輻照交聯陶瓷化硅橡膠復合帶制備工藝的研究
2023-10-18 12:43:20劉洋
科學技術創新 2023年24期
劉 洋
(中核同輻(長春)輻射技術有限公司研發部,吉林 長春)
引言
輻照交聯機理主要是體系中的不飽和碳碳雙鍵產生的活性自由基,引發硅橡膠之間發生聚合反應使主鏈增長,并且使鏈間交聯形成三維網狀結構,最終固化成型。輻照交聯的交聯效率高,特別是初始凝膠劑量低的橡膠,如硅橡膠等,可以每分鐘數百米的硫化速度進行生產。相對于熱硫化交聯法,輻照交聯法無需使用有毒的化學添加劑,不存在硫化劑分布不均的現象,所得交聯硅橡膠的物理化學性質穩定,其材料可廣泛用于航空航天、電線電纜、汽車機械、電子電器、公共建筑等領域[1]。
1 配方研制實驗過程
1.1 環三磷腈型有機阻燃劑(CP-Allyl)的合成(圖1)

圖1 環三磷腈阻燃劑的合成過程
先將雙酚S(36.1 g 0.144 mmol)溶解于N,N-二甲基乙酰胺(DMAc),攪拌至完全溶解,加入無水碳酸鉀,在110 ℃加熱回流4 h,再將(6.9 g 0.22 mmol)六氯環三磷腈也溶解于20 mL N,N- 二甲基乙酰胺(DMAc)制成稀溶液,逐滴滴加到反應體系中,加熱至80 ℃攪拌6 h,將反應體系降溫至室溫,然后加入15 mL(0.172 8 mol)溴丙烯溶液,加熱至60 ℃回流4 h[2]。隨后將反應物傾倒在去離子水中,分別用熱的去離子水和乙醇洗滌3 次后,獲得白色固體產物。將該產物放置在真空烘箱中80 ℃干燥12 h,即可得到一種環三磷腈型有機阻燃劑組合物(CP-Allyl)。
1.2 輻照交聯陶瓷化硅橡膠復合帶的制備
(1) 陶瓷化硅橡膠薄片的制備:在室溫環境下,根據表1 中列出的配方,在室溫下,在齒輪比為1:1.4的雙輥軋機上制備陶瓷化硅橡膠復合材料。以CSRs-3 為例,將1 000 g 甲基乙烯基硅橡膠(MVSR)包裹在雙輥上,輥縫設置為2-3 mm。依次加入150 g氣相二氧化硅(FS)、300 g 云母粉(Mica)和25 g 羥基硅油(HSO),混煉10 min 后得到混煉膠。然后,將180 g 玻璃粉(GP)、95 g Mg(OH)2 和5 g CP-Allyl 加入混煉膠中,將輥縫調節至1-2 mm,混煉30 min 后獲得CSR-3 樣品。CSR-1、CSR-2 和CSR-4 采取相同的制備過程。它們經過冷壓成型后,進行電子束輻照、熱降解分析以及性能表征。最后通薄下片,得到厚度為0.1~2 mm 的陶瓷化硅橡膠薄片。
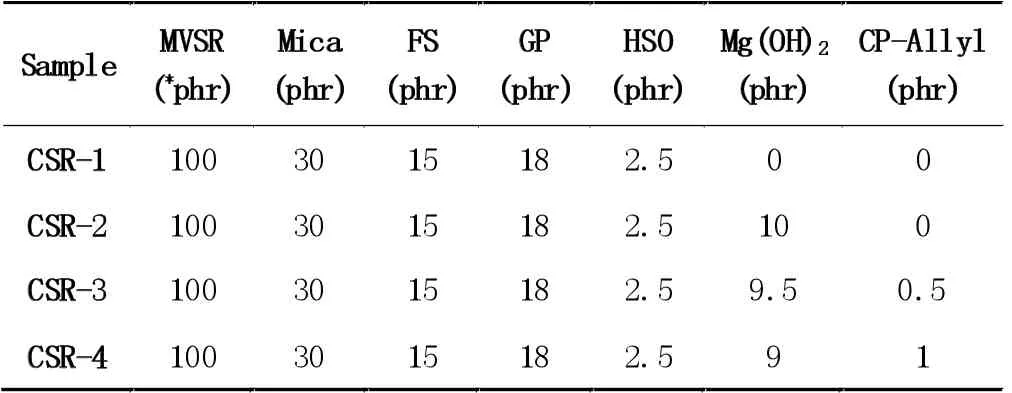
表1 可陶瓷化硅橡膠的配方
(2) 自粘性硅橡膠薄片的制備:在室溫環境下,將硅橡膠生膠在雙輥開煉機上混練,直到硅橡膠包輥后,加入補強劑、結構按制劑、阻燃劑使其混合均勻,再加入增粘劑繼續混煉,最后通薄下片,得到厚度為0.5-1 mm 的自粘性硅橡膠薄片。
(3) 云母帶與硅橡膠薄片的壓合:將云母帶通過硅烷偶聯劑進行表面處理,使其表面帶有不飽和雙鍵,然后通過冷壓工藝使云母帶與陶瓷化硅橡膠、自粘性硅橡膠壓合在一起,得到含有三層結構的樣品。
(4) 輻照制備復合帶:將(3)得到的樣品,通過γ 射線或電子束等輻照源進行輻照交聯,高效地生產出中間帶有云母層的陶瓷化硅橡膠復合帶。
2 配方設計及性能數據
陶瓷化硅橡膠層:
(1) 力學性能
材料的力學性能決定了其能否被實際應用。根據GB/T 528-2009 中對陶瓷化硅橡膠力學性能的要求。由于向甲基乙烯基硅橡膠基體中添加了不同比例的無機無機填料以增加復合材料的力學性能,但其斷裂伸長率在一定程度上會有所降低。
如圖2 所示,對于每個樣品,邵氏硬度值隨著輻照劑量的增加而明顯增加。這可以通過輻照后交聯網絡的形成來解釋。復合材料的邵氏硬度值在65-71 HA 范圍內,似乎配方對硬度影響不大。電子束輻照復合材料的機械性能如圖2(b-d) 所示。它們的拉伸應力為4.2-5.3 MPa,楊氏模量為3.3-6.4 MPa,斷裂伸長率為180-230%。觀察到它們的拉伸應力隨著輻照劑量的增加而增加,在40-120 kGy,然后由于硅橡膠鏈的輕微降解而在120 kGy 時降低。同時,它們的斷裂伸長率下降,這是大多數交聯聚合物的常見現象。結果清楚地證明,這些電子束輻照復合材料具有足夠的強度和柔韌性,可用于電線和電纜的進一步應用。利用電子萬能試驗機以100 mm/min 的拉伸速率對樣品進行力學性能的測試,結果如圖2 所示。發現經過不同比例陶瓷化硅橡膠層的斷裂伸長率都大于150%,滿足企業標準。
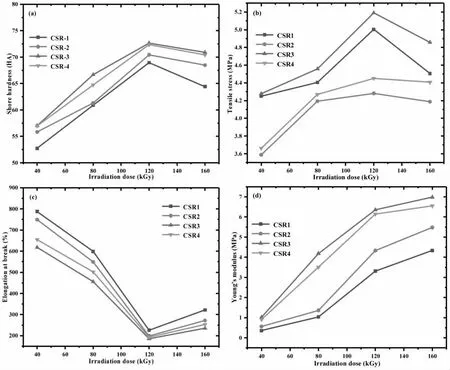
圖2 不同配方的陶瓷化硅橡膠層的力學性能
(2) 燒蝕性能
如圖3 所示,測試了不同配方的陶瓷化硅橡膠層的極限氧指數(LOI)。CSR-1、CSR-2、CSR-3 和CSR-4 的極限氧指數分別為29.0、32.2、32.4 和34.2。與CSR-1 和CSR-2 相比,含有環三磷腈型有機阻燃劑組合物填料的CSR-3 和CSR-4 具有較高的極限氧指數。這意味著目前的環三磷腈型有機阻燃劑組合物和Mg(OH)2復合阻燃劑可以在提高陶瓷化復合材料的阻燃性能[2]。
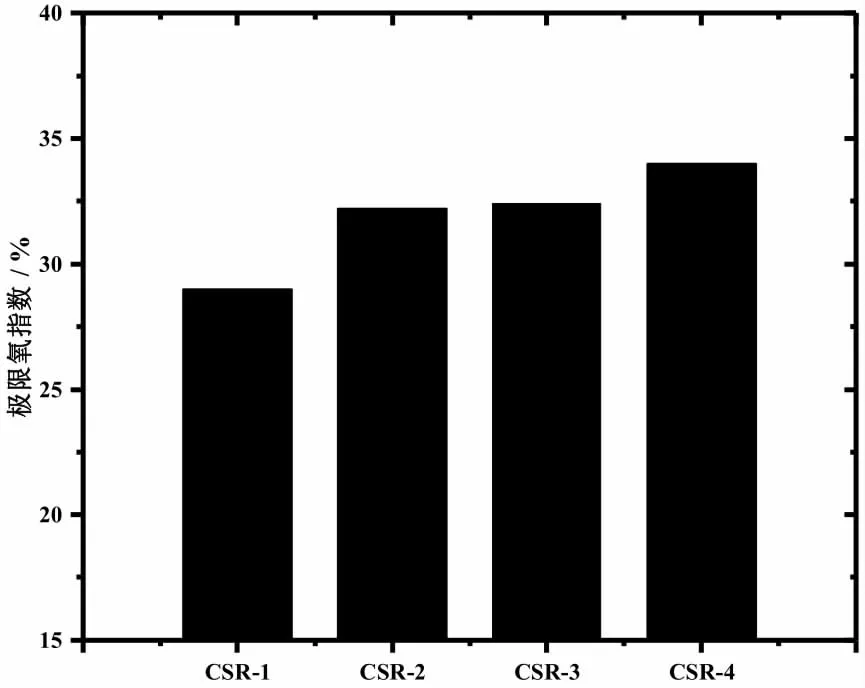
圖3 不同配方的陶瓷化硅橡膠層的極限氧指數
(3) 凝膠含量
對于陶瓷化硅橡膠而言,輻照劑量的選擇尤為重要,其決定了陶瓷化硅橡膠的交聯度,進而影響材料的性能。選擇了四種陶瓷化硅橡膠帶,采用高能電子加速器或者60Co 以不同輻照劑量對陶瓷化硅橡膠復合帶進行輻照交聯。隨后將樣品在二甲苯中加熱回流12 h 測定材料的交聯度。結果如圖4 所示。從圖中可以看出隨著輻照劑量的增大,陶瓷化硅橡膠復合帶的交聯度也隨之增大。在輻照劑量為120 kGy 時,四種不同配比的陶瓷化硅橡膠復合帶具有較高的交聯度。另外,可以發現在添加無鹵有機阻燃劑的CSR-3 復合帶具有更大的交聯度,所以,該無鹵阻燃劑起到一定輻照敏化劑的作用,有助于交聯,所以CSR-3 復合帶的交聯度比較高[3]。
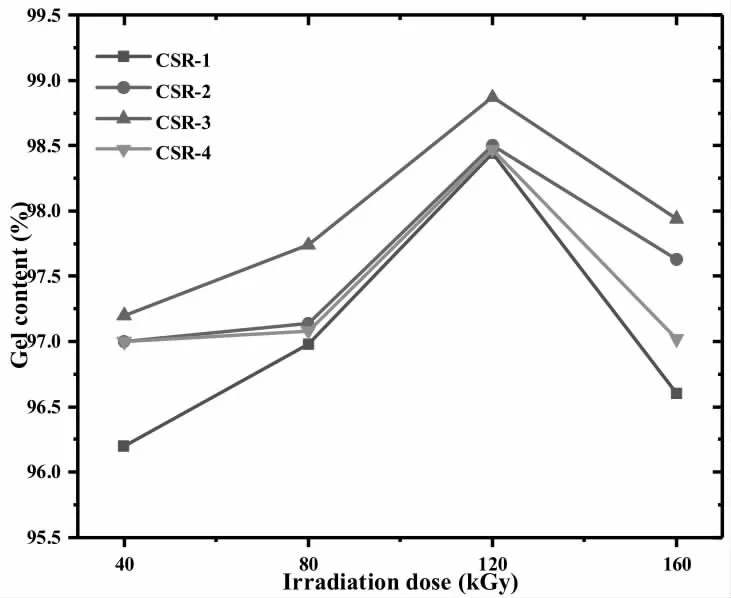
圖4 不同輻照劑量下不同種類聚乙烯的凝膠含量
3 結論
圖5 輻照交聯陶瓷化硅橡膠復合帶包覆在10 千伏高壓電纜在燒蝕過程中的形貌,經過2 min 的燒蝕后,剝去復合帶外層發現電線電纜仍保持原來完整的形貌,可以發現:輻照交聯陶瓷化硅橡膠復合帶能有效地保護電線電纜。

圖5 輻照交聯陶瓷化硅橡膠復合帶所纏繞的電纜在丙烷火焰中燒蝕2 min 后的形貌圖
猜你喜歡
課堂內外·初中版(科學少年)(2023年10期)2023-12-10 00:43:06
全科護理(2022年10期)2022-12-26 21:19:15
云南化工(2021年11期)2022-01-12 06:06:14
國際放射醫學核醫學雜志(2021年10期)2021-02-28 08:41:58
山東冶金(2019年3期)2019-07-10 00:54:00
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
焊接(2015年9期)2015-07-18 11:03:53
應用化工(2014年10期)2014-08-16 13:11:29
中國合理用藥探索(2014年11期)2014-03-11 20:30:20
