聚對苯二甲酸-己二酸乙二酯薄膜性能研究
2023-10-18 12:47:16徐長寶黃洛瑋陳建梅
合成技術及應用 2023年3期
關鍵詞:力學性能
徐長寶,黃洛瑋,宋 濤,陳建梅,2,司 虎,2
(1. 中國石化儀征化纖有限責任公司研究院,江蘇儀征 211900;2. 江蘇省高性能纖維重點實驗室,江蘇儀征 211900)
雙向拉伸聚對苯二甲酸乙二酯薄膜(BOPET)有良好的光學性能及優良的機械性能,多應用于包裝、電子等領域。目前有學者從聚酯原料改性、功能性母粒添加等方面入手[1],改善PET的光學、力學、阻隔、耐熱等性能,拓寬了聚酯薄膜在汽車材料、液晶屏用等領域的應用。改性后的聚酯不再簡單的作為包裝膜使用,差異化賦予其更多的應用,使其出現在光電保護、顯示、印刷等各個領域。想要進一步拓展BOPET的應用市場,除進行原料改性外,研究加工工藝對薄膜性能的影響尤為重要。為深入研究薄膜性能與共聚酯結構之間的關系,李鑫等[2]以己二酸為改性單體制備共聚酯,并對其化學結構、熱性能、晶體結構等進行了分析研究,姚雅文等[3]對PEAT共聚酯的化學結構、熱性能、降解性能等進行了研究,以往的研究主要集中于配方優化及原料改性,而成膜工藝對改性共聚酯薄膜性能影響方面的研究較少。
本文研究己二酸改性共聚酯的加工工藝及其薄膜性能,通過調整拉伸溫度及拉伸速率的方式制備薄膜,利用取向度儀研究PEAT共聚酯薄膜的取向行為,并結合其力學性能探討高拉伸速率下的薄膜性能,分析拉伸溫度及拉伸速率對聚酯薄膜取向度、力學性能的影響,為改性聚酯的后加工評價及應用提供一定的參考。
1 試 驗
1.1 原料
對苯二甲酸(PTA),聚合級,中國石化儀征化纖有限責任公司;乙二醇(EG),聚合級,中國石化揚子石化;己二酸,聚合級,江蘇海力;乙二醇銻,工業級,江蘇大康公司。聚合物樣品性能如表1、表2所示。
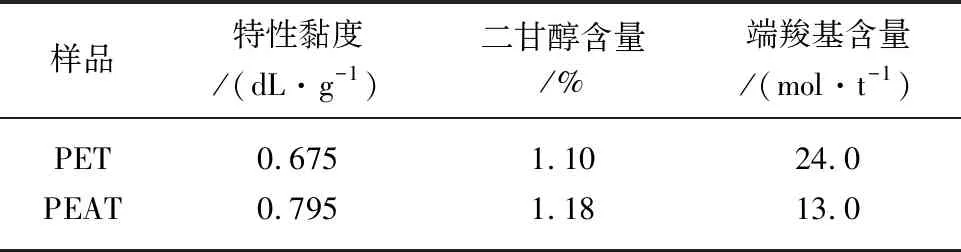
表1 PET及PEAT的常規性能
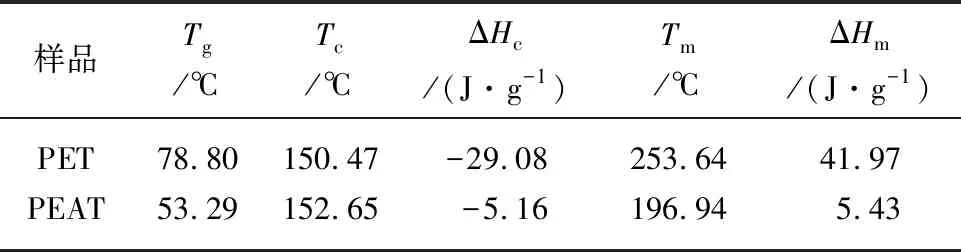
表2 PET及PEAT的熱性能
1.2 儀器設備
20L聚合釜,德國富耐;三層流延擠出試驗機,LMCR-300型,瑞典-泰國LabTech公司;薄膜雙向拉伸機,KARO Ⅳ型,德國Brukner公司;電子萬能材料試驗機,SANS CMT4104型,深圳新三思材料檢測有限公司;差示掃描量熱儀,DSC 7型,美國Perkin-Elmer公司;薄膜取向測試儀,SST-4000型,日本野村商事。
1.3 試驗過程
1.3.1 聚酯制備
將PTA、EG、乙二醇銻置于20L聚合反應釜中,氮氣置換三次后,在0.22~0.24 MPa下進行酯化反應,待出水量達到理論出水量的90%時,緩慢減壓進入預縮聚階段,時間45 min,將釜內液溫升至275~278 ℃,壓力100 Pa以內,進行縮聚反應。待功率達到指定值,出料切粒,得PET,在原料中增加己二酸,按照上述步驟,得PEAT。
1.3.2 薄膜制備
將干燥后的原料切片經熔融擠出、流延成型制得平均厚度為0.4 mm的厚片,將其裁剪為100 mm×100 mm,利用雙向拉伸機進行同步雙向拉伸制成薄膜。因PEAT玻璃化溫度較PET低約25 ℃,在不同溫度條件下對PET及PEAT進行雙向拉伸,研究溫度、拉伸速率對薄膜工藝及薄膜性能的影響。
PET拉伸溫度為95、100、105、110、115 ℃,PEAT拉伸溫度為70、75、80、85、90 ℃。預熱時間25 s,PET薄膜拉伸速率為50、100、150、175%/s,PEAT薄膜拉伸速率為50、100、200、300%/s條件下進行橫向及縱向4×4倍的同步雙向拉伸,制備聚酯薄膜。
1.4 分析測試
1.4.1 取向度測試
薄膜取向度采用薄膜片材取向儀測試,其測試原理是利用聲波在固體材料中傳播速度不同來反映材料的剛度,定義速度與剛度的關系,以此來表示薄膜的取向度大小,聲速(V)在物質中傳播速度與楊氏模量、密度有關,其關系式如式(1)。
(1)
式中E表示楊氏模量,GPa;σ表示泊松比;ρ表示密度,g/cm3。
式(1)中楊氏模量與速度二次冪成正比,定義抗拉剛度指數T=V2,T結果數值采用最小二乘法擬合,測量值越高,拉伸強度就越高。
(2)
式中C為所給固體介質的密度ρ與泊松比σ的關系常數。
聲速法測取向度f的關系式:
(3)
式中f為取向度,V為聲速,km/s,Vu為無規取向時的聲速,km/s。
根據已知參數和聲速計算材料取向度,給定材料,則Vu為定值,此時V2與取向因子f為一次函數關系,則可以T值直接反應取向度大小。
1.4.2 力學性能測試
將拉伸后的薄膜裁切成為100 mm×20 mm的樣條,在萬能材料試驗機上按照GB/T 1040.3—2006進行測試,拉伸強度及斷裂伸長率結果取五組測試結果的平均值。
2 結果與討論
為探究適合PET及PEAT的加工工藝,調整拉伸溫度、拉伸速率制備雙向拉伸薄膜,研究溫度及拉伸速率對薄膜性能的影響,通過薄膜拉伸行為、取向度、力學性能,比較PET及PEAT薄膜性能差異。
2.1 拉伸溫度對薄膜性能的影響
在拉伸速率100%/s、不同拉伸溫度的條件下制備薄膜,研究拉伸溫度對薄膜性能的影響。
2.1.1 薄膜的拉伸行為
在拉伸速率為100%/s的同步雙向拉伸過程中,研究拉伸溫度對厚片拉伸行為的影響。需要說明的是,縱向和橫向應力變化趨勢一致,因此以縱向拉伸行為作為研究對象。
不同拉伸溫度條件下,PET及PEAT厚片拉伸過程中的最大拉力見圖1。隨著溫度的升高,兩種厚片的最大拉伸力均呈現下降趨勢,在加工溫度高于玻璃化轉變溫度的前提下,一方面提高拉伸溫度使分子鏈熱運動能力增強,另外厚片充分的軟化更有利于拉伸。PEAT厚片在70 ℃時拉力最大,為18.7 N,而PET在95 ℃時拉力最大,為34.5 N,表明PEAT加工溫度較PET顯著降低,這是因為引入的己二酸基團提高了分子鏈的柔順性,降低了PEAT的玻璃化轉變溫度[4],降低了分子鏈剛性,從而使大分子鏈空間位阻減小,因此在拉伸過程中表現為拉伸溫度降低、拉伸應力減小,這在后道薄膜應用過程中也有利于降低能耗。
PET及PEAT在拉伸過程中的應力-應變曲線見圖2、圖3,隨著應變的增大,拉伸應力逐漸增大,這是因為在薄膜拉伸過程中,分子鏈出現取向排列,需克服的內應力逐漸增大,接近應變極限時,應力急劇上升;隨著溫度的升高,拉伸應力逐漸減小,溫度越高,分子熱運動能力越強,而拉伸PET時,溫度大于105 ℃,應變不斷擴展,拉伸應力處于幾乎無變化的平臺期,升高溫度,樣品在應力較小便可進行高彈形變,持續升高溫度,則較小應力可使PET達到應變極限,使曲線出現較長平臺期。PEAT薄膜拉伸應力小于PET且拉伸曲線無急劇上升,引入的己二酸柔性分子減弱了分子鏈的剛性,使鏈段滑移相對簡單,拉伸應力小于PET。在實驗范圍內相比PET應力變化,PEAT整體拉伸過程與高溫下拉伸PET相似。
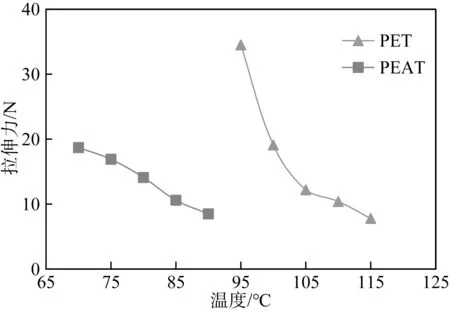
圖1 不同拉伸溫度下的聚酯薄膜拉伸力
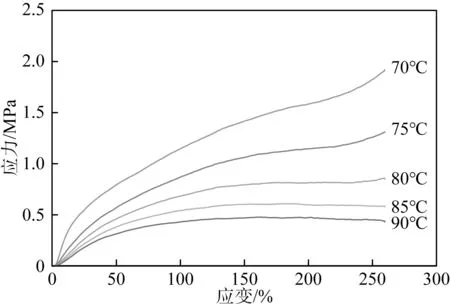
圖3 PEAT應力-應變曲線
2.1.2 薄膜的取向度
圖4為不同溫度條件下薄膜的取向度變化趨勢。隨著溫度的升高,PEAT薄膜及PET薄膜取向度均逐步降低。這是因為雙向拉伸薄膜的實際取向是由取向和解取向共同決定的[5],固定拉伸倍數,升高溫度加劇了高分子鏈段的解取向程度,導致了薄膜的實際取向度降低。

圖4 不同溫度下聚酯薄膜取向度
2.1.3 薄膜的力學性能
不同溫度條件下薄膜的拉伸強度和斷裂伸長率的變化趨勢見圖5、圖6,隨著溫度的升高,PET及PEAT薄膜拉伸強度均呈下降趨勢,這是因為薄膜的拉伸強度與薄膜中聚集態結構的取向和結晶緊密相關[6],升高溫度,高分子鏈段更容易沿著外力方向進行有序排列,但同時會使高分子鏈的自發解取向程度更高[7],實際取向度降低,導致拉伸強度下降,這與王玉合等[8]研究結果基本相符。

圖5 溫度對薄膜拉伸強度的影響

圖6 溫度對薄膜斷裂伸長率的影響
隨著溫度升高,PET及PEAT薄膜斷裂伸長率逐漸增大,但PEAT薄膜在拉伸溫度90 ℃時,斷裂伸長率驟降至5%,因為升高溫度,分子鏈解纏結能力增強,鏈段間更易產生相對運動,表現為斷裂伸長率升高,而在拉伸溫度90 ℃時,PEAT可能因溫度過高,薄膜結晶明顯,妨礙了聚合物分子鏈的滑移與變形,不發生屈服即斷裂,導致斷裂伸長率小于5%。拉伸強度相當時,PET薄膜斷裂伸長率為112%,而PEAT薄膜可達147%。
2.2 拉伸速率對薄膜性能的影響
PET在100 ℃、PEAT在70 ℃、不同拉伸速率條件下制備薄膜,研究拉伸速率對薄膜性能的影響。
2.2.1 薄膜的拉伸行為
PET及PEAT薄膜不同拉伸速率時最大拉伸力見圖7。隨著拉伸速率的提高,兩種厚片最大拉伸力均呈上升趨勢,這是因為速率增大,導致鏈段松弛速度小于拉伸速度;PEAT薄膜的拉力增幅相對平緩,可能因為分子鏈柔性提高,使得拉伸所需外力增幅較小。

圖7 不同拉伸速率時拉伸力的變化
最低溫度條件下,PET及PEAT不同拉伸速率的應力-應變曲線見圖8、圖9,隨著拉伸速率的增大,PET及PEAT的應力均隨著應變的增加而增大,因為增大拉伸速率,分子鏈段松弛時間縮短,導致應力增大。
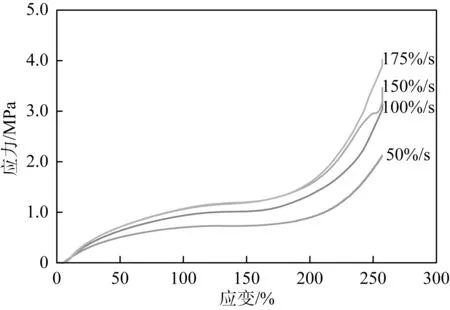
圖8 PET應力-應變曲線

圖9 PEAT應力-應變曲線
2.2.2 薄膜取向度
不同拉伸速率薄膜的取向度變化趨勢見圖10。隨著拉伸速率升高,PET及PEAT薄膜取向度均逐步增大,拉伸速率提高,分子鏈段松弛縮短,應力增大,致使取向度增大。PEAT薄膜在拉伸速率300%/s時取向度3.75,而PET薄膜在拉伸速率200%/s時取向度4.24,PEAT薄膜取向度較PET偏低,因為己二酸柔性分子使鏈段滑移相對簡單,取向所需應力較小,這使PEAT可拉伸性相對PET有較大提高,且在高速率下拉伸不會出現破膜現象。

圖10 拉伸速率對薄膜取向度的影響
圖11為拉伸力相同時拉伸速率對薄膜取向度的影響。
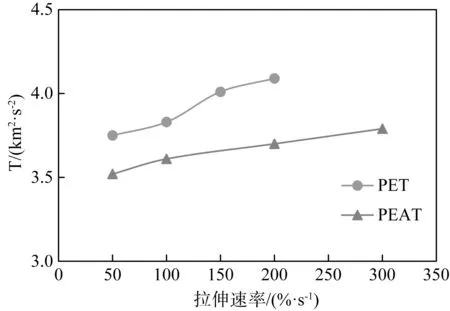
圖11 相同拉伸力下不同拉伸速率的薄膜取向度
隨著拉伸速率升高,PET及PEAT薄膜取向度均逐步增加,因為增大拉伸速率,鏈段松弛速度小于拉伸速度,內部網狀結構無法及時解纏結,使應力升高,取向度增大。PET取向斜率為0.002 4,與圖10相比,增幅相對平緩,因拉伸時的外力大小在分子鏈段取向時起主要作用,拉伸力相近,導致取向變化幅度接近。
2.2.3 薄膜力學性能
圖12、圖13為拉伸速率對薄膜力學性能的影響。

圖12 拉伸速率對PET薄膜力學性能的影響

圖13 拉伸速率對PEAT薄膜力學性能的影響
隨拉伸速率的升高,PET及PEAT薄膜的拉伸強度呈上升趨勢,徐萌等[9]認為雙向拉伸過程中拉伸速率過慢會使得薄膜中的晶體沿外力方向上的取向較弱,應力誘導取向結晶效應減弱;增大拉伸速率,應力增大,取向度增大,拉伸強度升高。增大拉伸速率,PET薄膜斷裂伸長率逐步下降,PEAT薄膜的斷裂伸長率基本無影響,因為升高拉伸速率,分子鏈段運動速度小于外力作用速度,相對低速拉伸PET,表現脆性行為,而PEAT引入的己二酸柔性分子,使材料韌性保持較好,斷裂伸長率無明顯變化。持續提高拉伸速率,PEAT薄膜保持較高斷裂伸長率的同時,拉伸強度不斷增大,顯示了良好的力學性能,可使其應用領域更加廣泛。
圖14為所測薄膜T值與拉伸強度的關系,隨T值的增大,拉伸強度逐漸增大,且PET及PEAT薄膜取向度增幅近乎一致,T值與聲速二次冪成正比,T值越大,拉伸強度越大,在進行材料加工評價時,可直接測試T值反映材料拉伸強度的大小。

圖14 取向度與拉伸強度的關系
3 結 論
a) 在研究范圍內,拉伸溫度升高時,PET及PEAT薄膜取向度及拉伸強度均逐步下降;PET薄膜斷裂伸長率逐步升高,PEAT薄膜斷裂伸長率在85 ℃時達到最大230%,繼續升高溫度至90 ℃時,驟降至5%。
b) 在研究范圍內,拉伸速率升高時,PET及PEAT薄膜取向度及拉伸強度均逐步增大;PET薄膜斷裂伸長率不斷減小,但PEAT薄膜斷裂伸長率幾乎不受拉伸速率的影響。
c) PET及共PEAT在拉伸力相同時,提高拉伸速率,薄膜取向度變化較小。
d) PEAT的加工溫度相比PET低約25 ℃,在70 ℃即可拉伸,且拉伸速率可達300%/s,拉伸強度及斷裂伸長率均優于PET薄膜;在拉伸強度相當時,PET薄膜斷裂伸長率為112%,而PEAT可達147%。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53