濾嘴的有無,無法解決“中空”濾嘴引發的一系列質量隱患。
基于上述問題,本文針對卷煙工廠在線激光打孔煙支生產中對打孔質量的切實需求,研發激光打孔質量在線檢測系統,實現在生產中對每支煙支進行實時打孔質量檢測,即時判斷煙支打孔出現的問題及中空濾嘴缺陷的發生,在線同步剔除缺陷煙支、統計缺陷類型及缺陷概率,保障打孔煙支的綜合質量。
1 激光孔的軟件算法
1.1 激光孔圖像的畸變和矯正
激光孔圖像的畸變主要有2種:徑向畸變和切向畸變。
1.1.1 激光孔徑向畸變
徑向畸變正中心位置的畸變最小,隨著半徑的增大,畸變增大。激光孔徑向畸變可以分為枕形畸變和桶形畸變(如圖1所示)。
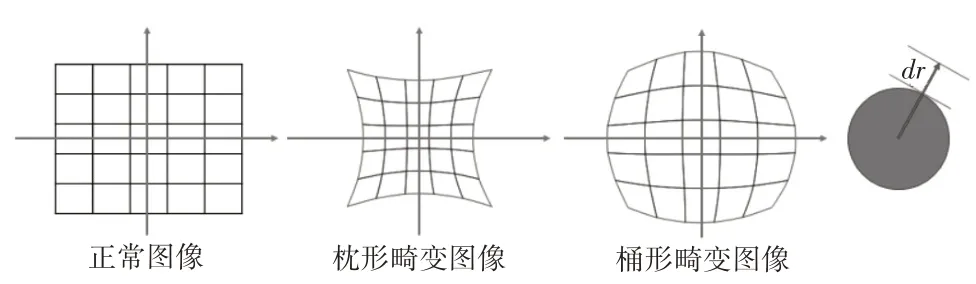
圖1 徑向畸變示意圖
激光孔徑向畸變矯正公式如下(泰勒級數展開式前3項):
其中:k是徑向畸變系數;r是半徑;(x,y)是理想坐標;xdr和ydr是畸變后的像素點坐標且r2=x2+y2。
1.1.2 激光孔切向畸變
切向畸變在透鏡與成像平面不平行時就會產生,類似于透視變換(如圖2所示)。
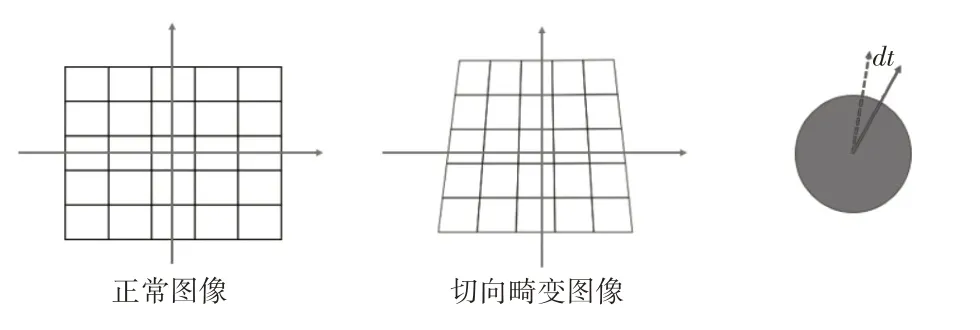
圖2 切向畸變示意圖
激光孔切向畸變的矯正公式如下:
其中,p是切向畸變系數。
1.1.3 激光孔畸變矯正步驟
2 種畸變最后都歸結到5 個參數:k1、k2、k3、p1、p2,知道這5個參數后即可完成畸變的矯正,矯正步驟如下:①準備標定圖片。標定圖片需要使用標定板在不同位置、不同角度、不同姿態下拍攝,最少需要3 張,以10~20 張為宜。標定板是黑白相間的矩形構成的棋盤圖,制作精度要求較高。②用標定板得到相機內參。③根據相機內參得到畸變映射參數。④根據映射圖像校正畸變圖像。
1.2 煙支燃燒端、濾嘴端激光打孔檢測算法
通過霍夫圓變化得到激光打孔的外接圓,確定打孔數量。笛卡爾坐標系中圓的方程如下:
可以得到:
其中:(a,b)是圓心。
對圖像中所有的點進行上述操作。如果2個不同點進行上述操作后得到的曲線在空間a-b-r相交,即它們有一組公共的(a,b,r),意味著它們在同一個圓上。越多曲線交于一點,意味著這個交點表示的圓由更多的點組成。可以設置一個閾值決定多少條曲線交于一點即檢測到了一個圓。如果交于一點的曲線的數量超過了閾值,那么可以認為這個交點所代表的參數(a,b,r)在原圖像中為一個圓。
使用Canny 邊緣檢測算子得到煙支端面的邊緣直線,再通過得到的圓心位置計算圓心距及各圓心到煙支端面的距離。Canny算法的步驟如下。
一是利用高斯濾波對圖像進行平滑處理。
二是利用一階偏導算子找到圖像灰度沿著水平方向Gx和垂直方向Gy的偏導數,并按公式(5)和公式(6)求出梯度的幅值和方位。
三是對梯度幅值進行非極大值抑制,即找到局部梯度最大值。
四是用雙閾值算法檢測和鏈接邊緣。假設激光打孔外接圓圓心的坐標為A(x1,y1)、B(x2,y2),圓心之間的距離|AB|可以通過公式(7)計算。
假設煙支端面的直線方程為y=kx+b,圓心坐標為(x0,y0),圓心到直線的距離d可以通過公式(8)計算。
1.3 濾嘴端面的幾何形態檢測識別
端部圖像采集采用同軸打光搭配無相差的遠心鏡頭和高幀率相機構成,以便在最小的按組行空間采集到最佳的端部圖像。
1.3.1 中空絮狀物異常
對采集到的濾棒端面圖像去除噪聲。去噪方式選用中值濾波法,采用3×3 的濾波窗口,以盡可能地保存圖像的細節信息。濾棒圖像中的背景部分存在略微明顯的白色噪點,采用中值濾波可以取得較好的抑制效果。
通過計算中空濾棒外圓的外接圓、內圓的內接圓以及2 個圓的圓心距判定是否存在中空。d>T,說明無中空;d≤T,說明有中空(T表示預置的閾值)。
圖像二值化,用圓形區域進行閉運算,能達到保留圓弧邊、消除毛刺的效果。如果結構元素為圓形,膨脹操作可填充圖像中比結構元素小的孔洞以及圖像邊緣處小的凹陷部分;腐蝕則可以消除圖像中的毛刺及細小連接成分,并將圖像縮小,從而使其補集擴大。在膨脹和腐蝕2 個基本運算的基礎上,可以構造出形態學運算簇,它是由膨脹和腐蝕2個運算的復合與集合操作(并、交、補等)組合而成的所有運算構成。首先對圖像進行膨脹操作,然后腐蝕其結果,此過程稱為閉運算。對于圖像X及結構元素S,用符號X·S表示S對圖像X作閉運算,它的定義為X·S=(X⊕S) -S。采用背景差分法,得到毛刺或絮狀物。混合高斯建模:
其中:I是輸入的像素;N是混合高斯模型;wq是混合高斯模型中第q個高斯分布的權值;μq和σ2q分別表示混合高斯模型中第q個高斯分布的均值和方差。q個高斯分布按照的值從大到小排序。選取排序序列中前B個高斯分布作為背景像素模型,選取方式如下:
其中:T為預置的閾值(0.5 ≤T≤1),即排序靠前的高斯分布的權值之和大于T所需的最少高斯分布個數。
獲取到背景圖像幀B以后,記當前視頻圖像幀為fn,背景幀和當前幀對應像素點的灰度值分別記為B(x,y)和f(nx,y),將兩幀圖像對應像素點的灰度值相減,并取其絕對值,得到差分圖像Dn:
差分后得到“中空”濾嘴毛絮。
1.3.2 中空同心圓異常
識別中空同心圓異常的計算過程如下:①利用閾值分割對濾棒端面進行二值化,提取端面連通區域。②對二值化圖像的內圓進行填充,再用Canny 算子進行邊緣檢測得到完整的外圓輪廓。③把二值化后的圖像和填充的內圓圖像進行異或操作,得到外輪廓和內圓的異或圖。④把得到的外圓輪廓圖像和外輪廓加內圓的圖像進行異或操作,得到內圓連通區域。⑤對得到的內圓圖像用Canny 算子進行邊緣檢測,得到完整的內圓的輪廓。⑥得到2 個外圓和內圓輪廓后,用最小二乘法對2 個輪廓進行圓擬合,進而得到2 個圓。⑦擬合出內外圓即可得到外圓的圓心坐標(x1,y1)和半徑R,內圓的圓心坐標(x2,y2)和半徑r。通過2 個圓的信息可以計算得出圓心距d=(計算偏心程度);大壁厚L1=R-(r-d);小壁厚L2=R-(r+d) 。
2 系統設計
2.1 控制系統原理及結構設計
系統核心硬件由高性能工控機、高幀率面幀相機、時序驅動模塊、光源控制器等硬件構成。系統控制原理如圖3所示,圖像采集模組采用雙相機并行采圖模式,煙支端環孔采圖的每個工位有2個相機同時對運行中的煙支序列的奇偶2 支煙支進行同步單面采圖,通過CPU 高速并行處理后對缺陷煙支進行剔除、統計等功能的操作。
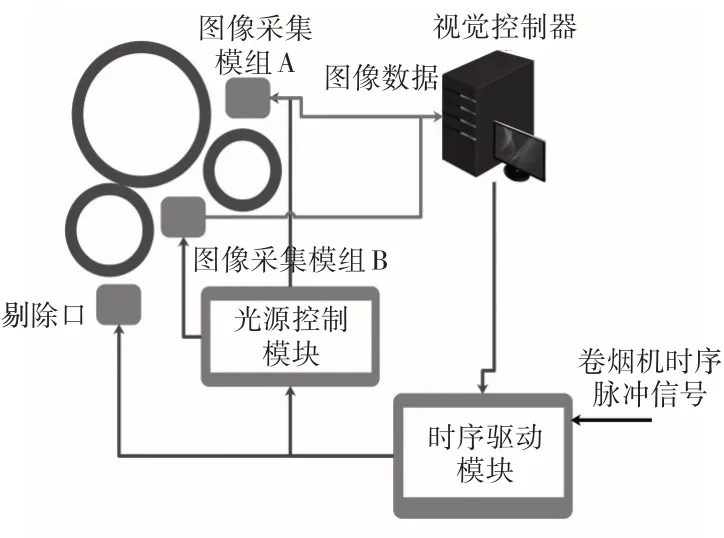
圖3 系統控制原理框架圖
2.2 濾嘴端激光孔和濾嘴端面圖像采集模組的設計
由于打孔后煙支在鼓輪上運行時,貼合鼓輪一面的圖像沒辦法拍到,因此濾嘴端激光環孔和端面圖像采集采用A、B2組集成圖像模組分別在2個鼓輪上進行拍照采圖,A 模組采集1 支煙支的正面圖像,經過鼓輪交接后,再由B 模組采集同一支煙支對應的背面圖像,利用圖像處理軟件并行處理,將同一支煙支的A、B 面圖像的處理結果合并判斷后,判別當前煙支為合格煙支或不合格煙支。
為實現高速并行采圖計算的需求,每一個模組由2 臺激光環孔采集相機+1 臺端面圖像采集相機構成;3 臺相機通過結構緊湊的外殼和光源封裝在一起,防護等級高,能有效避免煙灰粉塵對相機的干擾影響。圖像模組中的3臺相機都配裝有無相差畸變的遠心鏡頭(如圖4所示)。
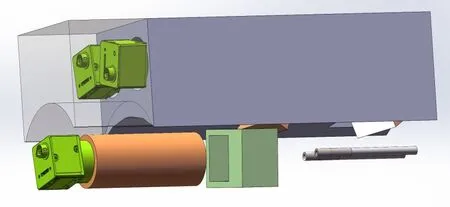
圖4 集成模組的結構示意圖
2.3 相機模組及剔除位置的安裝
分別在中間輪、傳送輪上安裝相機模組A 和相機模組B(如圖5 所示);由于剔除口已經過了原機的標準剔除工位,所以改造后借用取樣輪作為缺陷煙支的剔除口,同時保留原機的取樣功能。
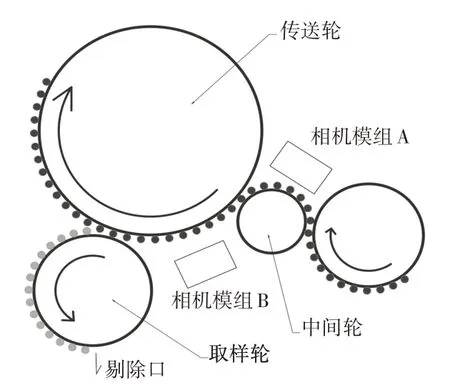
圖5 相機模組及剔除口位置安裝示意圖
2.4 時序驅動模塊及視覺控制器
采用具有FPGA(現場可編程門陣列)核心的驅動模塊控制整個檢測系統與卷煙機同步。從卷煙機獲取同步脈沖信號并在預標定位置輸出采圖信號,觸發相機進行采圖;接收到視覺控制器的不合格信號后,在預定義的位置驅動電磁閥將缺陷煙支剔除。
視覺控制器由采用4.7 GHz 高頻版“志強”CPU處理器的工業主機構成,配置有高速固態硬盤和RTX3090Ti高速圖形處理顯卡;“志強”CPU處理器能在滿足多線程高速圖像處理的同時,長期不間斷穩定運行。
在視覺控制器上運行專用檢測軟件,用于圖像采集、圖像處理、缺陷檢出及分類、缺陷顯示、數據查詢、參數設置等。
3 檢測效果
ZJ118A 圖像采集模組安裝位置如圖6 所示,濾嘴端激光環孔及濾嘴端中空檢測為U 組采圖模組、D組采圖模組,燃燒端激光孔檢測為R 組采圖模組。設備按設計論證的工作模式進入運行狀態,能實時采集到ZJ118A接裝機全速運行中煙支的清晰圖像。
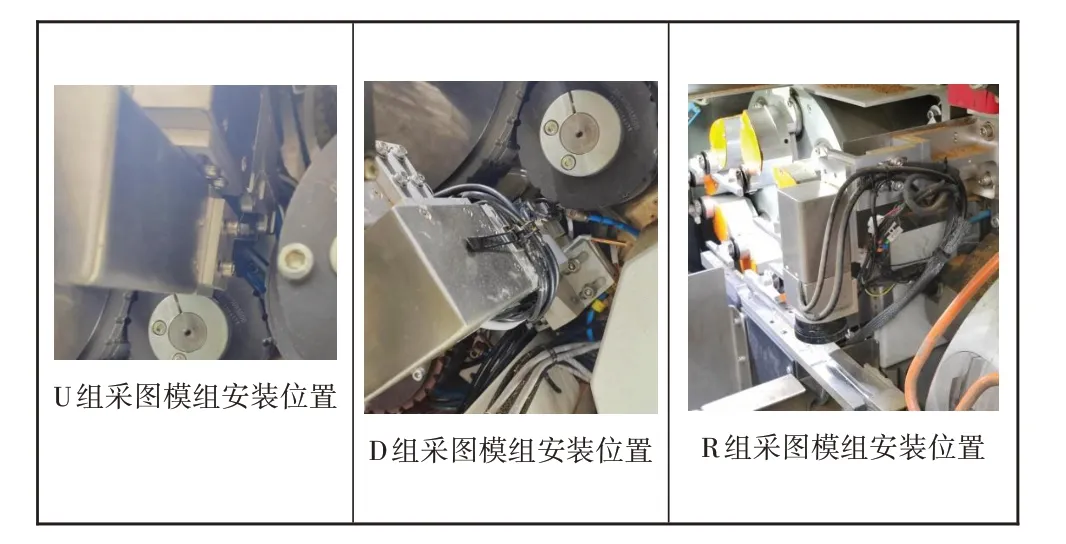
圖6 圖像采集模組安裝位置
3.1 濾嘴端激光環孔檢測效果
檢測系統檢出以下打孔問題并正確剔除次品煙支:①在線濾嘴端雙排激光打孔裝置漏打(單支煙單排正常打孔數量為15 個,除U 組、D 組工位無法探測到鼓輪吸附面的激光孔外,單檢測工位在成像角度中心±60°范圍內至少檢測5 個孔);②雙打錯位超過±100%(正常雙排完全平齊,錯位為0,現以正常孔間距約為1.13 mm 計算錯位距離);③外排打孔距濾嘴端面超過±10%(正常外排距濾嘴端面約12.8 mm);④雙排打孔間距超過±35%(正常雙排間距約為1.5 mm);⑤針對U組、D組在成像角度中心±60°范圍內能檢測到的5個孔,單排打孔間距超過±100%(正常孔間距約為1.13mm)。
3.2 “中空”濾嘴檢測效果
檢出不合格“中空”濾嘴(至少包含無“中空”“中空”被絮狀物填充)等次品煙支并正確剔除。
3.3 燃燒端激光排孔檢測效果
檢出在線煙支端激光打孔裝置漏打或多打(單支煙正常打孔數量為4 個)、錯打超過±50%(第一個孔距煙絲端面約4.5 mm)、打孔間距不均勻超過±50%(正常孔間距約為2.8 mm)等錯誤,次品煙支都被正確剔除。
3.4 剔除效果
經過連續在線的試運行及視覺算法的迭代,驗證了軟件的功能,在線運行中抓取識別并成功剔除了不同類型缺陷的煙支;驗證結果見表1。
4 結語
本裝置用于檢測ZJ118A 卷煙機在卷煙生產過程中出現的激光打孔缺陷煙支和“中空”濾嘴缺陷煙支,一旦檢測到相關缺陷即通過聲光報警提示操作人員,通過系統自動移位后在原機剔除工位直接剔除。同時,該裝置具備人機交互功能,實時顯示運行中煙支圖像的采集、統計檢測總數、質量缺陷計數等數據,系統具有質量缺陷煙支的存圖、統計、剔除及生產班次自動切換管理等功能,能有效地保證在線打孔煙支的質量。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48